Пластмассовые трубы
7.16. Заготовку труб для открытой прокладки следует выполнять с применением поливинилхлоридных соединительных уголков, приведенных на рис. 11а с размерами по табл. 11, соединительных муфт - на рис. 12 с размерами по табл. 12, изготовляемых по ТУ 36-1728-81 и поставляемых централизованно дли организации концерна «Электромонтаж».
При отсутствии централизованной поставки соединительные уголки и муфты должны изготавливаться в МЭЗ из мерных отрезков труб, при этом уголки следует изготовлять с раструбами по рис. 11б.
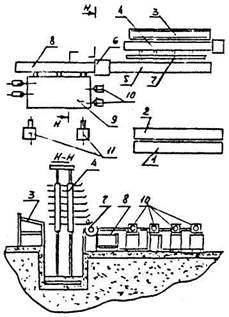
Рис.9. Технологическая линия по обработке стальных труб с предварительной окраской.
1 - окрасочная камера, 2 - сушильная камера, 3 - стеллаж-накопитель, 4 - подъемник,
5 - транспортер, 6 - аппарат плазменной резки труб, 7 - сбрасыватель труб, 8 - транспортер,
9 - механизм центровки труб, 10 - механизм нарезки резьбы, 11 - трубогиб
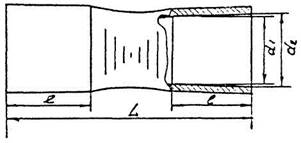
Рис.10. Муфта раструбная из трубы по ГОСТ 10704-76*
Таблица 10
| Наружный диаметр трубы, мм | Размер муфты, мм | Масса муфты, кг | |||
| d1 | d2 | l | Длина заготовки, L | ||
| 20,3 | 20,8 | 0,036 | |||
| 26,3 | 26,8 | 0,045 | |||
| 32,4 | 32,9 | 0,070 | |||
| 47,4 | 47,9 | 0,088 | |||
| 59,5 | 59,9 | 0,131 | |||
| 63,5 | 64,0 | 0,154 |
7.17. Резку труб в стационарных условиях необходимо производить на устройствах и станках со стальными дисковыми пилами А, профиль 1 по ГОСТ 980-80, толщиной 1,5-4,0 мм, с шагом зубьев 3-4 мм и разводом зубьев 0,5-0,6 мм или абразивными армированными кругами по ТУ 2-036-761-78 с шероховатыми боковыми поверхностями.
7.18. Рекомендуются следующие режимы резания труб:
скорость вращения 2000-3000 об/мин;
скорость резания стальными дисками 33-41 м/с;
то же, абразивными армированными кругами 50-65 м/с;
подача 0,05-0,07 м/с.
7.19. В монтажной зоне целесообразно применять ручные ножовки по металлу или столярные ручные пилы.
7.20. Снятие фасок на концах труб в стационарных условиях следует производить конусными фрезами или райберами с применением механизированного устройства, в монтажной зоне - ручным приспособлением или драчевым напильником.
7.21. Нагрев мерных отрезков труб для формования раструбов при изготовлении соединительных муфт и изгибания соединительных уголков следует производить в ваннах с глицерином или гликолем, нагревателях с инфракрасным излучением или термошкафах.
7.22. Температура теплоносителя для нагрева отрезков труб из различных материалов приведена в табл. 13.
Таблица 13
| Материал труб | Температура теплоносителя, °С | |
| нагревательная ванна | термошкаф | |
| ПВД | 105±5 | 135±10 |
| ПНД | 125±5 | 150±10 |
| ПВХ | 125±5 | 160±10 |
| ПП | 170±5 | 185±10 |
| 
|
| а) | б) |
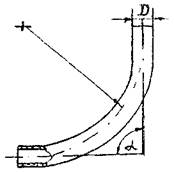
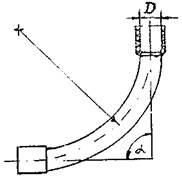
Рис. 11. Соединительный уголок
а) уголок без раструбов, б) уголок с раструбами
Таблица 11
| Угол изгиба a, град | Размеры, мм | Масса, кг | |
| D | R | ||
| 0,064 | |||
| 0,081 | |||
| 0,121 | |||
| 0,219 | |||
| 0,266 | |||
| 0,594 | |||
| 0,818 | |||
| 1,166 | |||
| 0,064 | |||
| 0,081 | |||
| 0,121 | |||
| 0,160 | |||
| 0,194 | |||
| 0,357 | |||
| 0,491 | |||
| 0,700 |
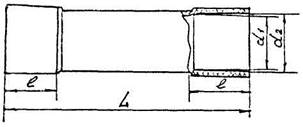
Рис. 12 Соединительная муфта
Таблица 12
| Наружный диаметр труб, мм | Размеры, мм | Масса, кг | |||
| L | l | d1 | d2 | ||
| 26,5 | 19,5 | 0,023 | |||
| 29,5 | 24,5 | 0,024 | |||
| 37,5 | 31,5 | 32,8 | 0,042 | ||
| 46,5 | 39,5 | 41,2 | 0,056 | ||
| 49,5 | 51,3 | 0,068 | |||
| 62,5 | 0,091 | ||||
| 74,5 | 0,145 | ||||
| 89,5 | 0,26 |
7.23 Время нагрева труб из различных материалов при использовании различных теплоносителей приведено в табл. 14.
Таблица 14
| Теплоноситель | Материал труб | Время нагрева, мин при толщине стенки труб, мм | ||||
| Глицерин | ПВД | |||||
| ПНД | ||||||
| ПВХ | ||||||
| ПП | ||||||
| Воздух | ПВД | |||||
| ПНД | ||||||
| ПВХ | ||||||
| ПП |
7.24. Соединительные муфты и уголки следует изготавливать в МЭЗ, как правило, на механизированных технологических линиях, состоящих из механизма мерной резки труб с накопителем, механизма образования раструбов с последующим изгибанием заготовки с заданным радиусом и углом изгиба. При этом заготовки из ПЭ труб необходимо перегибать на угол 6-10° от требуемой величины изгиба. Схема механизма для изготовления муфт приведена на рис. 13, угловых элементов - на рис. 14. Технические данные механизмов приведены в приложениях 19, 20.
7.25. Охлаждение отформованных угловых элементов и муфт с раструбами следует производить в фиксированном положении сжатым воздухом или водой до температуры 28-35°С. Эскизный чертеж муфты приведен на рис. 15, размеры муфт в табл. 15.
7.26. Формование раструбов при изготовлении муфт и угловых элементов следует производить с помощью набора оправок (рис. 16) с размерами по табл. 16. Оправка является рабочим инструментом механизмов для изготовления муфт и уголков в МЭЗ. Оправки аналогичной формы и размеров или универсальные, многоступенчатые изготавливают из легких сплавов, а также твердой пластмассы и используют для работы в монтажной зоне.
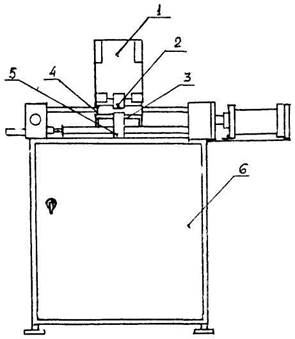
Рис.13. Механизм для изготовления муфт
1 - нагревательная печь с накопителем, 2 - отсекатель, 3 - зажимное устройство,
4 - раструбообразователи, 5 - устройство сброса деталей, 6 - пульт управления.
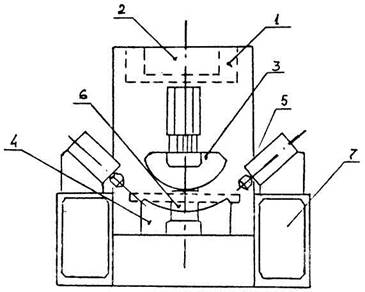
Рис.14. Механизм для изготовления угловых элементов
1 - нагревательная печь, 2 - накопитель, 3 - пуансон, 4 -матрица, 5 - раструбообразователь,
6 - сбрасыватель, 7 - пульт управление
Таблица 15
| Размеры, мм | |||
| Dн трубы | d1 | L | l |
| 20,6 | |||
| 25,7 | |||
| 32,8 | |||
| 40,9 | |||
| 51,1 | |||
| 64,3 | |||
| 76,5 | |||
| 92,8 |
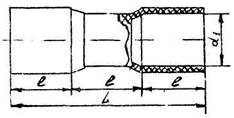
Рис.15 Соединительная муфта
Таблица 16
| Размеры, мм | ||||
| Dн трубы | d2 | d1 | l | l1 |
| 20,8 | ||||
| 26,0 | ||||
| 33,2 | ||||
| 41,4 | ||||
| 51,3 | ||||
| 65,1 | ||||
| 76,8 | ||||
| 93,6 |
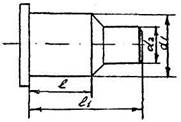
Рис. 16 Оправка для образования раструбов
7.27. Углы изгиба уголков, как правило, принимают 90° и 135°. При прокладке труб по трассе с углом поворота 120° и 150° соединительные уголки на участке изгиба подогревают горелкой и догибают или разгибают в монтажной зоне.
7.28. Радиус изгиба труб должен быть десятикратным по отношению к наружному диаметру труб для прокладки в бетонных фундаментах и грунте, шестикратный - для прокладки в подливке пола и открытой прокладки, но не менее допустимых радиусов изгиба проводов и кабелей, прокладываемых в данных трубах.
7.29. Для прокладки в фундаментах и межфундаментных пространствах более трех труб по одной трассе рекомендуется комплектовать и заготавливать трубные пакеты и блоки.
7.30. Сборка пакетов и блоков должна выполняться с соблюдением минимальных расстояний между трубами. Для ПЭ труб эти расстояния указаны в табл. 16, 17. Концы труб многослойных блоков для удобства соединения отдельных секций блока рекомендуется заготавливать ступенчато таким образом, чтобы концы каждого последующего слоя были на 100 мм короче концов предыдущего слоя.
7.31. Для сборки и крепления пакетов и блоков необходимо учитывать расход дополнительных материалов из расчета их расхода на один погонный метр прокладываемых труб в следующем объеме (среднее значение): для прокладки в фундаментах и межфундаментных пространствах - сталь угловая 50x50x5 - 1,2 кг, профиль монтажный - 0,5 кг, стальная проволока диаметром 2,0 мм - 0,2 кг, отходы деловой древесины - 0,09 м3; для прокладки в подливке пола на плитах перекрытия - профиль монтажный - 0,25 кг, скоба крепежная - 2 шт.
Пример исполнения пакетов и блоков приведен на рис. 17, 18, 19, 20.
7.32. Для изготовления в МЭЗ соединительных муфт и уголков в спецификации проекта должен быть предусмотрен дополнительный расход труб из расчета 0,2 м на 5 пог. м трубы.
7.33. Трубы из ПЭ и ПП с наружным диаметром до 50 мм не должны обрабатываться в МЭЗ, их следует поставлять в монтажную зону бухтами, за исключением случаев заготовки по замерам с предварительно затянутыми проводами.
7.34. Гофрированные НПВХ трубы экономически целесообразно предварительно заготавливать по замерам с затяжкой проводов к выполнением отпаек в коробках, например, для прокладки за подвесным потолком.
7.35. Трубные заготовки, изготовленные в МЭЗ или укомплектованные из нормализованных элементов, должны быть промаркированы в соответствии с проектом, связаны в пакеты или уложены в контейнеры, обрешетку. На контейнерах, пакетах и блоках должна быть закреплена маркировочная бирка с указанием наименования объекта, места укладки труб, номера проводки.
Таблица 16
| Наружный диаметр труб, мм | Минимальные расстояния между осями соседних труб в однослойном пакете при наружном диаметре, мм | ||||||
Таблица 17
| Наружный диаметр труб, мм | Минимальные расстояния между осями соседних труб в многослойном пакете при наружном диаметре, мм | ||||||
7.36. Транспортировать ПЭ и ПП трубы диаметром до 50 мм рекомендуется в бухтах, НПВХ трубы - в контейнерах или пачками при температуре воздуха не ниже минус 40 °С, (ПЭ трубы), минус 20 °С (трубы из НПХВ), минус 10 °С (трубы из ПП), соблюдая осторожность.
7.37. При транспортировке трубы следует укладывать на ровную поверхность транспортных средств. Длина консоли труб при транспортировке на автомобиле или прицепе не должна превышать 1,5 м.
7.38. На место монтажа трубные заготовки, механизмы и приспособления, необходимые для монтажа труб, следует доставлять по графику, приведенному в ППР.
7.39. В складских условиях трубы необходимо хранить под навесами на стеллажах, а фасонные части - в контейнерах. На строительной площадке трубы следует хранить под навесом, на пластмассовые трубы не должны падать прямые солнечные лучи. Трубы должны быть уложены горизонтально пачками или штабелями.
Высота штабеля не должна превышать: для труб типа Т, Си СЛ из ПВД - 2,3 м; из ПНД и ПП - 2,8 м, из НИПВХ - 2,6 м; для труб типа Л из ПВД - 1,5 м; из ПНД и ПП - 2 м, из НПВХ -1,7 м.
7.40. Расстояние от штабелей труб и фасонных деталей в контейнерах до нагревательных приборов должно быть не менее 1 м.
МОНТАЖНЫЕ РАБОТЫ
Прокладка труб
8.1. Прокладка труб должна выполняться таким образом, чтобы исключалось скопление влаги или конденсата, попадание в трубы пыли, масла, эмульсии и т.п., для чего следует уплотнять места соединения, выполнять необходимые уклоны труб к специально установленным протяжным коробкам для стока конденсата.
8.2. Прокладывать ПЭ трубы рекомендуется при температуре не ниже минус 30 °С, трубы из НПВХ - минус 15 °С, трубы из ПП - минус 5 °С, соблюдая осторожность, так как трубы из НПВХ и ПП при отрицательной температуре становятся хрупкими.
8.3. При малой толщине стен скрыто проложенные трубы при переходе с одной стены на другую следует соединять при помощи протяжных коробок, как указано на рис. 21.
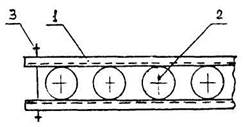
Рис. 17 Пакет с трубами одного диаметра
1 - С-образный монтажный профиль, 2 - трубы, 3 - крепежная шпилька
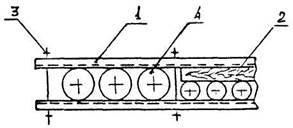
Рис. 18 Пакет с трубами разного диаметра
1 - С-образный монтажный профиль, 2 - прокладка из отходов деловой древесины,
3 - крепежная шпилька, 4 - трубы
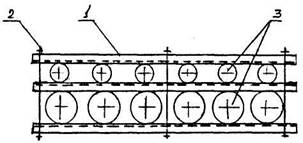
Рис. 19 Блок труб двухрядный
1 - С-образный монтажный профиль, 2 - крепежная шпилька, 3 - трубы
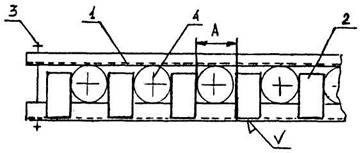
Рис. 20 Жесткая фиксация труб в блоке
1 - С-образный монтажный профиль, 2 - фиксаторы из листовой стали, 3 - крепежная шпилька, 4 - трубы.
Размер А - больше Dн труб на 3-5 мм.
8.4. Прокладывать стальные и пластмассовые трубы в полу необходимо так, чтобы над трубами был защитный слой бетона не менее 20 мм. В местах пересечения трубных трасс защитный слой бетона между трубами не требуется. При пересечении проложенных в полу полиэтиленовых труб с трассами движения внутрицехового транспорта защитный слой бетона над трубами должен быть не менее 100 мм. Если невозможно обеспечить необходимую глубину заложения ПЭ труб, следует предусмотреть их защиту от механических повреждений путем установки гильз из стальных труб большего диаметра, кожухов или иными средствами в соответствии с указаниями в рабочих чертежах проекта, как показано на рис. 22.
8.5. В фундаментах и межфундаментных пространствах стальные трубы, как правило, следует прокладывать по кратчайшим трассам (например, под углом, при выходе из кабельных сооружений и подводе к электрооборудованию), полиэтиленовые трубы - горизонтально, на предварительно уплотненный грунт или бетон, и вертикально. При отсутствии опасности повреждения полиэтиленовых труб при бетонировании допускается прокладка их по кратчайшим трассам.
8.6. Места пересечения трубами деформационных швов, а также выходы труб из фундамента в грунт во избежание среза или смятия труб должны быть защищены строительной организацией до бетонирования согласно строительному заданию при помощи ящиков, специальных компенсаторов или гильз из стильных труб большего диаметра. Соединять трубы необходимо за пределами мест пересечения, деформационных швов и выходов труб из фундаментов. Варианты исполнения защиты труб приведены на рис. 23, 24, 25, 26.
8.7. Для гарантированной сохранности ПЭ труб от повреждения при бетонировании и обратной засыпке грунта при прокладке на глубине более двух метров в строительном задании проекта должна быть предусмотрена предварительная защита труб сплошным слоем бетона вокруг труб толщиной 80-100 мм.
8.8. В производственных помещениях при отсутствии опасности механических повреждений труб (вентиляционные камеры, насосные и т.п.), а также в электропомещениях оконцевание ПЭ труб при выходе их из пола, фундамента следует выполнять соединительными уголками или прямыми элементами НПВХ труб в соответствии с рис. 27.
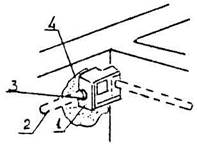
Рис. 21. Переход скрыто проложенной трубы с одной стены на другую через протяжную коробку
1 - протяжная коробка, 2 - труба, 3 - патрубок коробки, 4 - штукатурка
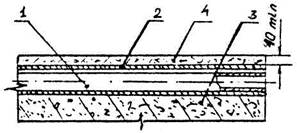
Рис. 22 Защита полиэтиленовой трубы гильзой из стальной трубы
1 - труба полиэтиленовая, 2 - гильза из стальной трубы, 3 - плита перекрытия, 4 - пол
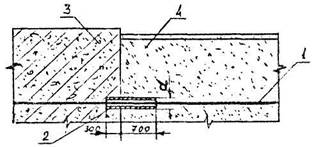
Рис. 23 Защита трубы при выходе из фундамента в грунт
1 - труба электропроводки, 2 - гильза из стальной трубы d = 100 мм для труб электропроводки с диаметром до Dy = 50 мм; d = 125 мм для труб электропроводки с диаметром до Dy = 80 мм; 3 - фундамент, 4 - уплотняющий грунт
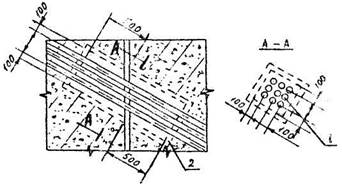
Рис. 24 Защита труб на переходах через температурно-осадочные швы фундаментов
1 - трубы электропроводок, 2 - ящик из деревянных антисептированных досок толщиной 50 мм
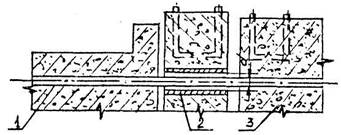
Рис. 25 Защита труб с помощью металлических гильз на переходе двух близко расположенных осадочных швов
1 - труба электропроводки, 2 - гильза из стальной трубы d = 100 мм для труб электропроводки до Dy = 60 мм; d = 125 мм для труб электропроводки до Dy = 80 мм,
3 - фундамент
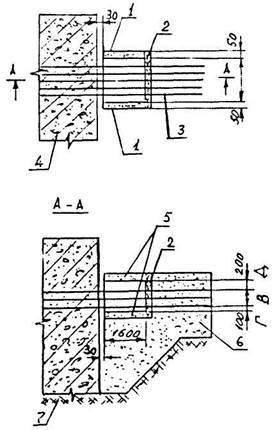
Рис. 26 Защита блока труб от среза и смятия при выходе из фундамента в грунт
1 - кирпичная кладка, 2 - антисептированные доски толщиной 50 мм, 3 - блок труб,
4 - фундамент под оборудование, 5 - сборные железобетонные плиты, 6 - насыпной уплотненный грунт, 7 - грунт основания, Б - ширина блока труб, В - высота блока труб, Г и Д - зазоры, определяемые величиной усадки грунта
8.9. В производственных помещениях ПЭ трубы, прокладываемые в фундаментах, грунте, подливке пола при подводе к оборудованию и опасности механических повреждений должны быть оконцованы коленами или прямыми элементами из стальных труб.
Стальные и ПЭ трубы для изготовления колен и прямых элементов рекомендуется выбирать по таблице прил. 21 и в соответствии с методикой выбора труб для прокладки проводов и кабелей, прил. 22.
Допускается выполнять оконцевание соединительными уголками и прямыми элементами ПВХ труб, при этом они должны быть защищены монтажными профилями, стальными коробами и т.п. на высоту до 1,5 м от пола.
8.10. При прокладке ПЭ труб в железобетонных фундаментах и выполнении сварочных работ трубы должны быть защищены от расплавления и загорания при случайном тепловом воздействии.
8.11. Одиночные трубы, пакеты и блоки, прокладываемые в фундаментах, должны быть до бетонирования надежно закреплены на опорных конструкциях или к арматуре каркаса фундамента.
8.12. Для предотвращения «всплывания» полиэтиленовых труб при бетонировании полов необходимо трубы закреплять к грунту, строительному основанию с помощью скоб, вязальной проволоки или цементным раствором с шагом крепления 1,5-2 м, как это показано на рис. 28.
8.13. Металлические конструкции обрамлений проемов, каналов должны быть установлены до начала прокладки труб.
Вводимые в кабельные каналы, тоннели, приямки ПЭ трубы должны быть срезаны перпендикулярно осям труб заподлицо со строительным основанием.
Вариант ввода ПЭ трубы в кабельный канал приведен на рис. 29.
Концы стальных и пластмассовых труб, выходящие из пола, должны быть закрыты заглушками.
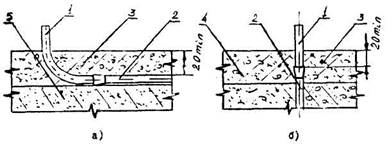
Рис. 27 Выход труб а) из пола, б) из фундамента
1 - угловой элемент (прямой элемент), 2 - труба ПЭ, 3 -подливка пола, 4 - фундамент,
5 - грунт
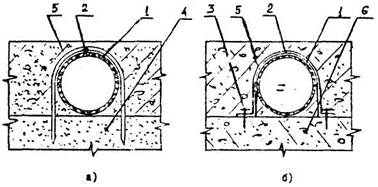
Рис. 28 Крепление ПЭ труб а) к грунту, б) к плите перекрытия
1 - труба, 2 - скоба, 3 - дюбель-гвоздь, 4 - грунт, 5 - подливка пола, 6 - плита перекрытия
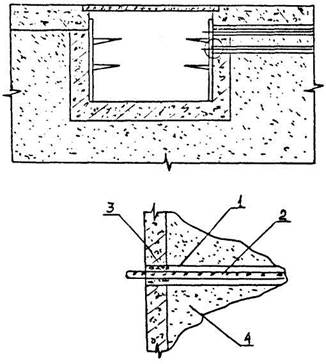
Рис. 29 Ввод полиэтиленовых труб в кабельные сооружения
1 - труба, 2 - кабель, 3 - уплотняющий негорючий материал (состав), 4 - грунт
8.14. После монтажа труб, пакетов и блоков следует проверить визуально соответствие проводки чертежам проекта, качество соединения труб, отсутствие повреждений, вмятин, после чего предъявить заказчику по акту скрытые работы.
8.15. Крепить открыто проложенные стальные трубы следует скобами К142У2 - К740У2, К146пУ2 - К148пУ2; хомутиками С 437У2 - С 442У2; накладками НТ-1У2 - НТ-5У2; прижимами ПКТ-26У3 - ПКТ-100У3.
Крепить трубы с применением сварки запрещается.
8.16. Расстояние между точками крепления труб на горизонтальном и вертикальном участках должно быть не более, чем указано в табл. 18.
Таблица 18
| Наружный диаметр труб, мм | Расстояние между точками крепления труб, м |
| 18-26 | 2,5 |
| 30-42 | 3,0 |
| 45-90 | 4,0 |
8.17. При прокладке стальных труб следует применять коробки из стали. Допускается применять коробки из пластмасс при условии обеспечения непрерывности цепи заземления (зануления) труб.
8.18. При открытой прокладке вблизи систем отопления или труб горячего водоснабжения НПВХ трубы должны быть защищены от теплового воздействия. При параллельной прокладке расстояние в свету от ПВХ труб до таких трубопроводов должно быть не менее 100 мм.
8.19. Крепить открыто проложенные НПВХ трубы следует пластмассовыми клицами; скобами К142У2 - К740У2, К146пУ2 - К149пУ2; прижимами ПКТ-26УЗ - ПКТ100УЗ.
Расстояние между подвижными креплениями труб на горизонтальном и вертикальном участках должно быть не более, чем указано в табл. 19.
Таблица 19
| Наружный диаметр труб, мм | ||||||||
| Расстояние между точками крепления труб, м | 1,0 | 1,1 | 1,4 | 1,6 | 1,7 | 2,0 | 2,3 | 2,5 |
8.20. Крепить трубы, прокладываемые параллельно потоком, рекомендуется с применением монтажных профилей С-образных К101У2, К108У2 и зетовых К239У2, К241У2. Примеры крепления труб приведены на рис. 30, 31.
8.21. Расстояние между протяжными коробками (ящиками) для стальных и пластмассовых труб не должно превышать следующих значений: на прямых участках - 75 м; при одном изгибе трубы - 50 м; при двух изгибах - 40 м; при трех изгибах - 20 м.
8.22. При прокладке пластмассовых труб следует применять коробки из пластмасс. Допускается применять коробки из стали при условии обеспечения заземления (зануления) коробок.
8.23. При подводе труб к электродвигателям, подверженным вибрации, в местах пересечения температурных швов, а также на сложных криволинейных участках трассы рекомендуется использовать для стальных труб гибкие вводы К1088УЗ, комплекты ВГ; для НПВХ труб - пластмассовые рукава РП25УЗ.1 - РП63УЗ.1. Укр. НПО «Электромонтаж».
8.24. При монтаже открыто прокладываемых ПВХ труб необходимо предусматривать компенсацию температурных изменений длины трубопроводов. Изменение длины трубопроводов определяется по табл. 20.
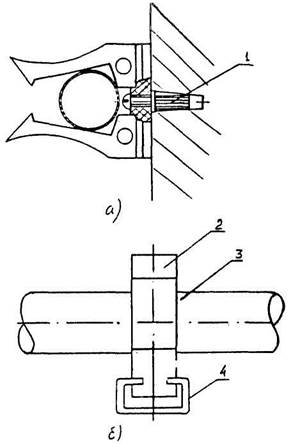
Рис. 30 Клицы для крепления пластмассовых труб к основанию (а) и на монтажном профиле К101 (б)
1 - дюбель, 2 - клица, 3 - труба, 4 - профиль К101
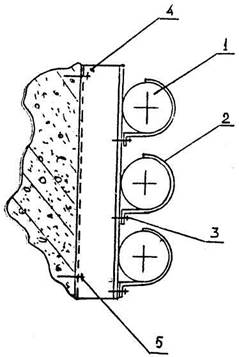
Рис. 31 Крепление труб при прокладке параллельно, потоком
1 - труба, 2 - скоба, 3 - винт с гайкой, 4 - профиль монтажный 5 - дюбель
Таблица 20
| Температурный перепад, °С | Изменение длины на 1 м трубы, мм | Температурный перепад, °С | Изменение длины на 1 м трубы, мм |
| ±10 | ±0,8 | ±40 | ±3,2 |
| ±20 | ±1,6 | ±50 | ±4,0 |
| ±30 | ±2,4 | ±60 | ±4,8 |
8.25. Температурный перепад определяется как наибольшая возможная разность температур НПВХ труб в условиях монтажа и эксплуатации. При этом необходимо учитывать возможный перепад температур в помещении, где прокладываются трубы и дополнительное повышение температуры труб за счет нагрева электропроводки.
8.26. Монтировать НПВХ трубы при открытой прокладке рекомендуется с использованием их компенсирующей способности в местах соединений за счет «уток» на криволинейных участках (обход колонн и т.п.) при подвижных креплениях.
8.27. Жесткие крепления, как правило, должны устанавливаться перед вводом труб в аппараты, ответвительные и протяжные коробки, при проходе через стены и перекрытия, вертикальной прокладке. Жесткое крепление труб следует выполнять металлическими скобами с прокладкой из изоляционного материала, например, картона или пресс-шпана, выступающей за пределы скобы на 3-5 мм.
Дата добавления: 2018-03-01; просмотров: 769;