Изготовление литейных форм
Основные операции изготовления форм (формовки): уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы, образующихся при заливке; извлечение модели из формы; отделка и сборка форм. По степени механизации различают формовку ручную, машинную и автоматическую.
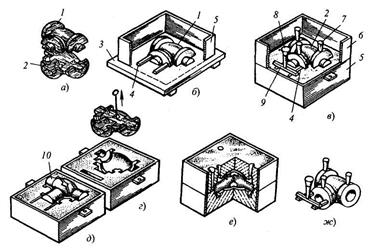
Рис. 4.6. Последовательность операций изготовления литейной формы для корпуса вентиля
Ручную формовку применяют для получения одной или нескольких отливок в условиях опытного производства, при изготовлении отливок в ремонтном производстве, а также при изготовлении крупных (массой 200...300 т) отливок. На практике используют различные приемы ручной формовки.
Формовка в парных опоках по разъемной модели наиболее распространена. Литейную форму (рис. 6, е), состоящую из двух полуформ, изготовляют по разъемной модели (рис. 4.6, а) в такой последовательности: на модельную плиту 3 устанавливают нижнюю половину модели 1, модели питателей 4 и опоку 5 (рис. 4.6, б), в которую засыпают формовочную смесь и уплотняют. Опоку поворачивают на 1800 (рис. 4.6, в), устанавливают верхнюю половину модели 2, модели шлакоуловителя 9, стояка 8 и выпоров 7. По центрирующим штырям устанавливают верхнюю опоку 6, засыпают формовочную смесь и уплотняют. После извлечения модели стояка и выпоров форму раскрывают. Из полуформ извлекают модели (рис. 4.6, г) и модели питателей и шлакоуловителей, в нижнюю полуформу устанавливают стержень 10 (рис. 6, д) и накрывают нижнюю полуформу верхней. На рис. 4.6, е показана литейная форма для корпуса вентиля. После заливки расплавленного металла и его затвердевания литейную форму разрушают и извлекают отливку (рис. 4.6, ж).
Формовку шаблонами применяют в единичном производстве для получения отливок, имеющих конфигурацию тел вращения. Для примера рассмотрим технологический процесс изготовления форм для шлаковой чаши (рис. 4.7, а). Формовку осуществляют с помощью шаблонов 1, 4 (рис. 4.7, б); в яме устанавливают подпятник 7 со шпинделем 2 в вертикальном положении, засыпают формовочную смесь и уплотняют ее вокруг шпинделя; к серьге 3 прикрепляют шаблон 1, режущая кромка которого имеет очертания наружной поверхности отливки, и устанавливают его на шпиндель (рис. 4.7, в) до упора 5; вращением шаблона в ту и другую сторону срезают формовочную смесь в соответствии с профилем шаблона, удаляя излишки формовочной смеси; по полученному болвану изготовляют верхнюю полуформу 6 (рис. 4.7, г). Для этого серьгу с шаблоном снимают со шпинделя, плоскость разъема формы покрывают разделительным слоем сухого кварцевого песка или бумагой, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее, удаляют шпиндель и снимают верхнюю полуформу. В подпятник 7 вновь устанавливают шпиндель, на который с помощью серьги устанавливают шаблон 4 (рис. 4.7, д), имеющий очертания внутренней поверхности отливки. С помощью этого шаблона с болвана удаляется слой формовочной смеси на толщину стенки отливки (рис. 4.7, д); после этого снимают шаблон и удаляют шпиндель, отделывают полученный болван и устанавливают верхнюю полуформу (рис. 4.7, е), затем в литейную форму заливают расплавленный металл.
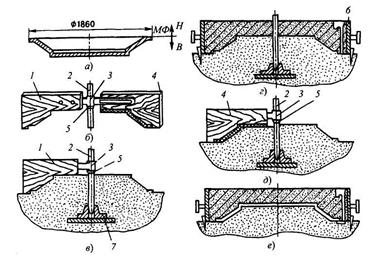
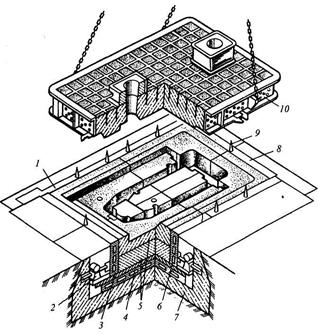
Рис. 4.7. Шаблонная формовка Рис. 4.8. Сборка формы станины в кессоне
Формовку в кессонах применяют при изготовлении крупных отливок массой до 200 т. На рис. 4.8 показана форма станины, собранная в механизированном кессоне, который смонтирован на бетонном основании 7. Дно его выложено чугунными плитами 4. Две неподвижные стенки 1 и 8 также облицованы металлическими плитами.
Противоположные чугунные стенки 3 и 6 передвигаются с помощью червячного редуктора 2, приводимого в действие электродвигателем, что позволяет изменять внутренние размеры кессона. Форму собирают из стержней - блоков 5, изготовленных из жидких самотвердеющих смесей. Литниковую систему изготовляют из керамических огнеупорных трубок. Верхнюю полуформу 10 устанавливают по центрирующим штырям 9 и прикрепляют к кессону болтами.
Формовку в стержнях применяют в массовом и крупносерийном производствах при изготовлении отливок сложной конфигурации. На рис. 4.9 приведен пример формовки в стержнях цилиндра двигателя с воздушным охлаждением. Форма для отливки цилиндра двигателя с воздушным охлаждением собрана из шести стержней. Сборку формы производят в горизонтальном положении. В стержень 1 вкладывают стержень 2, затем стержни 3,4, 5 и 6. Собранную форму скрепляют.
Формовку с использованием жидко-стекольных смесей применяют при изготовлении отливок массой до 40 т в серийном и единичном производствах. При формовке на модель слоем 50...70 мм наносят слой жидкостекольной формовочной смеси, остальной объем опоки заполняют наполнительной формовочной смесью и уплотняют. После изготовления полуформы модели извлекают. Полуформы накрывают зонтом, под который под давлением 0,2...0,3 МПа подводится углекислый газ, обеспечивающий быстрое равномерное отверждение формы (рис. 4.9.1).
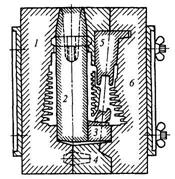
Рис. 4.9. Формовка в стержнях цилиндра двигателя с воздушным охлаждением
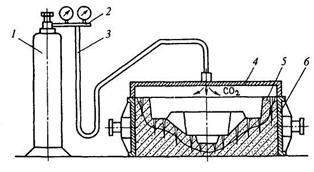
Рис. 4.9.1. Схема продувки литейной формы углекислым газом: 1 - баллон с углекислым газом; 2 - редуктор; 3 - резиновый шланг; 4 - зонт; 5 - слой жидко-стекольной смеси; 6 - опока
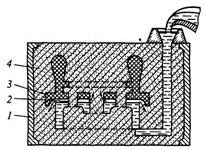
Рис. 4.10. Схема заливки формы с газифицируемой моделью
Формовка по газифицированным моделям применяется для изготовления крупных единичных отливок (массой до 20 т) из чугуна, стали и сплавов цветных металлов. Особенность процесса состоит в том, что модель, изготовленная из пенополистирола, из формы не извлекается, а во время заливки расплавленного металла она газифицируется под действием теплоты расплава. При этом освобождается полость формы, которая заполняется расплавом. Заливка формы показана на рис. 4.10. Газифицируемая модель точно повторяет конфигурацию отливки. Это позволяет не изготовлять стержни для выполнения полостей, отверстий, выступающих частей. Формы для этого способа изготовляют из ЖСС, ХТС и других смесей.
Модели перед изготовлением форм покрывают противопригарным покрытием, состоящим из пылевидного циркона и раствора поливинилбутераля в спирте. После высыхания покрытия модель 3 устанавливают в опоку 1, присоединяют к ней литниковую систему и заформовывают заливкой ЖСС 4.
Для последовательной газификации модели расплавленный металл подводят снизу. В этом случае продукты разложения модели удаляются в форму через зазор 2 между зеркалом расплава и поверхностью разложения модели (рис. 4.10).
В форме с газифицируемой моделью не делают открытых выпоров и прибылей во избежание выделения газов и сажи в атмосферу цеха. Для уменьшения количества сажи заливку форм ведут с одновременной подачей СО2 в форму. СО2 способствует окислению продуктов разложения модели, и количество сажи значительно снижается.
Отсутствие разъема формы и операций извлечения модели из формы повышает точность отливки, исключает заливы, что уменьшает трудоемкость обрубки отливки.
Машинную формовку применяют для производства отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних металлических модельных плит. Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм. Машинная формовка обеспечивает более высокую геометрическую точность полости формы, чем ручная формовка, повышает производительность труда, исключает трудоемкие ручные операции, сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и другими.
Уплотнение формовочной смеси прессованием (рис. 4.11, а) осуществляют при подаче сжатого воздуха при давлении 0,5...0,8 МПа в нижнюю часть цилиндра 1, в результате чего прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 поднимаются. При этом колодка 7, закрепленная на траверсе 8, входит внутрь наполнительной рамки б и уплотняет формовочную смесь в опоке 5. Плотность формовочной смеси уменьшается по мере удаления от прессовой колодки из-за трения формовочной смеси о стенки опоки. Неравномерность плотности формовочной смеси тем больше, чем выше опока и модели. Прессование используют для уплотнения формовочной смеси в опоках высотой 200...250 мм.
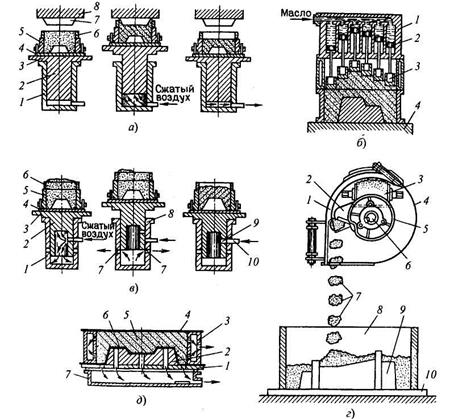
Рис. 4.11. Схемы способов уплотнения литейных форм при машинной формовке
Для достижения равномерной плотности формовочной смеси в опоке используют многоплунжерные прессовые колодки (рис. 4.11, б). При прессовании стол 4 машины движется в сторону многоплунжерной прессовой колодки 1. Вследствие различной степени сопротивления формовочной смеси в форме плунжеры 3 под действием давления масла на поршень 2 прессуют находящиеся под ним участки формы независимо от соседних.
Уплотнение формовочной смеси встряхиванием (рис. 4.11, в) осуществляют при подаче сжатого воздуха при давлении 0,5...0,8 МПа в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25...80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7, воздух выйдет в атмосферу. Давление под поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет на торец цилиндра 8. Скорость стола, а следовательно, и скорость модельной плиты упадут до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 встряхивающего цилиндра, сжатый воздух снова войдет в полость встряхивающего цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый удар его о торец и т.д.
Встряхивающий стол обычно совершает 120...200 ударов в минуту. В результате повторных ударов происходит уплотнение формовочной смеси в опоке. При этом слои формовочной смеси, лежащие у модельной плиты, будут иметь большую плотность, чем слои, лежащие в верхней части формы.
Встряхиванием уплотняют формы высотой до 800 мм. Для уплотнения верхних слоев формы встряхиванием совмещают с прессованием. Это обеспечивает высокую и равномерную плотность форм.
Уплотнение формовочной смеси пескометом (рис. 4.11, г) осуществляют рабочим органом пескомета - метательной головкой, выбрасывающей пакеты смеси на рабочую поверхность модельной плиты. В стальном кожухе 4 метательной головки вращается закрепленный на валу б электродвигателя ротор 5 с ковшом 2. Формовочная смесь подается в головку 1 непрерывно ленточным конвейером 3 через окно в задней стенке кожуха. При вращении ковша (1000...1200 об/мин) формовочная смесь собирается в пакеты 7 и центробежной силой выбрасывается через выходное отверстие в опоку 8. Попадая на модель 9 и модельную плиту 10, смесь уплотняется за счет кинетической энергии равномерно по высоте опоки. Метательную головку равномерно перемещают над опокой.
Пескомет является высокопроизводительной машиной, поэтому его применяют для уплотнения крупных литейных форм. Управление работой пескомета автоматизировано.
Пленочно-вакуумную формовку (рис. 4.11, д) осуществляют в следующей последовательности: модельную плиту 1 с моделью 2 накрывают разогретой полимерной пленкой толщиной не более 0,1 мм. Вакуумным насосом в воздушной коробке 7 создают вакуум 2,6...5,2 МПа. Пленка 6 плотно прижимается к модели и модельной плите. На модельную плиту устанавливают опоку 3, которую заполняют сухим кварцевым песком 5, уплотняют его с помощью вибрации и выравнивают открытую верхнюю поверхность опоки. На верхнюю поверхность накладывают разогретую полимерную пленку 4, которая за счет разрежения (4...6 МПа) прилегает к опоке, что способствует уплотнению песка и устойчивости формы. После этого полуформу снимают с модели.
Изготовляют как верхнюю, так и нижнюю полуформу, затем форму собирают. Вакуумирование продолжается не только при изготовлении полуформ, но и при их сборке, заливке и затвердевании залитого металла. При заливке металла в форму пленка сгорает. Продукты сгорания выполняют роль противопригарного покрытия. Этим способом изготовляют формы для отливок массой 0,1...10 т на автоматических формовочных линиях.
Импульсное уплотнение формовочной смеси (рис. 4.12) осуществляется в следующей последовательности: на модельную плиту 1 с моделью устанавливают опоку 2 и засыпают формовочную смесь 3, на опоку накладывают плиту-рассекатель 4 с большим числом отверстий. Сверху плиты располагают импульсную головку 5 с пусковым клапаном 6. Головку, плиту-рассекатель и опоку плотно прижимают друг к другу. После этого открывают пусковой клапан 6 и сжатый воздух под давлением 5...8 МПа направляется через отверстия в плите-рассекателе в опоку и уплотняет смесь за счет динамического воздействия и фильтрации через поры, после чего уходит в атмосферу через венты (венты - тонкие отверстия, через которые проходит воздух, но не проходит формовочная смесь) в модели и модельной плите. Этот способ уплотнения формовочной смеси позволяет изготовлять формы с высокой и равномерной плотностью, высокопроизводителен, не имеет движущих частей (плунжеров, диафрагм и т.д.).
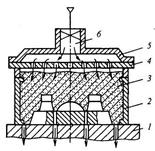
Рис. 4.12. Схема уплотнения формовочной смеси воздушным импульсом
Автоматическую формовку используют в серийном и массовом производствах отливок, при этом литейная форма передается последовательно с одной позиции на другую. Этот переход осуществляется автоматически различными конвейерами, кантователями, толкателями и другими устройствами. Для автоматической формовки используются формовочные автоматы, формовочные машины для безопочной формовки и автоматические формовочные линии.
Формовочные автоматы, используемые для изготовления литейных форм, выполняют все технологические операции без участия человека. Формовочные автоматы используют, как правило, в составе автоматических линий.
Автоматическую безопочную формовку используют при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 4.14).
Модельная плита 1 закреплена на прессовой машине, плита 3 - на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 4.13, а), которая заполняется формовочной смесью с помощью сжатого воздуха под давлением 0,5...1 МПа. После этого формовочная смесь прессуется плунжером 4 под давлением до 2 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 4.13, б). В результате получается непрерывный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки - в обрубное отделение.
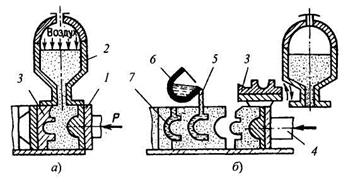
Рис. 4.13. Схема процесса изготовления безопочных литейных форм на автоматических машинах
Автоматическая формовочная линия (рис. 4.14) - пример полного автоматизированного производственного процесса формовки. На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейером 16 с позиции 7 направляется на позицию 2, а затем к механизму 3, где нижняя опока освобождается от смеси и отливок. Отливки направляются в обрубное отделение, а формовочная смесь - на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам: верхняя - на автомат 12, нижняя - на автомат 4. Смена модельных плит производится с помощью тележек 11.
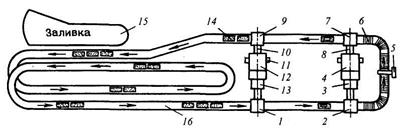
Рис. 4.14. Схема автоматической формовочной линии
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 1800 и на позиции 7 устанавливается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спаривания полуформ. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спаривается с нижней полуформой. Собранная литейная форма 14 по конвейеру транспортируется на участок 15 заливки. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжительности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Дата добавления: 2014-12-05; просмотров: 5141;