Классификация инструментальных материалов
Невозможно создать такой универсальный инструментальный материал, который был бы одинаково пригоден для всего многообразия условий механической обработки. Поэтому в промышленности используется широкая номенклатура инструментальных материалов, отвечающих рассмотренным выше требованиям.
Все инструментальные материалы подразделяются на следующие группы, ранжированные по степени повышения их режущих свойств:
1. Углеродистые и низколегированные инструментальные стали
2. Быстрорежущие стали
3. Твердые сплавы (металлокерамика) без покрытия и с покрытием
4. Минералокерамика и керметы;
5. Синтетические композиции из нитрида бора;
6. Синтетические и природные алмазы.
Сравнительные характеристики физико-механических свойств инструментальных материалов даны в таблице 4.1; график применяемости – на рисунке 4.2.
Таблица 4.1 Физико-механические свойства инструментальных материалов
| Инструментальный материал | Теплостойкость, °С | Предел прочности при изгибе σВ, МПа |
| Углеродистые стали | 200…250 | 1900…2000 |
| Низколегированные инструментальные стали | 250…300 | 2000…2500 |
| Быстрорежущие стали | 600…650 | 2050…3400 |
| Твердые сплавы | 800…900 | 900…2000 |
| Минералокерамика | 1100…1200 | 325…700 |
| Алмазы | 700…800 | 210…400 |
| Композиты КНБ | 1300…1500 | 400…1500 |
Следует отметить, что по применяемости в режущих лезвийных инструментах инструментальные материалы располагаются примерно следующим образом:
· 60…70 % приходится на быстрорежущие стали
· 20…30 % - на твердые сплавы
· 5…10 % - на остальные материалы.
| Рисунок 4.1 Области применения режущих материалов по скорости резания v и подаче s [1]: 1 – быстрорежущие стали; 2 – твердые сплавы; 3 – твердые сплавы с покрытием; 4 – нитридная керамика; 5 – черная керамика (керметы); 6 – оксидная (белая) керамика; 7 – кубический нитрид бора |
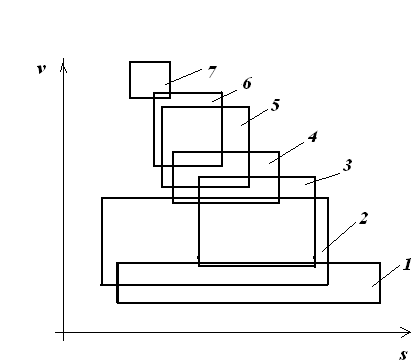
Высокий процент применяемости быстрорежущих сплавов объясняется главным образом их прочностными и технологическими свойствами, обеспечивающими высокую надежность и универсальность инструментов. На долю твердых сплавов, благодаря их высокой режущей способности, приходится более половины объема снимаемой стружки (рис. 4.1).
В настоящее время более 120 заводов-изготовителей во всем мире производят более 3500 сортов инструментальных материалов для режущего инструмента. В большинстве случаев марка материала не несет информации об ее химическом составе, за исключением России, Германии и еще нескольких стран.
4.2.1 Углеродистые и низколегированные
инструментальные стали
Вплоть до первого десятилетия XX века единственным инструментальным материалом, пригодным для изготовления металлорежущих инструментов, была углеродистая инструментальная сталь. Из-за низкой температуро- и износостойкости изготовленными из нее инструментами можно было обрабатывать углеродистые стали и чугуны с низкими скоростями резания (10…20 м/мин, в некоторых случаях до 30 м/мин) и невысоким эксплуатационным ресурсом.
Основным химическим элементом, определяющим физико-механические свойства углеродистых и низколегированных инструментальных сталей, является углерод. Углерод образует карбиды железа, которые в процессе термообработки активно участвуют в фазовых превращениях и образовании твердой мартенситной структуры.
Из группы углеродистых инструментальных сталей в инструментальном производстве наиболее широкое применение имеют стали марок У10А и У12А, содержащие 1,0…1,2 % углерода. Входящие в маркировку буквы обозначают: У – углеродистая инструментальная сталь, А – высшее качество выплавки (высококачественная).
Низколегированные стали, к которым относятся стали марок В2, Ф, 9ХС и ХВГ, по содержанию углерода соответствуют углеродистым инструментальным сталям, но дополнительно легированы небольшим количеством вольфрама, ванадия и других элементов. Незначительное количество в сталях обеих подгрупп хрома, марганца и кремния мало сказывается на эксплуатационных свойствах этих сталей. Эти компоненты входят в их состав для улучшения технологических свойств (литейных, закалочных и т.п.).
В связи с низкой температуростойкостью практическое использование углеродистых и низколегированных инструментальных сталей для изготовления из них режущих инструментов весьма ограничено. Из углеродистых инструментальных сталей изготавливают напильники, надфили и ножовочные полотна. Из углеродистых и низколегированных сталей изготавливают такие режущие инструменты, которые работают только с малыми скоростями резания – мелкоразмерные сверла, зенкеры, развертки, метчики и круглые плашки.
4.2.2 Быстрорежущие стали
В начале XX века была разработана первая высоколегированная инструментальная сталь. Эта сталь в качестве легирующих присадок содержала 18 % вольфрама, 4,5 % хрома и 1 % ванадия. По сравнению с углеродистой новая сталь имела значительно более высокие физико-механические свойства, в особенности температуро- и износостойкость. Металлорежущие инструменты изготовленные из этой стали могли обрабатывать стали и чугуны со скоростями резания 30…60 м/мин (в 2…2,5 раза выше, чем инструментами из углеродистых сталей). Благодаря этим качествам вновь разработанная сталь получила название быстрорежущей стали. По химическому составу она соответствует современной марке Р18.
Сейчас быстрорежущие стали представляют собой группу инструментальных сталей с повышенным содержанием вольфрама, молибдена и хрома. Кроме того, в ряде марок сталей, отличающихся повышенной теплостойкостью, дополнительно вводится определенное количество ванадия и кобальта.
В настоящее время в России выпускается более 30 марок быстрорежущих сталей, в США – более 25 марок, большое количество марок и в других странах. В большинстве случаев, за исключением России, Германии и некоторых других стран, обозначение марки быстрорежущей стали не несет информации о химическом составе, определяющим режущие свойства инструмента. Например, в США быстрорежущие стали делятся на две группы: М (молибденовые) и Т (вольфрамовые). Разные марки сталей обозначаются этими буквами с соответствующими индексами.
В России принято буквенно-цифровое обозначение, отражающее примерное процентное содержание основных легирующих элементов. Например, P12Ф2К8М3 означает: Р – сталь быстрорежущая; буквы Ф, К, М означают, соответственно, ванадий, кобальт, молибден; цифра, стоящая после буквы Р, означает примерное содержание вольфрама, остальные цифры означают содержание соответствующих легирующих элементов.
В мировых стандартах быстрорежущие стали обозначаются следующим образом:
ü HSS– быстрорежущая сталь
ü HSSV– быстрорежущая сталь, легированная ванадием
ü HSCo– быстрорежущая сталь, легированная кобальтом
ü CS– сталь, легированная хромом и др.
Согласно стандарту ISO, наряду с обозначениями, принятыми в национальных стандартах, в специальной технической литературе используется условное обозначение быстрорежущих сталей в виде набора цифр, расположенных в строго определенном порядке и показывающих среднее содержание основных легирующих элементов: W– Мо – V– Co. Для сталей с повышенным содержанием углерода впереди ставится буква S. Например, сталь Р6М5К5 обозначается S-6-5-2-5. Большинство марок быстрорежущих сталей содержат в своем составе хром в количестве 3,5-5,0 %.
Основным легирующим элементом в большинстве быстрорежущих сталей является вольфрам. Теплостойкость стали тем выше, чем больше растворяется карбидов в аустените при нагреве под закалку.
Рассмотрим влияние легирующих элементов на свойства быстрорежущей стали, их определяющую роль при назначении режимов резания и обработке различных конструкционных материалов.
Стали с высоким содержанием карбидов вольфрама (12-18 %) и малым содержанием других легирующих элементов отличаются широким интервалом закалочных температур, малой чувствительностью к перегреву и хорошей обрабатываемостью. Однако вольфрам является дорогостоящим и дефицитным материалом, запасы которого постоянно и быстро уменьшаются во всем мире. Поэтому во всех странах в последнее время создаются быстрорежущие стали, в которых часть вольфрама заменяется другими легирующими элементами, в частности, молибденом.
Молибден и вольфрам образуют однотипные карбиды. Замену вольфрама молибденом проводят обычно в сочетании 2:1. Одной из наиболее распространенных в мировой практике сталей такого типа является сталь 6-5-2 (Р6М5). С уменьшением содержания вольфрама и увеличением содержания молибдена увеличивается ее прочность, вязкость и теплопроводность. Однако вольфрамомолибденовые стали обладают большей склонностью к обезуглероживанию, меньшей стабильностью режущих свойств и допускают более узкий интервал закалочных температур, т.е. требует более высокой технологии инструментального производства.
Для улучшения режущих свойств быстрорежущих сталей в их состав вводятся ванадий и кобальт. При содержании ванадия более 1 % он находится в стали в виде несвязанных карбидов, обладающих большей твердостью, чем карбиды вольфрама. Поэтому ванадиевые стали отличаются более высокой износостойкостью при сравнительно низких скоростях резания. Однако, с увеличением содержания ванадия, уменьшается теплопроводность стали. Поэтому при высоких скоростях резания они практически не имеют преимуществ перед вольфрамовым и молибденовым сталями. Кроме того, низкая теплопроводность может быть причиной образования дефектного слоя в процессе заточки контактных поверхностей инструмента, что также приводит к снижению его стойкости. Содержание ванадия в сталях может доходить до 5 %. Ванадиевые стали наиболее эффективны для инструментов, предназначенных для чистовой обработки, а также для инструментов, работающих с низкими скоростями резания (развертки, протяжки, шеверы и д.р.).
Быстрорежущие стали с содержанием кобальта более 5 % называются кобальтовыми. Кобальт не образует карбидов, однако способствует большему растворению карбидов вольфрама и молибдена, а также образует с этими металлами очень твердые интерметаллические соединения. Теплостойкость кобальтовых сталей доходит до 650°С, теплопроводность на 25-30 %выше, чем у ванадиевых сталей. Однако этим сталям присуща повышенная хрупкость и склонность к обезуглероживанию при нагреве. Кроме того, кобальт, как и вольфрам, является дефицитным материалом. Поэтому содержание кобальта в быстрорежущих сталей редко превышает 10 %.
Увеличение содержания углерода на 0,1-0,2 % позволяет увеличить теплостойкость сталей на 15-20°С и твердость на 2-2,5 HRC. Однако при этом увеличивается склонность к обезуглероживанию при нагреве.
Следует отметить, что во всех случаях химический состав быстрорежущих сталей должен быть хорошо сбалансирован. Повышение концентрации кобальта, ванадия, углерода и других элементов затрудняет их металлургический передел, операции обработки давлением и приводит к увеличению карбидной неоднородности.
Инструмент из быстрорежущих сталей имеет широкое распространение до настоящего времени, тем более что за историю своего развития они получили значительное улучшение эксплуатационных и режущих свойств.
Коренное улучшение структуры быстрорежущих сталей, практически однородное распределение карбидов при малых размерах зерен (до 1-2 мкм), стали возможными при освоении производства порошковых сталей. Оно включает в себя следующие этапы: получение мелкозернистого порошка путем распыления расплава быстрорежущей стали; получение цельного слитка из порошка путем горячего или холодного прессования в специальных тонкостенных контейнерах; пластическая деформация слитка для получения требуемого профиля заготовки.
Порошковые стали, по сравнению с обычными того же состава, характеризуется повышенной вязкостью, прочностью, плотностью, более низкими температурами, меньшими размерными деформациями и лучшей шлифуемостью. В этих сталях содержание ванадия может быть доведено до 7-8,5 % и углерода до 2-2,8 % без увеличения карбидной неоднородности. Однако эти стали обладают худшей обрабатываемостью резанием и имеют в 1,5-2 раза большую стоимость.
Из порошковых быстрорежущих сталей изготавливают инструменты сложного профиля, больших размеров, с минимальными деформациями после термической обработки (фасонные резцы, протяжки, червячные фрезы и т.п.).
Как правило, инструмент из быстрорежущей стали приобретает свои режущие свойства в результате термической обработки и последующих операций шлифования и заточки. Тем не менее, существуют методы дальнейшего улучшения режущих свойств таких инструментов путем химико-термической обработки. Такие методы (например, азотирование – насыщение поверхностного слоя азотом; цианирование – насыщение одновременно азотом и углеродом) позволяют увеличить твердость поверхностных слоев при достаточно вязкой сердцевине, повысить износостойкость и снизить коэффициент трения. Химико-термическая обработка проводится в твердых, жидких или газообразных средах при температурах, не вызывающих фазовых превращений в закаленных быстрорежущих сталях.
Увеличение работоспособности инструментов из быстрорежущих сталей достигается в ряде случаев нанесением на контактные поверхности износостойких покрытий карбидов и нитридов тугоплавких металлов пластическим деформированием, хромированием поверхностей, обработкой холодом и другими методами.
4.2.3 Твердые сплавы
Технология производства первых вольфрамо-кобальтовых твердых сплавов состояла в расплавлении компонентов и отливке пластинок, припаиваемых к корпусу инструмента. Исследования резцов с припаянными пластинками литого вольфрамо-кобальтового твердого сплава показали, что их режущие свойства не намного выше, чем из инструментов из быстрорежущих сталей. Рентабельность практического использования твердых сплавов ставилась под сомнение. Дело коренным образом изменилось, когда исследователи отказались от технологии расплавления и перешли к применению методов порошковой металлургии. Твердосплавные пластинки, изготовленные по этой технологии, имели высокие физико-механические свойства и оказались весьма эффективным инструментальным материалом. В США, Германии и СССР приблизительно в одно и то же время (во второй половине 20-х годов) твердые сплавы, изготовленные по технологии порошковой металлургии, были выпущены как товарная продукция. Эти сплавы, полученные из карбидов вольфрама и металлического кобальта (группа ВК), в США назывались, как и производящая их фирма, «карболой», в Германии на заводах Крупа – «видиа», т.е «как алмаз», в СССР они получили название «победит». Все эти твердые сплавы оказались превосходным материалом для обработки чугунов, но совершенно непригодны для обработки сталей.
В настоящие время твердые сплавы представляют наиболее широкий класс инструментальных материалов. Они обладают высокой твердостью и износостойкостью, сохраняющимися при высоких температурах, значительным пределом прочности при сжатии, хорошей теплопроводностью. Замена быстрорежущего инструмента твердосплавным позволяет повысить уровень скоростей резания в 2-3 раза или увеличить стойкость его в 3-5 раз. На передовых промышленных предприятиях доля токарного твердосплавного инструмента достигает 80 %, фрезерного 60 %.
Твердые сплавы представляют собой продукты порошковой металлургии, состоящие из зерен карбидов тугоплавких металлов (WС, TiC, TaC), скрепленных вязкой металлической связкой. В качестве связки чаще всего используется кобальт, отличающейся хорошей способностью смачивать карбиды вольфрама. В твердых сплавах, не содержащих WC, в качестве связки используется никель с добавками молибдена. Карбиды WC, TiC, TaCобладают высокой твердостью и тугоплавкостью. Чем больше в твердом сплаве карбидов, тем выше его твердость и теплостойкость, но ниже механическая прочность. При увеличении содержания кобальта увеличивается прочность, но твердость и теплостойкость снижаются.
Все твердые сплавы можно разделить на 4 группы:
· вольфрамовые, спекаемые из карбидов вольфрама и кобальта (ВК)
· титано-вольфрамовые, состоящие из карбидов титана, карбидов вольфрама и кобальта (ТК)
· титано-тантало-вольфрамовые, спекаемые из карбидов титана, карбидов тантала, карбидов вольфрама и кобальта (ТТК)
· безвольфрамовые, не содержащие карбидов вольфрама КНТ016; ТН020 (в западной технической литературе последнюю группу называют титановыми сплавами).
Технологии изготовления всех видов инструментальных твердых сплавов примерно одинаковы. Прежде всего, необходимо получить исключительно чистое сырье – карбиды и металлы в виде тонкодисперсных порошков. Затем производятся размол и смешивание порошков в необходимой концентрации. После добавления пластификатора из приготовленной смеси прессуются заготовки. Окончательной операцией является спекание, заключающееся в нагреве заготовок до 1350-1550°С, выдержке при этой температуре и последующем охлаждении. При спекании плавится металлическая фаза, обволакивая и частично растворяя зерна карбидов. После остывания получается монолитное изделие с минимальной пористостью и относительно равномерными свойствами по объему. В случае необходимости поверхности режущих пластин или заготовок инструментов подвергаются шлифованию и доводке.
Вольфрамовые твердые сплавы состоят из твердого раствора кобальта в карбиде вольфрама и избыточных кристаллов карбидов вольфрама. В России сплавы этой группы обозначаются буквами ВК, где В означает вольфрам, К – кобальт. Цифра, стоящая за буквой К, означает процентное содержание кобальта, остальное – карбиды вольфрама. Например, ВК6 означает 6 % Со, 94 %WC. Буквы, стоящие за цифрой, означают: М – мелкозернистый сплав, ОМ – особо мелкозернистый, К – крупнозернистый.
Сплавы группы ВК могут содержать от 98 до 80 % WC при соответствующем увеличении содержания кобальта, что приводит к уменьшению твердости, но увеличивает прочность и ударную вязкость. Критическая температура, допускаемая сплавами ВК, составляет 800-850°С.
Эти сплавы используются в условиях обработки, характеризующихся сравнительно низкими температурами и меняющейся во времени нагрузкой. Это обработка чугуна, бронзы, а также резание высокопрочных нержавеющих никелевых и титановых сталей и сплавов.
Увеличение размеров зерен карбидов по сравнению с обычными (3-5 мкм) приводит к увеличению относительной толщины прослойки кобальтовой фазы, а следовательно, к увеличению прочности сплава. При уменьшении размеров зерен увеличивается твердость и износостойкость. Кроме того, у инструментов из мелкозернистых сплавов удается получить более острую режущую кромку.
Титано-вольфрамовые твердые сплавы при содержании TiC менее 15 % имеют структуру, состоящую из твердого раствора WC в TiC, твердого раствора Co в WC и TiС, а также избыточных карбидов WC. Если в сплаве более 15 % TiC, то весь вольфрам растворяется в TiC и структура состоит из твердого раствора WC в TiC и твердого раствора Со в WC и TiC.
В России сплавы этой группы обозначаются буквами ТК, где Т со следующей за ней цифрой означают процентное содержание TiC, К – процентное содержание Со, остальное WC.
Твердость и теплостойкость твердых сплавов группы ТК выше, чем у сплавов ВК. Критическая температура достигает 850-900°С. Содержание TiC меняется в разных сплавах от 5 до 30 %, при этом содержание кобальта соответственно меняется от 4 до 12 %. С увеличением содержания кобальта увеличивается прочность, но уменьшается твердость.
Твердые сплавы группы ТК используются при чистовой и черновой обработке сталей в условиях образования сливной стружки. При неравномерной нагрузке, больших припусках и повышенных требованиях к надежности инструмента используются сплавы с большим содержанием кобальта.
Титано-тантало-вольфрамовые твердые сплавы являются универсальными и могут использоваться при обработке сталей и чугунов, особенно в условиях прерывистого резания. Критическая температура для сплавов этой группы равна 750°С. Основными их преимуществами являются более высокая прочность по сравнению по сплавами ТК и меньшая стоимость по сравнению со сплавами ВК.
Принятое в России обозначение группы ТТК означает: ТТ со следующей за ними цифрой – процентное содержание TiC и TaC, К – процентное содержание Со, остальное WC.
Безвольфрамовые твердые сплавы (керметы) имеют в своем составе в качестве износостойкой фазы карбиды и карбонитриды титана, а в качестве связки применяют никель с добавками молибдена и ниобия. Кроме того, сплавы содержат в небольшом количестве карбиды других элементов. Керметы изготавливаются только в виде пластин. Безвольфрамовые сплавы обладают примерно одинаковой твердостью с титано-вольфрамовыми, но превосходят их по окалино-стойкости. Образующаяся на их поверхности при резании пленка окислов прочно сцеплена с основой и играет роль твердой смазки. Кроме того, безвольфрамовые сплавы мало склонны к адгезионному взаимодействию, что особенно важно при обработке никелевых и других вязких материалов.
К недостаткам безвольфрамовых сплавов следует отнести более низкие по сравнению с титано-вольфрамовыми сплавами значения модуля упругости, теплопроводности, а также более высокий коэффициент термического расширения, что предопределяет их более высокую чувствительность к ударным и тепловым нагрузкам.
Для твердых сплавов, как наиболее распространенных для металлообработки, Международной организацией стандартов ISO разработана система классификаций по группам применяемости, которые в свою очередь делятся на подгруппы применения в зависимости от условий обработки (табл. 4.2).
Таблица 4.2 Классификация материалов по ISO
| ISO | Обрабатываемый материал | Типичный представитель | Твердость |
| Р | Сталь | Низколегированная | HB 180 |
Окончание таблицы 4.2
| сталь | |||
| М | Нержавеющая сталь | Аустенитная нержавеющая сталь | HB 180 |
| К | Чугун | Серый чугун Чугун с шаровидным графитом | HB 220 HB 250 |
| N | Алюминиевые, медные сплавы, неметаллы, пластмассы | Литье, не подвергнутое старению | HB 75 |
| S | Жаропрочные сплавы | Никелевые сплавы | HB 350 |
| Н | Сверхтвердая сталь | Закаленная и отпущенная | HRC 60 |
После буквы, обозначающей обрабатываемый материал, ставится индекс 01, 10, 20, 25, 30, 40, 50. Увеличение индекса соответствует увеличению прочности и уменьшению износостойкости твердого сплава. Кроме букв, группы маркируются цветом: Р – синий, М – желтый, К – красный, N – зеленый, S – оранжевый, Н – серый.
Все ведущие фирмы-изготовители наряду с товарной маркой своего сплава указывают его соответствие той или иной группе и подгруппе применяемости по ISO.
В приложении В приведена таблица соответствия некоторых типичных марок металлов по ISOи ГОСТ.
Основными путями улучшения качества твердых сплавов являются совершение технологии их изготовления и совершенствование состава. Так, легирование сплавов ВК карбидами хрома и ванадия позволяет резко ограничить рост зерен при спекании, а следовательно, увеличить прочность кобальтовой связки. Замена карбидов тантала карбидами гафния и ниобия, имеющими более высокую износостойкость при равной прочности, позволяет увеличивать работоспособность твердых сплавов и снизить их стоимость. Легирование рутением позволяет расширить диапазон применяемости сплавов группы Р30 от Р25 до Р40, особенно в условиях прерывистого резания.
В России наибольшее распространение получили безвольфрамовые сплавы КНТ016 и ТН020, применяемые вместо сплавов Т15К6, Т14К8 и ВК8 при обработке конструкционных, нержавеющих и инструментальных сталей. Увеличение объема производства и потребления безвольфрамовых твердых сплавов связано с дефицитом вольфрама и кобальта. Поэтому в США, Германии, Японии, России и других промышленно-развитых странах постоянно проводятся исследования в целях разработки новых безвольфрамовых твердых сплавов и замены ими традиционных инструментальных материалов. Так, в США фирма «Adamas Carbide Co» выпускает безвольфрамовые сплавы Titan 50,60,80,100 на основе карбидов титана и молибдена. В порядке увеличения номера увеличивается прочность сплавов Titan. Сплавы Titan100 имеет прочность 1000 МПа и по своим режущим свойствам конкурирует с режущей керамикой.
Дата добавления: 2014-12-26; просмотров: 3650;