ПОРШЕНЬ
Поршень — это одна из основных и наиболее ответственных детален спортивного двигателя. Чаще всего поршень для спортивного двигателя изготовляется заново. Обычно поршень отливается из сплава алюминия кокильным литьем, под давлением. Лучшими являются цельнокованые поршни из материала АК—с последующей термообработкой.
При изготовлении нового поршня или использовании имеющегося следует обратить внимание на ряд обязательных требований, предъявляемых к поршню для спортивного двигателя. Поршень должен быть надежным и жестким, для этого необходимо иметь:
а) ребра жесткости (от бобышек поршневого пальца к днищу), чтобы не было смятия и отрыва головки поршня;
б) ребра жесткости на юбке со стороны впуска и выпуска (чтобы юбка не деформировалась на концах);
в) толщина днища поршня не менее 5 мм плюс ребра жесткости (чтобы исключить возможность прогорания и продавливания днища головки поршня);
г) мощные бобышки поршня, соответствующие 1,5 диаметра поршневого пальца (чтобы выдержать большие нагрузки, передаваемые через поршень на шатун);
д) сплав, из которого изготовлен поршень, должен иметь небольшой коэффициент линейного и объемного расширения.
Коэффициент линейного расширения материала поршня при 100°С - 0,01.
Чистая обработка рабочих поверхностей, перпендикулярность осей поршня и поршневого пальца, нужная глубина канавок под стопорные кольца, правильная надежная установка их обеспечивают нормальную, безаварийную работу поршня.
Стопорные кольца поршневого пальца в канавках должны утопать на 0,6—0,7 диаметра проволоки стопорного кольца. Изношенные либо плохо пружинящие стопорные кольца устанавливать на поршень нельзя, так как они могут вылететь и вывести из строя поршень, цилиндр, головку, коленчатый вал двигателя.
Отверстие под поршневой палец выполняется по скользящей посадке и обязательно должно иметь каналы под смазку.
Глубина канавки под поршневое кольцо делается такой, чтобы кольцо утопало в ней на 0,3—0,4 мм, а ширина канавки была равна ширине кольца +0,03.
Рекомендуется производить притирку поршневых колец в канавках. Это нужно делать до установки стопорных штифтов. Для этого нужно установить поршневое кольцо в канавку на поршень, слегка смазав ее моторным маслом, вставить поршень с кольцом в цилиндр на глубину 10—15 мм и, вращая поршень, добиться свободного проскальзывания кольца в поршневой канавке. После этого промыть поршень в бензине, снять поршневое кольцо, установить в нужном месте стопор.
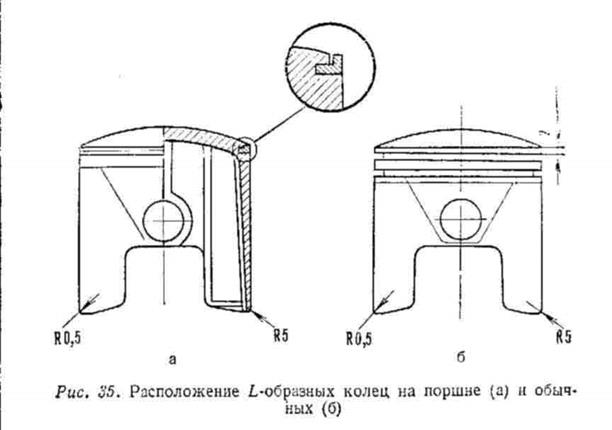
Расположение верхнего L-образного кольца в одной плоскости с краем сферы головки
поршня дает возможность точно отсекать, регулировать фазы продувки и выпуска, но боязнь перегрева и поломки поршневых колец (некачественны) заставляет располагать их на 1—2 мм ниже сферы (рис. 35).
При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня.
Канавки под L-образные кольца — ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).

Для улучшения динамики газового потока со стороны впуска нужно скруглить нижний край юбки поршня радиусом R= 5 мм.
Величина подрезания юбки поршня со стороны впуска 2 - 5 мм, с запиловкой радиуса округления и полировки этой кромки.
Чтобы иметь неразрывный газовый поток большее время, управляющая кромка поршня должна уходить примерно на 10—15% хода поршня за верхнюю кромку окна. Лучшие результаты достигнуты при подъеме поршня над верхней кромкой окна на 3,5—5 мм.
При установке нового поршня надо помнить о площади поперечного сечения продувочных окон на поршне. Они не должны быть меньше, чем окна в гильзе цилиндра.
Дата добавления: 2014-12-30; просмотров: 1098;