И СИНХРОННЫХ КОМПЕНСАТОРОВ
ОСОБЕННОСТИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
И УЗЛОВ ГЕНЕРАТОРОВ
И СИНХРОННЫХ КОМПЕНСАТОРОВ
3.1 ОСОБЕННОСТИ КОНСТРУКТИВНОГО ВЫПОЛНЕНИЯ ТУРБОГЕНЕРАТОРОВ
В турбогенераторах с водородным охлаждением корпус газоплотный и должен выдерживать гидравлическое испытание давлением воды, превышающим номинальное давление водорода в генераторе на 0,5 МПа в течение 30 мин. Его торцевые щиты должны быть не только газоплотными, но и иметь достаточную жесткость, У машин мощностью 300 МВт и выше корпус разъемный. Характерный, хотя и не частый вид повреждения корпуса — появление трещин в сварных швах в результате усталости металла от длительной вибрации. В генераторах с водородным охлаждением трещины вызовут утечку водорода.
Сердечник турбогенераторов, гидрогенераторов и компенсаторов собирается из листов высоколегированной горячекатаной стали марок 1513, 1514 и холоднокатаной марки 3413 и др. толщиной 0,5 мм. При мощности генераторов выше 100 МВт применяется холоднокатаная сталь, листы которой располагаются так, чтобы направление магнитного потока в спинке сердечника совпадало с направлением прокатки стали. Из листов стали набираются пакеты, а из пакетов — сегменты сердечника. Вентиляционные каналы между пакетами выполняются при помощи распорок (тавриков) из немагнитной стали.
По мере сборки сердечника ведется его опрессовка с созданием давления 1,0—1,7 МПа. Окончательно опрессованный сердечник закрепляется нажимными кольцами из немагнитной стали и стяжными болтами, пропускаемыми за спинкой сердечника. Под нажимные кольца устанавливаются нажимные пальцы из немагнитной стали, создающие опрессовку крайних пакетов в зоне зубцов.
Ослабление прессовки сердечника вызовет вибрацию листов активной стали, что может привести к повреждению изоляции между ними и появлению вихревых токов, создающих дополнительный нагрев стали. Вибрация листов стали в зубцовой зоне может вызвать истирание изоляции стержней обмотки статора или поломку листов и прорезание изоляции отломившейся частью листа. Признаком ослабления прессовки стали является появление на поверхности спинки или в расточке сердечника налета ржавчины от контактной коррозии в месте соприкосновения вибрирующих листов.
Обмотки статора выполняются двухслойными корзиночного типа. В каждом пазу укладываются два стержня, принадлежащих двум разным секциям. В этих обмотках применяется непрерывная изоляция прямого участка и лобовых частей стержня наложением микаленты, изготовляемой на асфальтовом масляном лаке. При изолировании стержень подвергается многократной компаундировке, заключающейся в сушке его в вакууме при температуре 150—160 °С после наложения нескольких слоев микаленты, и последующей пропитке под давлением компаундом, состоящим почти из чистого битума. При сушке из изоляции стержней удаляются влага, воздух и летучие составляющие лака, а при пропитке под давлением заполняются все поры, что препятствует затем проникновению в изоляцию влаги и воздуха.
Микалентная изоляция длительное время являлась основным видом изоляции статорной обмотки Турбо- и гидрогенераторов. Однако в связи с ростом единичных мощностей генераторов и увеличением в 1,5—2 раза удельных токовых нагрузок в обмотках стала сказываться ее недостаточная механическая прочность в нагретом состоянии. Поэтому в настоящее время для мощных генераторов применяют термореактивную изоляцию.
В термореактивной изоляции основным изолирующим материалом является стекломикалента, изготовленная из лепестков слюды и под ложки из стеклоткани.
Связующим элементом служит искусственная термореактивная смола (главным образом эпоксидная), затвердевающая при температуре 150—160° С и не размягчающаяся при повторных нагреваниях. Термореактивная изоляция имеет лучшие электрические характеристики. Механическая прочность новой изоляции значительно выше, что позволяет выполнить более плотную обтяжку стержней лентой. Для исключения вредного влияния ионизации между стержнем и пазом поверх изоляции стержни покрываются полупроводящей асбестовой лентой.
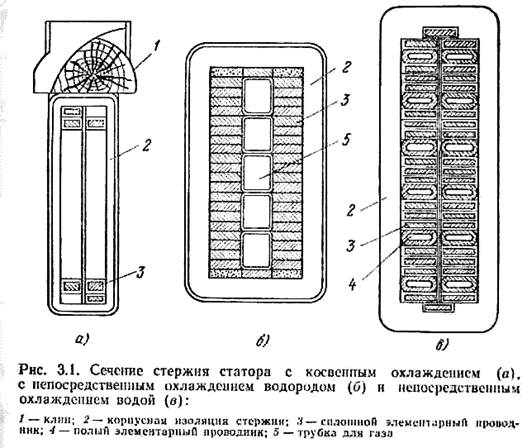
На рис. 3.1 показаны сечения стержня статора для различных систем охлаждения. Непосредственное охлаждение обмотки статора в генераторах серии ТГВ выполняется путем циркуляции водорода по трубкам из нержавеющей стали, уложенным между двумя рядами элементарных проводников стержня, а в генераторах серии ТВВ — за счет циркуляции воды (дистиллята) по полым проводникам стержня, уложенным вперемежку со сплошными элементарными проводниками. Подвод и отвод воды к стержням статора от кольцеобразных коллекторов генератора выполняются при помощи эластичных шлангов из фторопласта, обладающих высокой электрической прочностью. В пазах стержни плотно закрепляются клиньями из гетинакса или волокнита.
В крупных генераторах (мощностью 150 МВт и более) соединения стержней выполняются твердым припоем ПСр-15 (15 % серебра). Твердая пайка обеспечивает хороший электрический контакт, если даже пропаялось только 50 % контактной поверхности.
Ротор крупного турбогенератора выполняется из цельной поковки хромоникельмолибденовой или хромоникельмолибденованадиевой стали, обладающей весьма высокими механическими свойствами. Ротор турбогенератора меньшей мощности изготовляется из углеродистой стали повышенного качества.
Для укладки обмотки на бочке ротора профрезовываются пазы. По оси полюсов, где пазы отсутствуют, остаются большие зубцы. Жесткость ротора по оси зубцов значительно выше, чем по оси, перпендикулярной к ним. Для уменьшения вибрации ротора, возникающей вследствие неодинаковой его жесткости, в больших зубцах выполняются продольные пазы, заполняемые магнитными клиньями (генераторы серии ТГВ), или поперечные пазы (генераторы серии ТВВ).
Ротор турбогенератора кроме воздействия центробежных сил испытывает большие напряжения от знакопеременных изгибающих сил, так как, несмотря на его вращение, он остается прогнутым вниз. Высока и его тепловая нагрузка. В турбогенераторах 100—150 МВт с поверхностным охлаждением потери в роторе на 1 м3 активного объема в 1,4—1,5 раза выше соответствующих потерь в статоре. Чтобы выдержать большие механические нагрузки, изоляция обмотки ротора должна иметь высокую механическую прочность, сохраняющуюся при температуре 130—150 °С.
Для предотвращения деформации от центробежных сил лобовые части обмотки ротора закрепляются роторными бандажами (рис. 3.2), состоящими из бандажного и центрирующего колец. Бандажное кольцо представляет собой наиболее напряженно работающий узел ротора, так как оно испытывает центробежные усилия не только от собственной массы (около 60 % всей нагрузки), но и от лобовых частей обмотки ротора, а также усилия, вызванные посадкой с натягом. Поэтому материал, из которого изготовляются бандажные кольца, должен иметь очень высокие прочностные и пластические свойства. В генераторах 30 МВт и выше бандажные кольца изготовляются из немагнитной высокопрочной хромоникельмарганцевой стали, подвергающейся сложной обработке.
Роторные бандажи подразделяются на двухпосадочные и однопосадочные. В бандажах с двумя жесткими посадками на рис. 3.2, а (одна — на бочку ротора и вторая — через центрирующее кольцо' на вал ротора) носик бандажного кольца из-за прогиба вала ротора при его вращении стремится переместиться относительно бочки ротора. Такие бандажи работают удовлетворительно только в турбогенераторах мощностью не выше 30 МВт, имеющих сравнительно короткие роторы.
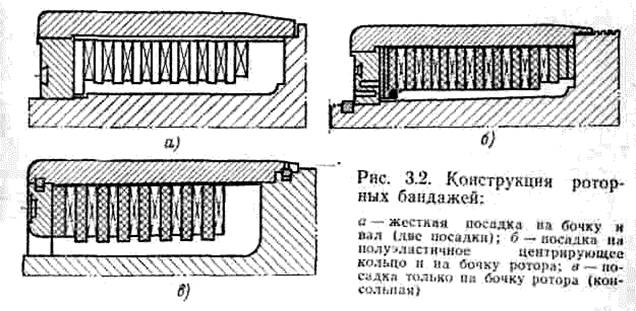
В турбогенераторах 50 МВт и выше из-за увеличения длины и прогиба ротора знакопеременные силы, вызывающие перемещение носика бандажного кольца, настолько возрастают, что от их длительного воздействия появляются наклепы, трещины и сколы на посадочных местах зубцов бочки ротора и кромок бандажей, ослабляется натяг в посадке, в результате чего в тех же местах появляются ожоги от нагрева токами, возникающими в роторе при несимметричных режимах. В целях уменьшения усилий, действующих на носик бандажа, применяют полуэластичные центрирующие кольца с зигзагообразной выточкой (рис. 3.2, б) или с более надежной выточкой в виде диафрагмы. Надежность работы двухпосадочных бандажей повышается установкой иод носик бандажа изоляционной прокладки из стеклотекстолита.
Посадка с эластичным центрирующим кольцом и изоляционной прокладкой под носиком бандажа, применяемая в турбогенераторах серии ТВФ, обеспечивает надежную работу бандажного узла в роторах, масса которых не превышает 50 т.
В турбогенераторах серии ТГВ применяются бандажи с одной посадкой на бочку ротора — консольные (рис. 3.2, в). Центрирующее кольцо в этом бандаже служит только для опоры обмотки ротора в осевом направлении и с валом не соприкасается, благодаря чему полностью исключаются нежелательные воздействия на посадочные места бандажа от прогиба вала ротора. От смещения в осевом направлении бандажное кольцо удерживается кольцеобразной шпонкой.
На бочке ротора бандажи удерживаются при помощи специальной гайки, навинчиваемой на кромку бандажа. На бочке ротора эта гайка закреплена при помощи кольцеобразной шпонки.
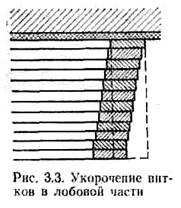
При номинальной частоте вращения витки обмотки ротора турбогенератора прижимаются центробежной силой к клиньям и друг другу настолько сильно, что возникающие между ними силы трения защемляют витки и не позволяют им удлиняться от нагрева при нагрузке. В результате в витках возникают силы сжатия. Если напряжение от сил сжатия превысит предел текучести меди, то после снятия нагрузки и остывания обмотки в витках появится остаточная деформация — они укоротятся. Наибольший нагрев имеют витки, лежащие внизу паза. От многократного нагрева и остывания они
и укоротятся на большую величину (рис. 3.3). Деформация витков может привести к их замыканию, а в худшем случае и к разрушению меди проводников. Поэтому у крупных турбогенераторов обмотка ротора изготовляется из меди с присадкой серебра (0,07—0,15 %), обладающей повышенной прочностью.
3.2 ОСОБЕННОСТИ КОНСТРУКТИВНОГО ВЫПОЛНЕНИЯ ГИДРОГЕНЕРАТОРОВ И СИНХРОННЫХ КОМПЕНСАТОРОВ
Гидрогенераторы средней (25—125 МВт) и большой (150 МВт и более) мощности выполняются с вертикальным расположением вала, а гидрогенераторы небольшой мощности (менее 25 МВт) — с горизонтальным.
В зависимости от напора воды, определяемого высотой плотины, гидрогенераторы имеют различные частоты вращения: до 100 об/мин (тихоходные), 100—200 об/мин (среднеходные) и свыше 200 об/мин (быстроходные). Из-за сравнительно небольшой частоты вращения размеры и масса гидрогенераторов в несколько раз больше, чем у таких же по мощности турбогенераторов. Наивыгоднейшая номинальная мощность гидротурбин зависит от напора и расхода воды в створе реки. Поэтому гидрогенераторы для каждой ГЭС выполняются по индивидуальному заказу.
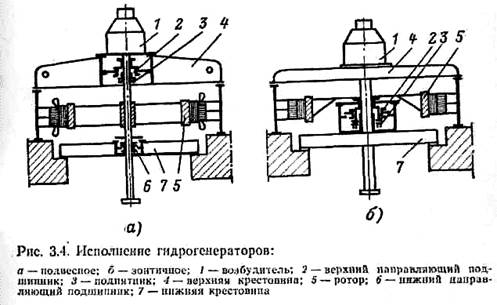
Вал ротора вертикального гидрогенератора вращается в направляющих подшипниках и, кроме того, опирается на упорный подшипник, называемый подпятником. Подпятник воспринимает осевую нагрузку, достигающую в мощных машинах нескольких тысяч тонн, от массы роторов генератора и гидротурбины, а также от реакции воды, проходящей через рабочее колесо турбины. Если подпятник установлен на верхней крестовине генератора, то исполнение гидрогенератора называется подвесным (рис. 3.4, а), а если на нижней крестовине, то зонтичным (рис. 3.4, б). Для мощных гидрогенераторов применяется зонтичное исполнение, позволяющее снизить массу и высоту агрегата и высоту ГЭС.
Статор гидрогенератора. При наружном диаметре гидрогенератора более 4 м его корпус и сердечник статора по условию перевозки выполняют разъемными (из отдельных сегментов). Обмотка статора крупных гидрогенераторов — двухслойная, стержневая, а у небольших — катушечная. При водяном охлаждении целесообразно применение однослойной обмотки статора. При этом за счет исключения изоляции между верхним и нижним стержнями уменьшается на 20 % высота паза, повышается стойкость обмотки к воздействию токов КЗ и сокращается число выводов для подачи и отвода воды. Сердечник и изоляция статорной обмотки для гидрогенераторов и турбогенераторов одинаковы.
Ротор гидрогенератора в отличие от ротора турбогенератора явно-полюсный (рис. 3.5). Он состоит из пустотелого вала 1, дискового или спицевого остова 2 и сборного обода 3 с укрепленными на нем полюсами и катушками обмотки возбуждения 4. Остовы при диаметрах ротора до 4 м — дисковые неразъемные, 4—8 м — дисковые разъемные и свыше 8м — спицевые разборные. Обод, являющийся частью сердечника, набран из стальных пластин, скрепленных большим числом стяжных шпилек. Для обеспечения жесткости обод насаживается на остов в нагретом состоянии и расклинивается шпонками.
Сердечники полюсов набраны из стальных пластин, уложенных между двумя коваными башмаками и опрессованных стяжными шпильками, или выполнены массивными из стальных поковок.
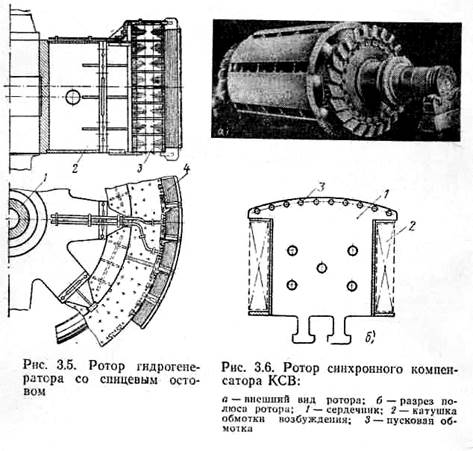
К ободу они крепятся при помощи Т-образных хвостов с дополнительной раскли-новкой стальными клиньями. Катушки обмотки возбуждения выполняются из полосовой меди. Витковая изоляция катушек обмотки возбуждения выполняется из миканита (изоляция класса В), а главная (корпусная) — из асбеста и микафолия. В крупных гидрогенераторах витки катушек изолируются термореактивной изоляцией, а корпусная изоляция выполняется из асботекстолита.
В наконечниках полюсов большинства гидрогенераторов укладывается успокоительная обмотка из латунных стержней, соединенных между собой накоротко медными или латунными шинами.
Синхронные компенсаторы изготовляются с явнополюсными роторами на 1000 и 750 об/мин с номинальными мощностями 10—160 MB'А. Компенсаторы с неявнополюсными роторами из-за большей стоимости и больших потерь не получили распространения. Расположение роторов у всех синхронных компенсаторов горизонтальное.
Синхронные компенсаторы имеют пусковую обмотку из стержней, уложенных в полузакрытые пазы на полюсах ротора (рис. 3.6) и замкнутых по торцам полюсов накоротко латунными или медными сегментами. Сегменты соседних полюсов соединяются шинами и образуют общее короткозамыкающее кольцо.
3.3СИСТЕМЫ ОХЛАЖДЕНИЯ
Системы охлаждения, применяемые в электрических машинах для поддержания температуры меди обмоток и активной стали в допустимых пределах, подразделяются на косвенные (или поверхностные) и непосредственные (или внутрипроводниковые). Некоторые машины имеют смешанную систему охлаждения.
По конструктивному исполнению системы охлаждения подразделяются в свою очередь на радиально-многоструйые, радиально-вытяжные (одноструйные), аксиальные и аксиально-радиальные.
При любой системе охлаждения температура активных частей машины превышает температуру охлаждающей среды. Но чем эффективнее система охлаждения, тем это превышение меньше и тем большую нагрузку может допустить машина при тех же размерах без превышения предельно допустимой температуры активных частей.
При косвенной системе охлаждения теплота от меди обмоток отдается охлаждающей среде не непосредственно, а через изоляцию обмоток и активную сталь. Косвенная система охлаждения характеризуется сравнительно высокими значениями превышения температуры меди над температурой охлаждающей среды, так как теплопередача происходит последовательно от меди к изоляции, от изоляции к активной стали, от стали к охлаждающей среде. В косвенных системах в качестве охлаждающей среды используется воздух или водород.
Косвенные воздушные системы охлаждения делятся на проточные и замкнутые. В проточной системе охлаждающий воздух, забираемый в машину из помещения или извне, проходит через машину и выбрасывается наружу.
В турбогенераторах мощностью более 2,5 МВт и в гидрогенераторах мощностью более 10—12 МВт воздушное охлаждение выполняется по замкнутой системе. При этой системе воздух, отобравший теплоту от обмоток и других элементов, поступает в воздухоохладитель, где отдает теплоту воде, проходящей по трубкам, и затем, охлажденный, вновь направляется в машину. С воздушным охлаждением изготовляются, как правило, турбогенераторы мощностью до 12 МВт, а синхронные компенсаторы — до 15 MB-А включительно.
Начиная с мощности 30 МВт для турбогенераторов и 37,5 MB-А для синхронных компенсаторов применяется косвенная водородная система охлаждения. В гидрогенераторах ввиду сложности создания надежного уплотнения машины из-за больших радиальных размеров водород для охлаждения не применяется. Водородное охлаждение по сравнению с воздушным имеет ряд преимуществ. Допустимая мощность при тех же размерах турбогенератора и давлении водорода в корпусе 0,005 МПа (здесь и далее — избыточном) повышается на 15—20%, а при давлении 0,2 МПа даже на 35 % и для синхронных компенсаторов на 30%, так как коэффициент теплоотдачи от поверхности к газу выше, чем для воздуха: для водорода в 1,51 раза, а для его смеси с 3 % воздуха — в 1,35 раза. Теплопроводность водорода в 7 раз превышает теплопроводность воздуха. При сохранении мощности на прежнем уровне экономится 15—30 % активных материалов, необходимых для изготовления машины. Потери в машине на вентиляцию и трение ротора о газ уменьшаются в 10 раз, так как плотность чистого водорода в 14,3 раза, а в смеси с 3 % воздуха (при давлении 0,005 МПа) —в 10 раз меньше плотности воздуха. Это позволяет повысить КПД машины примерно на 0,7—1 %. Кроме того, в среде водорода изоляция обмоток работает более надежно и долговечно. Уменьшается опасность развития пожара в машине при ее повреждении, так как водород не поддерживает горения.
Вместе с тем водородное охлаждение в обслуживании сложнее, чем воздушное. При содержании водорода в смеси с воздухом от 4 до 75 % (по объему), а в присутствии масляных паров от 3,3 до 81,5 % образуется взрывоопасная смесь. Поэтому во избежание попадания воздуха в машину и образования взрывоопасной смеси давление водорода в ней приходится постоянно поддерживать выше атмосферного. Следовательно, корпус машины должен быть газоплотным. Приходится устанавливать уплотнения для предотвращения утечки водорода в местах прохода вала ротора через торцевые щиты и маслосистему для них.
При косвенной системе охлаждения допустимая по нагреву мощность турбогенератора заметно увеличивается при повышении давления водорода до 0,2 МПа. Повышение давления водорода сверх 0,2 МПа при этом малоэффективно, так как 50—60 % перепада температуры между медью и газом приходится на изоляцию, а тепловое сопротивление ее при повышении давления водорода сверх 0,2 МПа практически не снижается.
При непосредственной системе охлаждения теплота от меди обмоток отбирается охлаждающей средой, непосредственно соприкасающейся с медью.
В качестве охлаждающей среды используется водород, вода или масло, а в некоторых случаях и воздух. Превышение температуры меди над температурой охлаждающей среды получается минимальным. В сравнении с воздушным охлаждением при одних и тех же габаритах генераторов их мощность увеличивается при непосредственном охлаждении: обмоток статора и ротора водородом — в 2,7 раза; обмотки статора маслом и обмотки ротора водой — в 3,6 раза, обмоток статора и ротора водой — в 4 раза.
Поскольку при непосредственном охлаждении превышение температуры меди обмоток состоит лишь из двух составляющих — превышения между поверхностью меди и охлаждающей средой и превышения в охлаждающей среде, а значение этих превышений с увеличением давления водорода понижается, то в машинах с непосредственным водородным охлаждением оказывается целесообразным иметь давление водорода равным 0,3—0,4 МПа.
Непосредственное водородное охлаждение обмотки ротора осуществляется по аксиальной или многоструйной радиальной системе, а охлаждение обмотки статора — только по аксиальной системе. Для охлаждения активной стали статора применяется радиально-вытяжная или аксиальная системы или сочетание той и другой.
Недостатком аксиальной водородной системы охлаждения является значительная неравномерность нагрева обмотки по длине стержней и необходимость иметь высоконапорный компрессор, усложняющий конструкцию и снижающий КПД машины из-за повышенного расхода энергии на вентиляцию.
Для непосредственного масляного охлаждения применяется трансформаторное масло. Оно обладает высокими изолирующими свойствами и поэтому позволяет выполнить обмотку статора с дешевой бумажной изоляцией. Для получения необходимой скорости движения масла, при которой обеспечивается эффективная теплоотдача с поверхности, из-за сравнительно высокой вязкости масла приходится устанавливать насосы с большим давлением и о повышенным расходом энергии.
В генераторах серии ТВМ сердечник и обмотка статора, отделенные от ротора изоляционным цилиндром, находятся в масле. Холодное масло подается насосами в камеру лобовых соединений и затем в аксиальные каналы обмотки статора и сердечника. Охладив обмотку и сердечник, оно выходит из аксиальных каналов на другой стороне машины и направляется в маслоохладители, после которых насосами вновь нагнетается в машину.
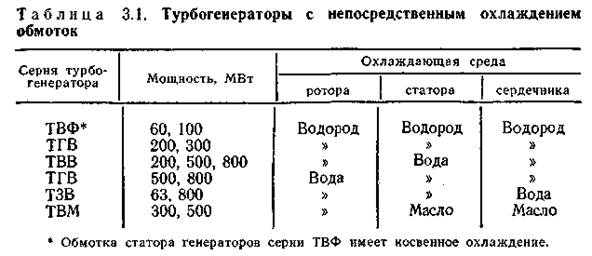
Основные серии турбогенераторов с непосредственным охлаждением обмоток статора и ротора приведены в табл. 3.1.
Непосредственное охлаждение обмоток статора и ротора водой с успехом применяется также и в крупных гидрогенераторах.
3.4МАСЛЯНЫЕ УПЛОТНЕНИЯ
Для предотвращения утечки водорода из корпуса генератора или компенсатора в местах прохода вала ротора через торцевые крышки применяются масляные уплотнения кольцевого или торцевого типа.
Кольцевое уплотнение (рис. 3.7) состоит из вкладыша 2, охватывающего вал 1, и корпуса 3. Масло поступает в за-. зор между вкладышем и валом и разделяется на две части: в сторону водорода и в сторону воздуха.
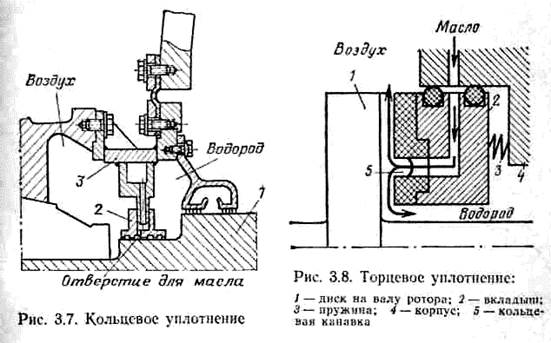
Масло, идущее в сторону водорода, предотвращает утечку водорода из корпуса машины через зазор между валом и вкладышем.
Основное достоинство кольцевых уплотнений заключается в том, что при кратковременном прекращении подачи масла они, как правило, не повреждаются. Подплавление их вкладышей, если оно и случится, обычно не вызывает повреждения рабочей поверхности вала. Но из-за большого зазора между вкладышем и валом (0,3—0,4 мм) в ранее выпускавшихся конструкциях расход масла в сторону водорода достигал 40—60 л/мин. Из масла выделялся имевшийся в нем воздух, снижавший чистоту водорода. Это вызывало необходимость иметь вакуумную установку для очистки от воздуха масла, поступающего на уплотнения.
Торцевое уплотнение (рис. 3.8) имеет вкладыш 2, прижимаемый к упорному диску / на валу ротора. Как и в кольцевом уплотнении, масло, поступающее в кольцевую канавку на рабочей поверхности вкладыша, разделяется на две части. Большая часть направляется в сторону воздуха, обеспечивая смазку трущихся поверхностей, меньшая —в сторону водорода, предотвращая выход водорода через зазор между вкладышем и диском, поскольку давление масла в кольцевой канавке больше давления водорода в статоре на 0,03—0,09 МПа. Меньшая часть масла обеспечивает также смазку внутреннего запорного пояска вкладыша. Расход масла в сторону водорода ввиду малого зазора между вкладышем и диском, определяемого только толщиной масляной пленки, невелик (3—5 л/мин). Это является основным преимуществом торцевого уплотнения по сравнению с кольцевым, позволяющим отказаться от маслоочистительной установки.
Торцевые уплотнения разделяются на типы в зависимости от способа создания усилий, прижимающих вкладыш к диску, а также по количеству автономных камер для масла.
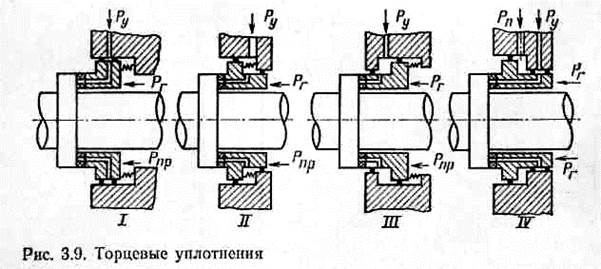
По способу создания усилий, прижимающих вкладыш к диску, все торцевые уплотнения в основном можно разбить на четыре типа (рис. 3.9). В табл. 3.2 приведены способы создания усилий, прижимающих вкладыш к упорному диску, и указано, в каком турбогенераторе применяется каждый из четырех типов уплотнений.
На надежность уплотнений большое влияние оказывает характер изменения усилия, прижимающего вкладыш к диску, в зависимости от снижения давления масла, когда из-за ухудшения смазки резко повышается напряженность работы уплотнения. В уплотнениях типа / при аварийном снижении давления масла усилие, прижимающее вкладыш, сохраняется на прежнем высоком уровне, а в уплотнениях типа III оно даже повышается.
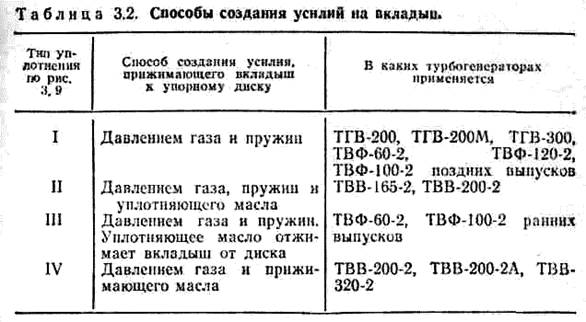
Характер изменения усилия на вкладыш определяет требования к надежности схемы маслоснабжения и, в частности, допустимую длительность перебоя в снабжении маслом.
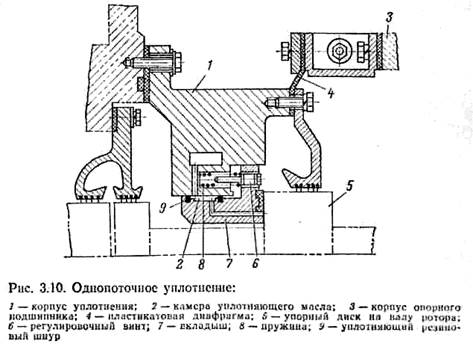
По количеству автономных камер для масла уплотнения делятся на однокамерные, или однопоточные, и двухкамерные, или двухпоточные. В однопоточном уплотнении, одна из конструкций которого показана на рис. 3.10, вкладыш прижимается к диску пружинами и давлением водорода на его тыльную сторону. Давление уплотняющего масла на прижимающее усилие влияния не оказывает. Камера уплотняющего масла между корпусом и вкладышем уплотняется шнуром из маслостойкой резины.
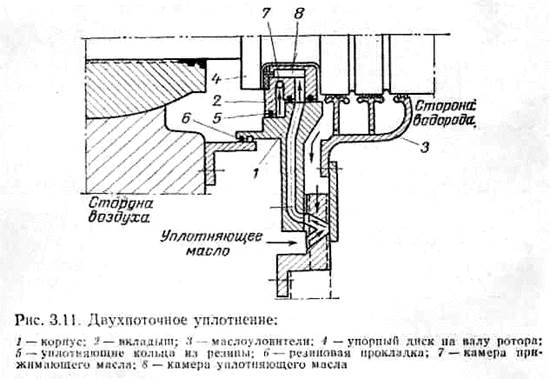
В двухпоточных уплотнениях (рис. 3.11) вкладыш прижимается к диску не пружинами, которые в этом уплотнении отсутствуют, а усилием от давления прижимающего масла в камере 7 и от давления водорода в генераторе на тыльную сторону вкладыша. Уплотняющее масло поступает на рабочую поверхность вкладыша через камеру 8. Достоинство двухпоточных уплотнений состоит в возможности регулирования усилия, прижимающего вкладыш к диску, изменением давления прижимающего масла, т. е. без разборки уплотнения.
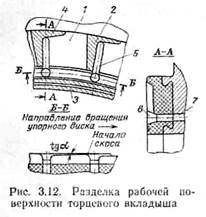
Рабочая поверхность торцевого вкладыша (рис. 3.12), выполняемая из баббита, имеет клиновые поверхности /, поверхности без уклона 2, внутренний запорный поясок 3, внешний поясок 4, радиальные канавки 5, кольцевую канавку 6 и маслоподводящие отверстия 7. При малой частоте вращения давление в масляных клиньях не создается.
Все усилия, прижимающие вкладыш к диску, воспринимаются при этом поверхностями без уклонов и поясками. Только при частоте вращения выше 2000 об/мин прижимающее усилие воспринимается всей несущей поверхностью, причем при номинальной частоте вращения большая часть этого усилия воспринимается клиновыми поверхностями. Таким образом, наиболее напряженно вкладыш работает при частоте вращения ниже 2000 об/мин и особенно при 400—500 об/мин. Это требует при остановке и особенно при пуске машины повышенного внимания к работе уплотнений: необходимо следить за температурой, давлением масла и водорода, не допускать перебоя в подаче масла.
| <== предыдущая лекция | | | следующая лекция ==> |
| Аккумулирование энергии | | |
Дата добавления: 2016-04-11; просмотров: 1562;