Температура подачи зависит от обрабатываемых материалов. Если ткань содержит различные волокна, температуру устанавливают по волокну, наиболее чувствительному к теплу.
Устройство однопозиционных (классических) прессов:
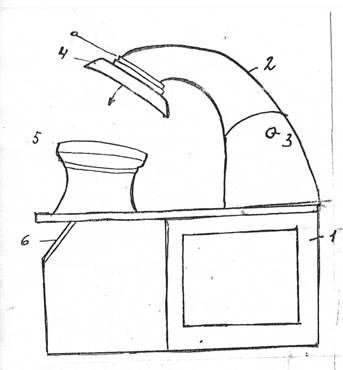
1 – корпус машины;
2 – качающийся рукав, поворачивающийся вокруг шарнира 3;
4,5 – подушки;
6 – контрольные приборы.
Верхняя подушка с паровым обогревом имеет камеры – одну для нагрева, вторую для пропаривания. Нижняя подушка имеет две камеры – верхнюю для отсоса и нижнюю – подогрева.
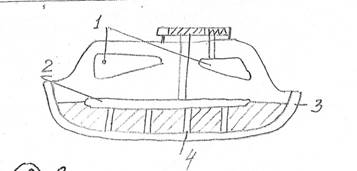
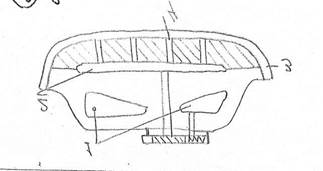
Пар в камеры подушек подается по паропроводу из котельной от группового или индивидуального парогенератора.
Верхняя подушка должна быть твердой и шероховатой, что позволяет выравнивать лицевую поверхность изделия, так как все неровности в толщине материала вдавливаются на мягкой прокладке нижней подушки на изнаночную сторону изделия.
Шероховатость поверхности позволяет избежать появления лас, а отсутствие покрытия на верхней подушке обеспечивает возможность использования максимально сухого тепла при глажении, которому отдается предпочтение по сравнению с ранее применявшимся чрезмерным пропариванием одежды (деталь подвергают ВТО с лицевой стороны).
В качестве обшивки применяют металлическую или синтетическую сетку соответствующей толщины и густоты. Только при обработке материалов, склонных к образованию лас, можно предусмотреть один тонкий слой покрытия.
Покрытие нижней подушки должно быть прочным, эластичным и воздушным с тем, чтобы при окончательной ВТО можно было устранить все различия в толщине одежды, например пенополиуретан, толщиной – до 10 мм, уложенный в 2–3 слоя. Можно использовать на нижней подушке воздушную подушку из специальной пластмассы или мембранное покрытие
. 
В прессах с электрическим обогревом гладильная поверхность нагревается ТЭНами, обеспечивающими равномерное распределение температуры. На прессах обеспечивается высокая температура и давление для наилучшего эффекта глажения при применении «сухой» технологии и уменьшения опасности появления лас. Можно применять разбрызгивающий пистолет, подсоединенный к водопроводу.
Разновидность – фальцовочные (загибочные прессы).
Обработка изделий на паровых прессах несовершенна, длительна. В нижнюю подушку подавать пар нельзя, так как ухудшается качество ВТО. Пропаривание изделий верхней подушкой должно быть не более 2–3 с, а затем желательно использовать сухое давление, в связи с этим на полуавтома -
тических прессах предпочтение отдается ручной обработке паром, что позволяет регулировать продолжительность пропаривания, давление при этом должно быть максимальным.
Дата добавления: 2014-12-01; просмотров: 925;