ТКАЦКОЕ ПРОИЗВОДСТВО
Тканьюназывают текстильное полотно, образованное переплетением двух взаимно перпендикулярных систем нитей на ткацком станке. Процесс образования ткани называют ткачеством.
Систему нитей, расположенную вдоль ткани, называют основой, систему нитей, расположенную поперек ткани,— утком.
Выработку ткани проводят в три этапа:
подготовка основы и утка;
изготовление ткани на ткацком станке;
разбраковка изготовленной ткани.
На первом этапе нити основы и нити утка подготавливают к процессу ткачества. Подготовка заключается в перемотке поступивших с прядильного производства нитей в паковки, удобные для заправки в ткацкий станок.
Подготовка основы состоит из следующих операций: перематывание, снование, шлихтование и пробирание отдельных нитей в детали ткацкого станка.
Перематывание нитей основы с прядильных початков или мот ков на бобины цилиндрической или конической формы проводят на мотальных машинах. При этом получают паковки нитей большой длины, очищают нити от посторонних примесей и ликвидируют слабые места нитей. Так как перематывание проводят с определенным натяжением нитей, в слабых местах они обрываются. Оборванные концы нитей связывают специальным ткацким узлом. На современных мотальных машинах, в которых скорость перематывания достигает 1200 м/мин, связывание оборванных концов выполняется автоматически. После перематывания нити основы, намотанные на большие бобины, поступают на снование.
Снование заключается в том, что нити основы с большого числа бобин (до 600 и более) наматывают параллельно друг другу с одинаковым натяжением на одну большую катушку с фланцами. Эта катушка называется сновальным валом. Все нити основы, намотанные на сновальный вал, должны иметь одинаковую длину. Операцию снования проводят на специальной сновальной машине. Скорость снования 800 м/мин. Нити основы со сновального вала подаются на шлихтование.
Шлихтованием называют проклеивание нитей основы специальным клеющим веществом — шлихтой. Шлихтование придает нитям гладкость, прочность. Это крайне важно для того, чтобы предотвратить обрывы нитей основы в процессе ткачества от истирания о детали ткацкого станка.
Шлихта варится и затем подается в шлихтовальную машину. Рецептура шлихты включает в себя клеящие, смягчающие, антисептические вещества, а также смачиватели — вещества, придающие нитям гигроскопичность. Рецептура шлихты может меняться в зависимости от вида ткани.
Нити основы, проходя под натяжением через шлихтовальную машину, обрабатываются шлихтой, отжимаются, высушиваются, разделяются и, располагаясь параллельно и на равном расстоянии друг от друга, наматываются на вал, который называют ткацким навоем. Скорость движения основы в шлихтовальной машине от 12 до 75 м/мин. Ткацкие станки для выработки тканей разного назначения и волокнистого состава имеют разную ширину. Поэтому на шлихтовальную машину устанавливают ткацкий навой соответствующей ширины.
Прежде чем ткацкий навой установить на ткацкий станок, не обходимо выполнить проборку и привязку основы. Проборкой, или пробиранием, основы называют операцию, при которой каждую нить навоя необходимо продеть в определенном порядке через де тали ткацкого станка: ламели, глазки галев и зубья берда.
Ламель — тонкая металлическая пластина с круглым отверстием, в которое продевается нить основы. Ламели служат для автоматического останова ткацкого станка при обрыве нити основы. Число ламелей равно числу нитей основы в навое и, соответственно, числу нитей в основе ткани.
Ремизная рамка, или ремизка, располагается по всей ширине ткацкого станка. Она состоит из двух горизонтальных планок, размещенных одна под другой. Между планками вертикально закреп лены галева с глазком посередине каждой из них. Через глазки галев продевают нити основы — по одной через каждый глазок. Ремизные рамки обеспечивают образование зева для прокладывания уточной нити. Число ремизных рам зависит от вида переплетения ткани и колеблется от 2 до 32. Число галев соответствует числу нитей основы в навое, но порядок проборки нитей в глазки галев зависит от переплетения ткани.
Бердо также идет во всю ширину ткацкого станка и состоит из плоских металлических пластин, закрепленных вертикально на двух планках. Металлические пластины называют зубьями берда. Бердо служит для прибивания вновь проложенной уточной нити к предыдущей, а также для обеспечения равномерного параллельного рас положения нитей основы во время ткачества. Каждая нить основы последовательно пробирается между зубьями берда.
Работу по пробиранию нитей основы в отверстия ламелей, глазки галев и между зубьями берда проводят на специальном пробор ном станке. Проборку выполняют вручную два работника. Пода вальщик подает последовательно, одну за другой нити основы, а проборщик специальным крючком протягивает через детали ткацкого станка все нити от первой до последней. При такой организации пробирают 1000—2000 нитей в час.
Пробирание проводят при перезаправке ткацкого станка для выработки ткани нового вида или при замене изношенных деталей ткацкого станка. Если же на ткацком станке будет вырабатываться та же самая ткань, то пробирание не проводят, а привязывают (присучивают) к концам старой основы концы новой основы с навоя. При привязке концов основы пользуются узловязальными маши нами со скоростью вязания более 5000 узлов в час. Для пуска ткацкого станка связанные узлы осторожно протаскивают через отвер стия ламелей, глазки галев, зубья берда.
Существуют и используются автоматические станки для проборки нитей основы.
Подготовка утка к ткачеству — более простой процесс, заключающийся в перемотке нитей на специальные деревянные челночные шпули и увлажнении нитей.
Перематывание на челночные шпули необходимо, если ткачество будет осуществляться на челночных ткацких станках. Эту операцию выполняют на уточно-мотальных автоматах со скоростью 300 м/мин.
Увлажнение нитей проводят для того, чтобы во время прокладывания уточной нити с челночной шпули не сматывалось одно временно несколько витков нити, что привело бы к образованию дефектов на ткани. Увлажнение нитей разного волокнистого состава проводят по-разному. Хлопчатобумажную и льняную пряжу выдерживают в помещениях с повышенной влажностью, шерстяную пряжу запаривают, а шелковые и химические нити эмульсируют.
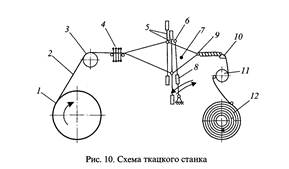
На втором этапе осуществляют изготовление ткани на ткацком станке. С ткацкого навоя 1 (рис. 10) нити основы 2 огибают скало З, проходят ламели 4, глазки галев 5 и зубья берда б. При попеременном подъеме и опускании ремизных рам с галевами 5 нити основы образуют зев, в который прокладывается уточная нить 7.
Бердо 6 благодаря качательному движению батанного механизма 8 при движении вправо прибивает уточную нить к опушке ткани 9 и отходит в левое положение. Полученная ткань, огибая грудницу10 и вальян 11, перемещается товарным регулятором и наматывается на товарный валик 12. Таким образом основа, сматываясь с ткацкого навоя, все время находится в натянутом состоянии.
Плотность ткани по утку изменяется товарным регулятором: с увеличением скорости наматывания ткани на товарный валик уменьшается плотность ткани.
При выработке ткани простейшего полотняного переплетения, в котором основные и уточные нити чередуются через одну (ситцы, бязи), необходимо иметь две ремизки. В одну продеваются все четные нити, а в другую — все нечетные. При работе ткацкого станка одна ремизка поднимается, а другая опускается. При этом все нити основы раздвигаются, образуя ткацкий зев. В этом пространстве под ударами погонялки пролетает челнок с уточной шпулей. Во время пролета челнока со шпули слетает уточная нить, которая остается лежать в зеве между нитями основы. Ба тан совершает качательное движение и с помощью берда прибивает проложенную уточную нить к опушке ткани. После этого ремизки меняют свое положение: верхняя опускается вниз, а нижняя поднимается вверх. При этом образуется новый ткацкий зев, через который челнок пролетает в обратном направлении. Так прокладывается новая уточная нить, которая прибивается бердом. Основа медленно разматывается с навоя, полученная ткань наматывается на товарный валик. Все многочисленные и много образные движения рабочих органов ткацкого станка синхронизированы.
В зависимости от степени сложности ткацкого переплетения используют различные конструкции ремизоподъемного механизма: эксцентриковый механизм, ремизоподъемная каретка и ремизо-подъемный механизм жаккардовой машины. На эксцентриковых станках вырабатывают ткани только полотняного переплетения. Ткани с мелкими рисунками вырабатывают на станках с ремизо-подъемными каретками (до 32 ремизок), ткани крупноузорчатых переплетений — на жаккардовых машинах.
По способу прокладывания уточной нити ткацкие станки делятся на челночные и бесчелночные. На челночных станках уточная нить прокладывается челноком. Он представляет собой деревянную коробку с заостренными концами, на которых имеются металлические наконечники. В полость челнока вставляется шпуля с пряжей, конец которой выводится через отверстие, расположенное в боковой стенке челнока. для прокладывания уточной нити специальный боевой механизм сильным ударом по металлическому мыску челнока заставляет его пролететь из челночной коробки, рас положенной с одной стороны станка, в челночную коробку, находящуюся на противоположной стороне, оставляя в зеве уточную пить. На станке за одну минуту прокладывается 220 уточин, а чел нок пролетает через зев за 0,3 с.
При выработке ткани очень широко используют челночные станки с автоматической сменой шпули. Кроме них все большее применение находят бесчелночные ткацкие станки, в которых уточную нить прокладывают не челноком, а с помощью других рабочих органов. Существуют бесчелночные станки с малогабаритными прокладчиками утка, рапирные, сопловые, пневморапирные.
Наиболее распространенными из них являются станки СТБ с малогабаритными прокладчиками утка. На таких станках уточная нить с больших конических бобин прокладывается прокладчиками нити. Каждый прокладчик представляет собой маленькую пластину с зажимом для нити. Прокладчик захватывает конец обрезанной уточной нити и перемещается в зону боевого механизма. Под действием этого механизма прокладчик перемещается в ткацком зеве слева направо. После прокладывания уточная нить обрезается, а ее конец захватывается следующим прокладчиком. После прокладывания уточной нити прокладчик сбрасывается на специальный транспортер и переносится на левую сторону станка. На одном станке бывает от 11 до 17 прокладчиков. Концы срезанных уточных нитей длиной 1,5 см загибаются и зарабатываются в ткань в следующем зеве, образуя прочную кромку с двойной плотностью. Машины СТБ позволяют вырабатывать ткани большой ширины, что затруднительно в челночных станках.
достоинства бесчелночного ткачества заключаются в резком повышении производительности труда, снижении обрывности нитей, а также в уменьшении уровня шума в ткацком производстве.
Выработку ворсовых тканей производят на ворсовых станках — уточноворсовых и двухполотных саморезных ворсовых. Ткани махровых структур производят на кареточных и жаккардовых станках с двумя навоями (для грунта и для петель). Изготавливают трико ткани, в которых узкие полоски ткани чередуются с трикотажным полотном, образованным из уточных нитей. Полосы ткани и трикотажа располагаются поперек полотна.
Разбраковка изготовленных тканей проводится на заключительном этапе их производства. При этом измеряют длину суровых (не отделанных) тканей на мерильных машинах, проводят чистку и стрижку тканей, осуществляют контроль качества на браковочных машинах, выявляя пороки ткачества. В завершение проводят укладку тканей на складильных машинах.
Все заключительные операции проводятся на поточных линиях, где суровая ткань, сшитая из отдельных кусков, движется непрерывным потоком.
Отделка тканей
Ткани, снятые с ткацкого станка, называют суровыми тканями или суровьем. Они содержат различные примеси и загрязнения, имеют некрасивый внешний вид и непригодны для изготовления швейных изделий.
Суровые ткани требуют отделки. Под отделкой понимают технологический процесс, который позволяет облагородить ткани, улучшить их качество, придать им товарный вид и особые свойства (несминаемость, водостойкость и др.), подготовить ткани к раскрою в швейном производстве.
Процесс отделки тканей проходит в четыре этапа и включает в себя очистку и подготовку ткани, крашение, печатание, заключительную отделку. В свою очередь каждый этап состоит из ряда физико-механических и химических операций. Волокнистый состав тканей обусловливает содержание этих операций и последовательность их выполнения.
При проведении каждой операции строго следят за концентрацией применяемых химических веществ и за температурным режимом обработки. Это важно для сохранения качества волокон ткани. Состав химических реагентов и режимы обработки также зависят от волокнистого состава тканей.
Дата добавления: 2019-02-07; просмотров: 5096;