Общая организация алюминотермитной сварки рельсов
















Общая организация алюминотермитной сварки рельсов
Алюминотермитная сварка рельсов выполняется на всех типах стрелочных переводов на железобетонных брусьях по схемам, приведённым на рис. Рис. 1. Кроме того, этот вид сварки, наряду с электроконтактной, применяется для окончательного восстановления лопнувшей бесстыковой плети или вваривания в неё взамен временной рельсовой рубки рельсовой вставки длиной 12,5 м. Общая организация работ по сварке рельсов включает подготовительные и основные работы. Подготовительные работы ставят своей целью контроль качества сварки конкретной партией термита. Этот предварительный этап осуществляется на рельсосварочном предприятии. Основные работы выполняются в «окна», различной продолжительности в зависимости от количества свариваемых стыков (табл. Таблица 1).
Таблица 1
Продолжительность «окна»
| № п/п | Состав бригады; количество комплектов оборудования | Сварка рельсов стрелочного перевода | |
| Продолжительность «окна», час | Количество сваренных стыков | ||
| 1 бригада: 3 сварщика + 2 монтёра пути; стандартный комплект + дополнительный комплект | 2 стыка | ||
| 1 бригада: 3 сварщика + 2 монтёра пути; стандартный комплект + дополнительный комплект | 4 стыка | ||
| 2 бригады: 6 сварщиков + 4 монтёра пути; 2 стандартных комплекта | 7,5 | 10 стыков | |
| 3 бригады: 9 сварщиков + 6 монтёров пути; 3 стандартных комплекта | 7,5 | 14 стыков | |
| 4 бригады: 12 сварщиков + 8 монтёров пути; 4 стандартных комплекта | 16 стыков |
а) Р65 марок 1/11 и 1/9 проектов 2750, 2796, 2717, 2718
б) Р65 иР50 марок 1/11 и 1/9 проектов 2764, 2771, 2285, 2768, 2561, 2773, 1848, 2766, 2721, 2769, 2772, 2642, 2643
в) Р65 марки 1/18 проекта 2870

г) Р65 марки 1/22 проекта 2832

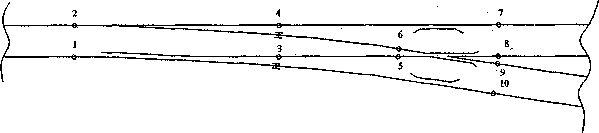
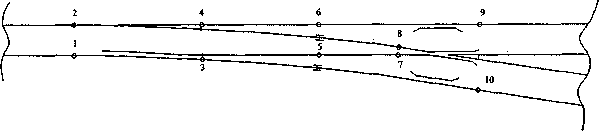
Рис. 1. Схемы сварки рельсов в стрелочных переводах
о 1 – стыки рельсов и их номер, свариваемых АЛТС;
н – изолирующий рельсовый стык
После закрытия стрелочного перевода и ограждения места работ установленным порядком, монтёры пути снимают стыковые накладки, на 2-х шпалах в каждую сторону от стыка снимают клеммы, подрельсовые прокладки, подкладки и амортизирующие прокладки, ослабляют гайки клеммных болтов на третьих шпалах от стыка, а также удаляют часть балласта из шпальных ящиков в подрельсовой зоне (в зоне свариваемых стыков) для установки сварочной оснастки.
Одновременно бригада сварщиков подготавливает оборудование к сварке.
2. Описание процесса АЛТС
Способы проведения термитной сварки различны. Выбор того или иного способа зависит от формы, размеров и расположения свариваемых деталей.
Для сварки рельсов в настоящее время используется способ промежуточного литья (рис. Рис. 2), при котором из продуктов термитной реакции используется только расплавленный металл 5 без шлака 4.
Жидкий металл является одновременно источником тепла и присадочным материалом, соединяющим концы рельсов 1. Свариваемые концы рельсов при этом способе устанавливаются с зазором 25±1 мм и заключаются в соответствующие для данного способа сварки формы 2. Для сжигания термита при сварке промежуточного литья применяется конический тигель 3 с выпускным отверстием в дне. Расплавленный металл заливается из тигля в форму и заполняет оставленный между торцами рельсов зазор. Иногда металл заливается через специальный литник. Постепенно заполняя зазор и свободное пространство между рельсами и стенками формы, металл вызывает расплавление соприкасающихся с ним стенок рельсов, а застывая, образует с рельсами одно целое – сварное соединение. Вытекающий из тигля за металлом шлак стекает по жёлобу, оставляя над металлом лишь слой небольшой толщины.
 Рис. 2. Схема АЛТ сварки рельсов способом промежуточного литья а – плавление термитной смеси; б – заливка расплавленной термитной смеси в форму; в – кристаллизация сварного шва 1 – рельс, 2 – форма, 3 – тигель, 4 – расплавленный шлак, 5 – расплавленный металл
Рис. 2. Схема АЛТ сварки рельсов способом промежуточного литья а – плавление термитной смеси; б – заливка расплавленной термитной смеси в форму; в – кристаллизация сварного шва 1 – рельс, 2 – форма, 3 – тигель, 4 – расплавленный шлак, 5 – расплавленный металл
|
Этот слой шлака предохраняет термитный металл от быстрого остывания, чем способствует более свободному выделению газов из жидкого металла и получению более плотного металла литого башмака.
Дата добавления: 2015-01-02; просмотров: 3398;