Активированные угли
— одна из наиболее распространенных групп адсорбентов, получаемых путем сухой перегонки природных углеродистых материалов (дерево, кость и др.). Активированные угли имеют удельную поверхность 600... 1700 м2/г и обладают гидрофобными свойствами (поглощают органические вещества и не поглощают воду). Этот адсорбент применяется для выделения веществ как из газовой, так и из жидкой фаз. Недостатки активированных углей — горючесть и низкая механическая прочность.
Силикагель
— высушенный гель двуокиси кремния. Различные сорта силикагеля имеют удельную поверхность 300... 800 м2Д. Размер пор может изменяться в широких пределах в зависимости от принятой технологии приготовления. Силикагель наиболее прочен по сравнению с другими адсорбентами. Являясь гидрофильным адсорбентом, он не может использоваться для поглощения компонентов из водных растворов, но успешно применяется при адсорбции из газов и из неводных растворов.
Алюмогель, получаемый термической обработкой гидрата оксида алюминия, гидрофилен, так же как и силикагель, он может применяться при температурах выше 500 °С.
Особенное внимание уделяется в настоящее время использованию молекулярных сит, т.е. адсорбентов с очень тонкими порами, размеры которых соизмеримы с размерами молекул. В качестве молекулярных сит используются цеолиты — водные алюмосиликаты натрия и кальция. Использование молекулярных сит позволяет разделять смеси веществ по размерам их молекул и гибко управлять процессом адсорбции. Изменение условий приготовления цеолитов позволяет регулировать их поглотительную способность и селективность и использовать в качестве ионообменных смол.
Иониты, так же как и адсорбенты, для эффективного процесса обмена должны обладать максимальной поверхностью контакта с раствором. Различают природные и искусственные иониты.
Природные иониты (глины, апатиты, угли, целлюлоза и т.д.) нестойки в щелочах и кислотах, что существенно ограничивает их применение.
Искусственные иониты (плавленые цеолиты, гидроксиды железа и алюминия, а в особенности синтетические смолы) позволили значительно расширить область применения ионного обмена. Синтетические смолы, используемые для изготовления ионитов, чаще всего представляют собой решетку (матрицу), в которой находятся функциональные активные группы (ионы), определяющие свойства ионитов.
По знакам зарядов, принадлежащих активным группам, различают: катиониты (марка — К) и аниониты (марка — А).
Смолы, содержащие несколько функциональных активных групп различной природы, называют полифункциональными (поли- амфолитами).
Сухая ионообменная смола становится ионитом только после набухания ее в воде, когда после диссоциации ионогенных групп появляются подвижные ионы.
Абсорбционные аппараты
Процессы адсорбции проводятся в основном следующими способами: с неподвижным слоем адсорбента; с движущимся слоем адсорбента; с псевдоожиженным слоем адсорбента.
Аппараты с неподвижным слоем адсорбентачаще всего представляют собой вертикально установленную цилиндрическую емкость 1, заполненную адсорбентом, подаваемым через штуцер 8 и выгружаемым после окончания срока службы через люки 2 (рис. 13.1). Такие аппараты работают периодически, причем полный цикл их работы сводится обычно к четырем стадиям.
1. Собственно адсорбция — насыщение поглотителя адсорбируемым компонентом. Исходная смесь подается через штуцер 7и отводится через патрубок 3.
2. Десорбция — выделение поглощенного компонента из адсорбента, осуществляемое путем подачи через патрубок 5 регенерирующего пара. Отвод паров при десорбции и конденсата осуществляется через штуцер 6 и патрубок 4.
3. Сушка адсорбента — удаление остатка конденсата (образовавшегося на стадии десорбции за счет воздействия регенерирующего пара) из адсорбента горячим воздухом, подаваемым через штуцер 7.
4. Охлаждение адсорбента — поскольку активность адсорбента повышается с уменьшением его температуры, после сушки он обрабатывается холодным воздухом, который также подается через штуцер 7.
Включение в технологическую схему нескольких адсорберов с неподвижным слоем адсорбента позволяет создавать условия его непрерывной работы. При этом в одном аппарате осуществляется стадия адсорбции, а в другом (других) — стадии десорбции и регенерации адсорбента.
К недостаткам таких аппаратов и схем относится сложность управления. Кроме того, необходимость частых переключений, пропарок, сушек и охлаждений адсорбента вызывает неизбежные потери материалов, непропорциональный расход водяного пара и воздуха, велика вероятность возникновения каналов в слое адсорбента.
Аппараты с движущимся слоем адсорбента делятся на аппараты в виде полых колонн, применяемые в основном для адсорбции компонентов из газовых и паровых смесей, а также аппараты с механическими транспортными приспособлениями, используемые при обработке жидкостей.
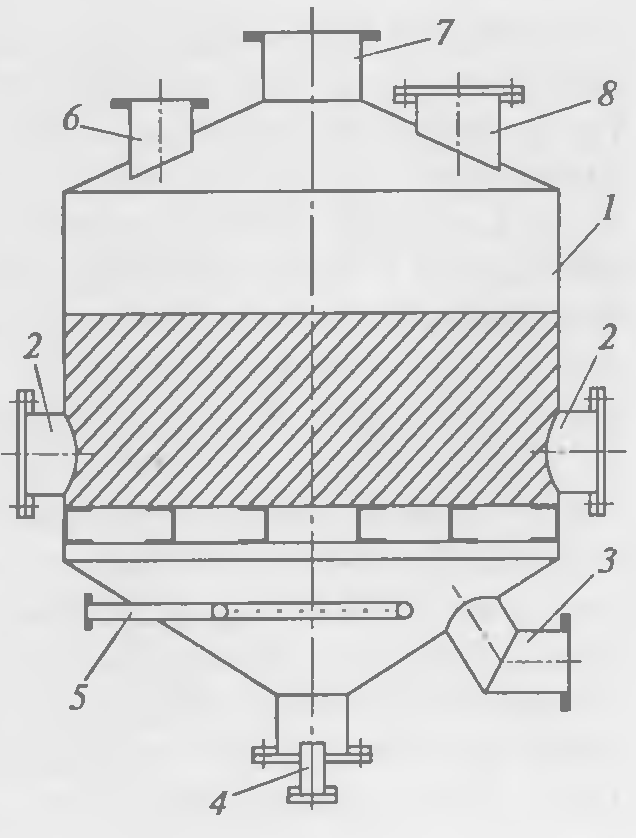
| Рис. 13.1. Схема адсорбера периодического действия с неподвижным слоем поглотителя: 1 — емкость; 2 — люк; 3, 4, 5 — патрубки; 6, 7,8 — штуцеры |
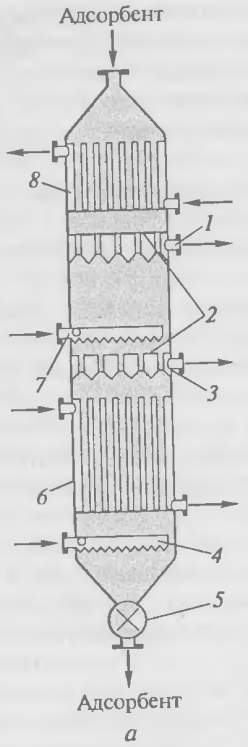
Адсорбер с движущимся зернистым слоем адсорбента(рис. 13.2, а) представляет собой вертикальную колонну, в которую встроены холодильник 8, подогреватель 6 и распределительные тарелки 2. Зернистый адсорбент, вводимый в аппарат, перемешается сверху вниз. Скорость движения регулируется в нижней части аппарата дозатором 5. При движении адсорбент вначале охлаждается в трубах холодильника 8, затем взаимодействует с исходной парогазовой смесью, которая поступает через патрубок 7. Непоглощенная часть парогазовой смеси отводится по патрубку 1.
Далее адсорбент нагревается в трубчатом подогревателе 6 десорбционной секции и, опускаясь, взаимодействует с вытесняющим веществом (острый водяной пар), которое вводится через патрубок 4. Регенерированный адсорбент удаляется из аппарата через дозатор 5. Продукты десорбции отводятся вместе с вытесняющим веществом через патрубок 3. Распределительные тарелки 2 препятствуют смешению парогазовых потоков адсорбционной и десорбционной секций.
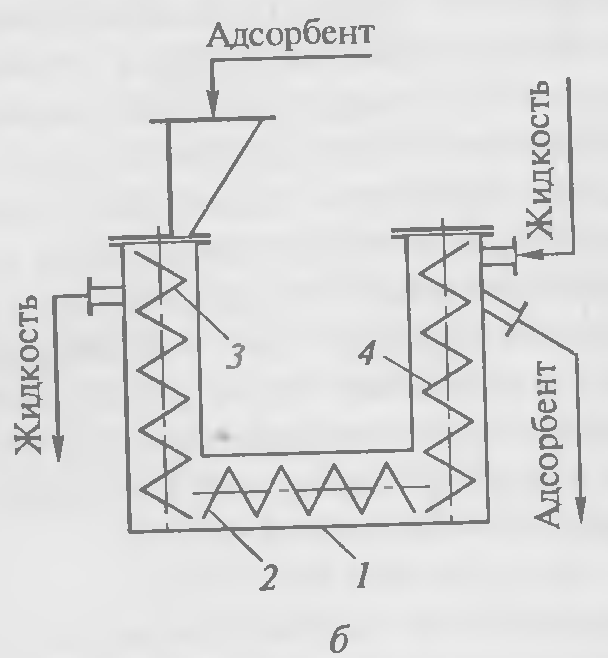
В аппарате с механическим транспортированием адсорбента (рис. 13.2, б) в качестве транспортирующего приспособления используется перфорированный шнек 3. Адсорбент поступает в левую секцию корпуса 1 и шнеком 3 перемещается вниз. Далее шнеком 2 он подается в правую секцию, в которой шнеком 4 поднимается вверх и удаляется из аппарата.
Поток жидкости, содержащей адсорбируемое вещество, перемещается через аппарат в направлении, обратном движению адсорбента.
Достоинством аппаратов с движущимся слоем адсорбента является возможность регулирования режимов их работы, подбора аппаратов оптимальной конструкции и размеров, осуществления непрерывности процесса.
Технологические схемы с использованием этих аппаратов отличаются сложным оборудованием, а также возможностью истирания адсорбента
|
Одноступенчатый адсорбер с псевдоожиженным слоем (рис. 13.3) представляет собой цилиндрический вертикальный корпус 2, внутри которого смонтированы газораспределительная решетка 3 и пылеотделяющее устройство 1. Адсорбент загружается и выводится из аппарата через соответствующие трубы, находящиеся в его верхней и нижней частях. Рабочий газ вводится в адсорбер через нижний патрубок и выводится через верхний.
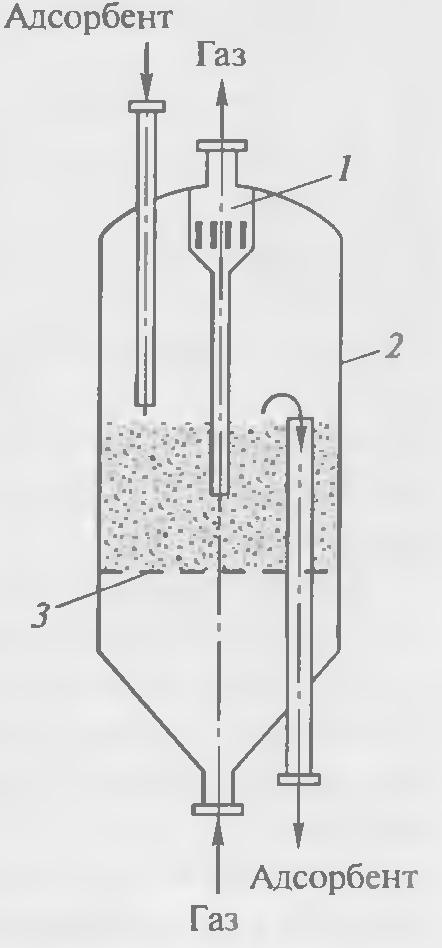
| Рис. 13.3. Схема адсорбера с псевдоожиженным слоем адсорбента: 1 — пылеотделяющее устройство; 2 — корпус; 3 — газораспределительная решетка Многоступенчатый адсорбер состоит из вертикально расположенных одноступенчатых адсорберов, адсорбент в которых перемещается сверху вниз со ступени на ступень, а рабочий газ движется навстречу потоку снизу вверх. Несмотря на то, что каждая ступень работает в режиме, близком к полному перемешиванию, общее секционирование аппарата позволяет ему работать по схеме, близкой к аппаратам полного вытеснения, что позволяет осуществлять процесс адсорбции по противоточной схеме и наиболее эффективно использовать движущую силу процесса. Эти аппараты получили развитие в конструкциях адсорберов, совмещающих процессы адсорбции в псевдоожиженном слое и десорбции в движущемся слое. |
ТЕМА 5. СУШКА
Способы сушки:
1) Конвективная сушка – осуществляется путем непосредственного соприкосновения сушительного агента с высушиваемым материалом.
2) Контактная сушка – осуществляется путем нагревания высушиваемого материала тем или иным теплоносителем через стенку.
3) Радиационная сушка – осуществляется путем передачи тепла инфракрасными лучами.
4) Сублимационная сушка – осуществляется в заложенном состоянии.
5) Диэлектрическая сушка – осуществляется путем нагревания в поле токов высокой частоты.
Материальный баланс сушки:
Пусть количество поступающей в сушилку материала G1 (кг/с), его влажность ω1, а на выходе G, и уходит влага W. В результате сушки получается G2 (кг/с) высушиваемого материала, с влажностью ω2 и W испаренной влаги.
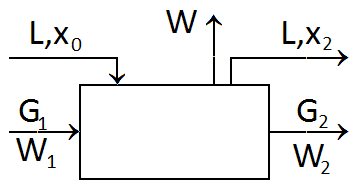
| G1 = G2 + W | - уравнение материального баланса |
Материальный баланс по абсолютно сухому веществу:
| G1(1-ω1) = G2(1-ω2) |
Определить количество влаги, испаряемой за 1 час, из материала, поступающего на сушку в количестве 1234 кг/ч. С начальной влажностью 77,5%., влажностью 5%.
| Дано: G1 = 1235 кг/ч ω1 = 0,775 ω2 = 0,05 | G1(1-ω1) = G2(1-ω2) 1235(1-0,775) = G2(1-0,05) 277,875 = G2·0,95 G2 = 292,5 кг/с G1 = G2 + W W = 1235 – 292,5 = 942,5 |
| G2 - ? W - ? |
| L·x2 = L2·x0 + W |
| L = W/(x2-x0) |
Если на сушку расходуется L (кг/ч) абсолютно сухого воздуха, причем влагосодержание воздуха на входе в сушилку х0, а на выходе из сушилки L,x2, кг/ч W удаляется влаги. С воздухом уходит Lx·2 влаги. Следовательно, баланс влаги в сушилке: L·x2 = L·x0 + W.
Удельный расход воздуха:
| l = L/W = 1/(x2-x0) |
L – расход воздуха, W – удаленная влага.
Из этого соображения видно, что удельный расход воздуха зависит только от разности влагосодержания отработанного и свежего воздуха.
Расход воздуха будет тем больше, чем выше его начальное влагосодержание (x0), которое определяется его температурой и относительной влажностью воздуха.
Статика сушки:
При сушке процесс передачи влаги из одной фазы в другую сопровождается процессом теплопередачи. При этом температура фаз не одинакова. Количество тепла передаваемого от газообразного сушильного аппарата жидкости путем конвекции.
| Q1 = α·F·(t-θ) | |
| M = K·FΔ | - уравнение массопередачи |
θ - температура материала, М – количество жидкости, переходит в виде пара в газовую фазу и передает от жидкости к газу , соответствующей теплоте испарения этой жидкости.
Q2 = M·r
| Q = Q1 + Q2 | - статика сушки |
Виды связи влаги с материалом:
1) Механическая связь – когда влага заполняет крупные капилляры материала, в результате смачивания, т.е. такая связь непрочная;
2) Физико-химическая – более прочная связь, влага поглощается поверхностью мелких капилляров или проникает в следствии диффузии внутрь клеток материала, такая влага называется структурной.
3) Химическая – влага связана с материалом химически, такая влага называется гибридная или кристаллизационная, которая в процессе сушки не удаляется.
Тепловой баланс сушки:
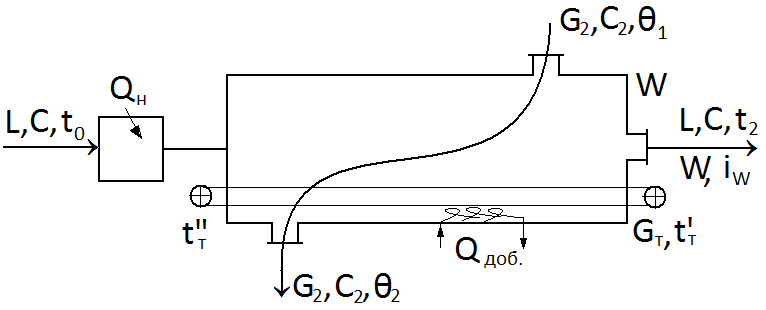
Приход тепла:
1) С сушительным агентом:
| Qс.а. = L·C·tс |
2) С высушиваемым материалом:
| Qв.м. = G2·C2·θ1 |
3) С влагой, испаряемой из материала:
| Qвлаги = W·Cводы·θ1 |
4) Физическое тепло транспортных устройств:
| Qтрак = Gт·Ст.материала·t’т.на выходе |
5) Подводимое тепло:
| Q = Qн + Qдоб |
Расход тепла:
- с сушительным агентом:
| Q’с.а. = L·C·t2 |
- с высушенным материалом:
| Q’в.м. = G2·C2·θ2 |
- c испаренной влаги:
| Qн.в. = W·iW |
- физическое тепло:
| Qт.у. = Gт·Cт·t”т |
- потеря тепла в окружающую среду:
Свойства влажного воздуха:
Сухой воздух + водяные пары.
1) Абсолютная влажность (определяется количество водяного пара в кг, содержащегося в 1м3 влаги воздуха).
2) Относительная влажность (отношение абсолютной влаги к максимально возможному количеству пара в 1м3 воздуха).
3) Влагосодержание (количество водяного пара в кг, приходящегося на 1кг абсолютного сухого воздуха).
4) Теплосодержание (энтальпия) – определяется сумма энтальпий сухого воздуха и водяного пара.
| I = Cв·tв + x·i |
Cв – удельная теплоемкость сухого воздуха
х – доля водяного пара в воздухе
i – энтальпия воздуха
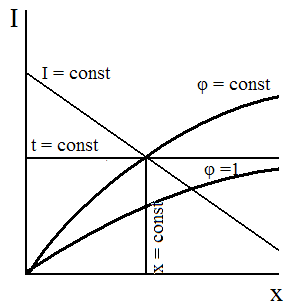
Диаграмма I-x влажного воздуха
На соях координат отложены два основных параметра: влагосодержание х – ось абсцисс, I – ось ординат (энтальпия).
Между осями принят не прямой угол, а 135о, при этом х отложен в некотором масштабе на горизонтальной вспомогательной оси с значением оси наклонной.
На диаграмме линия постоянного влагосодержания х изображены вертикальными прямыми. Линии постоянной энтальпии представляют собой наклонные к оси абсцисс. На диаграмме нанесены линии постоянной температуры – это наклонные линии, направленные вверх к оси ординат. Также нанесены линии наружного давления водяного пара. Нанесены линии относительной влажности φ для различных значений.
| g = (I2-I0)/(x2-x0) |
| Q = W·g |
Сушилки:
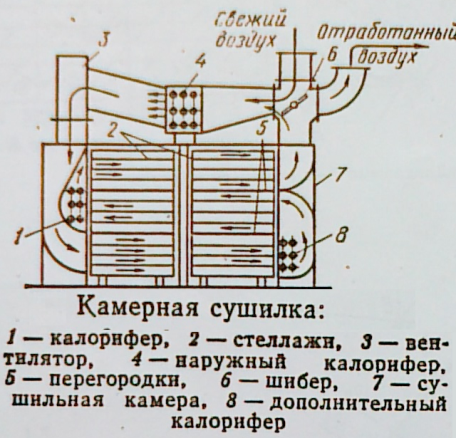
1) Камерная сушилка:
Камерная сушилка - состоит из сушильной камеры стеллажей 2. на которых размещаются противни с высушиваемым материалом. На каркасе установлены две горизонтальные перегородки 5, которые делят все пространство камеры на три зоны, через которые последовательно проходит сушильный агент. Свежий воздух засасывается вентилятором 3, предварительно нагреваясь в наружном калорифере 4. Воздух поступает в нижнюю часть сушилки, подогревается дополнительно во внутреннем калорифере 8, проходит среднюю зону, вновь подогревается в калорифере I и проходит верхнюю зону. На выходе воздуха из сушилки имеется шибер 6, с помощью которого часть воздуха возвращается в цикл, смешиваясь со свежим воздухом. Таким образом, сушилка работает по схеме промежуточного подогрева и частичной рециркуляции воздуха, обеспечивая необходимую температуру воздуха при некоторой экономии теплоты
|
Сушка материала всушилках этой конструкции происходит в неподвижном толстом слое, поэтому продолжительность сушки велика.
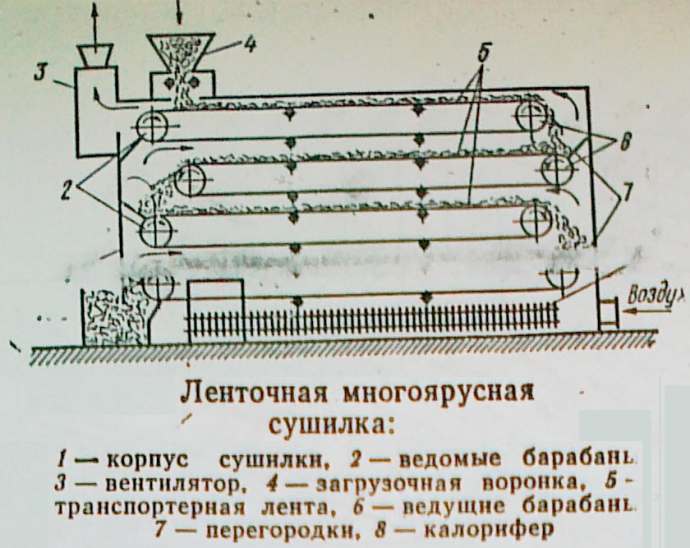
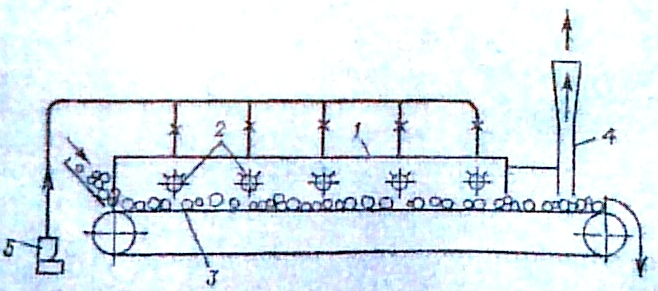
2) Ленточная сушилка:
Ленточные многоярусные сушилки - состоят из корпуса 1, внутри которого расположен ряд транспортерных лент 5 из прорезиненной ткани или металлической сетки. Каждая из бесконечных лент натянута между ведущим 6и ведомым 2барабанами. Влажный материал поступает в загрузочную воронку 4. Воздух засасывается вентилятором 3 и перед поступлением в сушилку нагревается калорифером 8, расположенным в нижней части сушилки. Ведущие и ведомые барабаны смежных лент смещены друг относительно друга по вертикали. Верхние части смежных лент движутся в противоположных направлениях. Материал на верхней ленте движется слева направо.
|
Дойдя до конца ленты, он высыпается на нижележащую ленту и начинает двигаться в противоположном направлении. Такое движение осуществляется многократно, пока материал не достигнет выходного отверстия.
С помощью перегородок 7 в сушилке создается противоток воздуха относительно высушиваемого материала. При пересыпании с ленты на лепту высушиваемый материал перемешивается и его поверхность обновляется. Кроме того, в этот момент воздух соприкасается со всей поверхностью каждой частицы, что интенсифицирует процесс сушки. Ленточные многоярусные сушилки применяются для сушки сыпучих и кристаллических продуктов, не требуют ручного труда на загрузку и выгрузку продукта, довольно компактны.
3)большое гидравлическое сопротивление, которое растет по мере накаливания пыли.
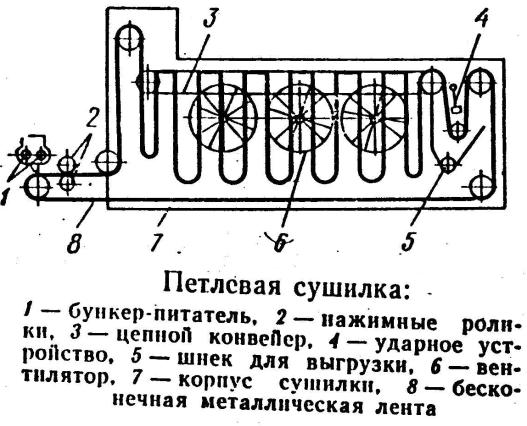
3) Петлевые сушилки:
Петлевые сушилки устроены следующим образом. Внутри каллуса сушилки 7 расположена бесконечная металлическая лента-сетка 8. Для загрузки служат бункер-питатель 1 и два нажимных ролика 2. Лента в виде петель непрерывно перемещается в корпусе сушилки с помощью ценного конвейера 3. В правой части сушилки имеются ударное устройство 4 и шнек 5.
Материал в виде пасты или сильно увлажненных мелких кристаллов поступает из бункера 1 на медленно движущуюся алюминиевую ленту 8, запрессовывается в ячейки ленты и поступает в сушильную камеру 7, где происходит процесс сушки. Высушенный материал удаляется из ячеек с помощьюударного механизма 4, выбивающего материал из ячеек, и шнека 5.
|
Для сушки применяют дымовые газы, получаемые сжиганием природного газа с воздухом в панельных бесфакельных горелках. Дымовые газы подаются в сушилку вентиляторами 6. Сушка может производиться также нагретым воздухом.
Конструкции сушилок близких к рассмотренной, применяют для сушки листовых и тканевых материалов. В этих случаях вместо алюминиевой ленты используют непосредственно высушиваемый материал.
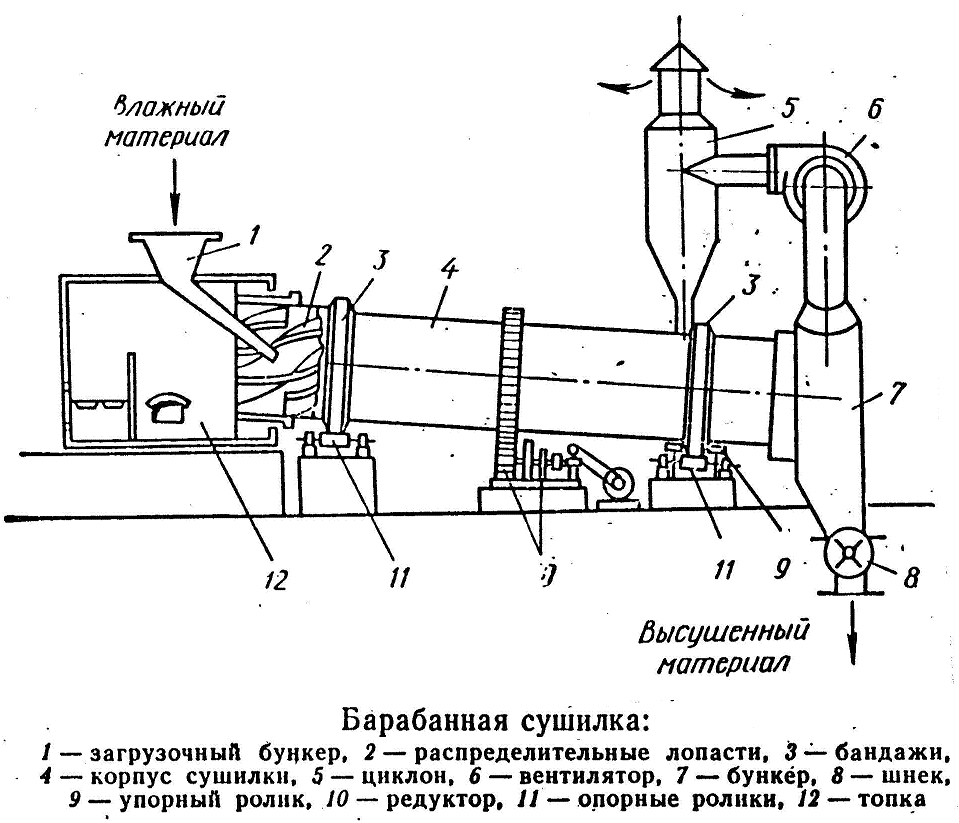
3) Барабанные сушилки:
Барабанная сушилка состоит из стального барабана 4 с бандажами 3, опирающимися на опорные ролики 11. Барабан сушилки вращается мотором через редуктор, малая шестерня 10 которого входит в зацепление с большой венцовой шестерней в средней части барабана. Барабан вращается на опорных роликах с наклоном к горизонту на угол 3—6о. Во избежание осевого смещения барабана на одном из бандажей имеются упорные ролики 9, препятствующие его соскальзыванию. Частота вращения барабана невелика — 3—8 об/мин. Влажный материал подается шпателем через загрузочный бункер 1 в верхнюю часть барабана, захватывается расположенными внутри барабана лопастями 2.
|
непрерывно перемешиваясь, подходит к нижнему концу барабана, поступает в бункер 7 и выгружаемся разгрузочным шнеком 8. В качестве сушильного агента используются обычно дымовые газы, перемещаемые через сушилку вентилятором 6. Для очистки газов от пыли установлен циклон 5. На концах вращающегося барабана для предотвращения утечки сушильного агента установлены лабиринтовые уплотняющие устройства. Степень заполнения барабана не превышает 20%. Время пребывания материала регулируют изменением частоты его вращения, а также изменением угла наклона к горизонту.
В зависимости от крупности и свойств высушиваемого материала барабан заполняют насадками различной формы. На рисунке показано устройство насадок барабанных сушилок: подъемно-лопастной, предназначенной для крупнокусковых, склонных к налипанию материалов; секторной, применяемой для материалов большой плотности и малосыпучих: перевалочной с закрытыми ячейками, используемой для сильно сыпучих материалов. В рассмотренных сушилках сушильным агентом помимо дымовых газов может служить воздух, предварительно нагретый в калориферах. В барабанных сушилках достигается непрерывное перемешивание материала и, следовательно, хороший контакт с сушильным агентом. Напряжение объема сушилки по испаряемой влаге достигает 100 — 120 кг/(м3·ч). Диаметры барабанов колеблются от 1200 до 2800 мм
Аппараты этого типа применяются для сушки многотоннажных продуктов — суперфосфата, азотнокислого аммония и др.
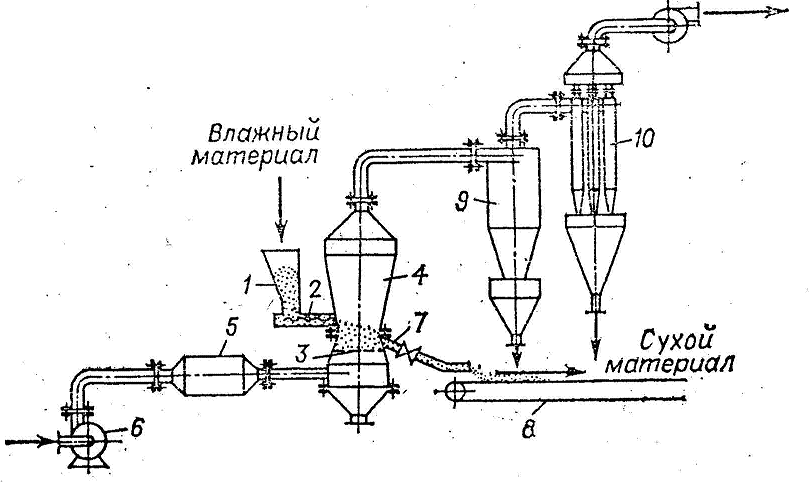
4) Сушилки с кипящим слоем:
Наилучший контакт сыпучего материала с сушильным агентом, развитие поверхности соприкосновения при ее непрерывном обновлении обеспечивают сушилки с кипящим слоем.
В этих аппаратах продолжительность процесса сушки сокращается до нескольких минут, способствуя таким образом повышению их производительности и качества высушиваемого материала при отсутствии его разложения. Сушилки с кипящим слоем применяются в основном для обработки сыпучих зернистых материалов, но в отдельных случаях удается осуществить в них сушку паст, полимеров и др. Собственно сушилка представляет собой вертикальный конический сосуд 6, расширяющийся кверху, в нижней части которого укреплена решетка 3.
 Сушилка с кипящим слоем:
1 – бункер; 2 – питатель; 3 – решетка;
4 – конический корпус; 5 – калорифер;
6 – вентилятор; 7 – разгрузочное устройство; 8 –конвейер; 9 – циклон;
10 – рукавные фильтры.
Сушилка с кипящим слоем:
1 – бункер; 2 – питатель; 3 – решетка;
4 – конический корпус; 5 – калорифер;
6 – вентилятор; 7 – разгрузочное устройство; 8 –конвейер; 9 – циклон;
10 – рукавные фильтры.
|
Материал поступает из бункера с питателем 5 и удаляется через штуцер 4. Сушильный агент — горячий воздух или топочные газы, разбавленные воздухом,— подается вентилятором I, проходит смесительную камеру 2 и поступает под решетку 3 сушилки. Скорость подачи сушильного агента устанавливают так, чтобы находящийся на решетке высушиваемый материал начал «кипеть» и перешел в псевдоожижениое состояние.
В связи с тем, что частицы высушиваемого материала различаются но величине и массе, для обеспечения равномерного кипения всей массы материала корпус сушилки имеет форму расширяющегося кверху конуса. При такой форме аппарата более тяжелые частицы скапливаются в нижней части, там, где скорость сушильного агента, а более мелкие - в верхней его части. Так как наиболее мелкие легкие частицы все же уносятся газом, для улавливания частиц установлены последовательно циклон 7 и батарейный циклон 5. Основная масса высушенного материала из сушильной камеры и материал из очистительных устройств 7 и 8 удаляются транспортером 9.
В сушилках с кипящим слоем удаление влаги с единицы объема аппарата значительно превышает те же характеристики сушилок других типов.
5) Вакуум-сушилка с гребками:
В данной сушилке процессы загрузки и выгрузки продукта в значительной мере механизированы.
Сушилка состоит из горизонтального цилидрического корпуса 1 с паровой рубашкой 2, верхнего загрузочного люка 4 и нижнего люка для выгрузки 6. Внутри корпуса имеется мешалка 3 с гребками, близко подходящими к внутренней поверхности корпуса.
Лопасти мешалки на одной половине длины барабана (в правой части повернуты таким образом, что при вращении по часовой стрелке они перемешивают материал от середины к правому краю.
На левой части сушилки лопасти повернуты в другую сторону и при вращении по часовой стрелке перемещают материал от средней части к левому краю
Если изменить направление вращения мешалки на противоположное, то лопасти начнут перемещать материал от краев сушилки к средней части. Привод мешалки имеет реверсивное устройство, позволяющее через 5 8 мин изменять направление вращения и тем самым периодически перемещать материал от средней части сушилки к краям и обратно. Для улучшения условий теплообмена и предотвращения осмоления продукта на стенках в сушилку помещают штанги 7, которые при вращении мешалки перемещаются, очищая
нижнюю половину корпуса сушилки и перекатываясь по лопастям в средней ее части. Пары влаги удаляются через штуцер5, расположенный в верхнем люке аппарата. Напряжение по испаряемой влаге в сушилках этого типа колеблется от 6 до 8 кг/(м3·ч).
Вакуумные сушилки с мешалками применяются в анилинокрасочной и других отраслях химической промышленности. Основное преимущество этих аппаратов перед другими конструкциями — мягкие условия сушки, Кроме того, обслуживающий персонал почти не соприкасается с высушиваемым материалом, что очень важно при обработке токсичных и взрывоопасных продуктов. В сушилке данного типа можно легко осуществлять улавливание неводных растворителей, удаляемых в процессе сушки, и обеспечить высокую чистоту высушиваемых продуктов.
6) Двухвальцовая сушилка:
В вальцовых сушилках осуществляется непрерывная сушка различных жидкостей и текучих пастообразных материалов при атмосферном давлении и под вакуумом. Двухвальцовая сушилка этого типа, работающая при атмосферном давлении состоит из корпуса 1, внутри которого расположены два валка 3 и 5, вращающиеся навстречу друг другу с частотой 2—10об/мин. Валки обогреваются паром, поступающим через полые цапфы, иконденсат отводится через сифонные трубки 4.
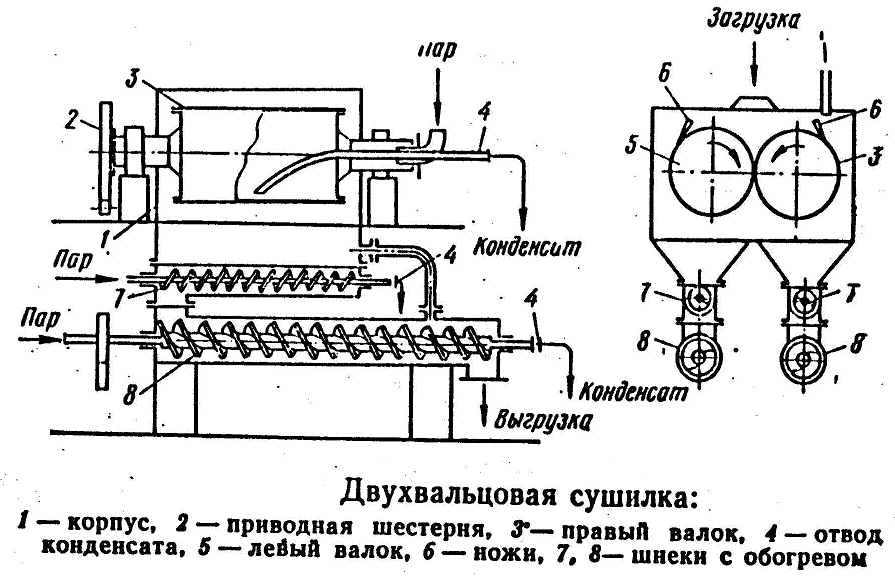
|
Один из валков 5 вращается а неподвижно укрепленных подшипниках, а другой 3 - в подшипниках с подвижными опорами. Это позволяет регулировать зазор между валками. На валках 3 и 5 установлены по их образующим ножи 6 для съема продукта. Внижней части имеются и теки 7 и 5, также обогреваемые паром. Привод одного из валков осуществляв пси через шестерню 2.
Вальцы могут обогреваться горячей водой или высокотемпературными теплоносителями. Материал поступает через загрузочную воронку в пространство между валками, захватывается ими в виде тонкой пленки, подсыхает на их поверхности и срезается ножами 6. Окончательное досушивание материала происходит на шнеках 7 и 8. Сушилка работает непрерывно, ручная загрузка полностью исключена, но конструкция пригодна только для сушки жидких и пастообразных продуктов.
8) Сушилка с инфракрасными лучами (радиационная сушилка):
 Радиационная сушилка:
1 –излучающая панель; 2 – газовые горелки;
3 – транспортер; 4 – выхлопная труба;
5 – генератор (источник тока).
Радиационная сушилка:
1 –излучающая панель; 2 – газовые горелки;
3 – транспортер; 4 – выхлопная труба;
5 – генератор (источник тока).
| При подводе энергии потоком инфракрасных лучей можно передать высушиваемому материалу значительно большие количества теплоты и достигнуть скорости испарения влаги, во много раз превышающей скорость испарения ее при конвективной или контактной сушки. В качестве источников инфракрасного излучения применяют специальные электрические лампы (с нитью накаливания большей, толщины, нежели в обычных электрических лампах, и с зеркальным отражателем) либо экраны или панели, обогреваемые газом. |
В ламповой радиационной сушилке над поверхностью высушиваемого материала (обычно перемещаемого транспортом) устанавливают лампы, создающие направленный поток инфракрасных лучей требуемой мощности. Эти лампы безынерционны, так как при включении их мгновенно возникает поток энергии. Однако такой метод сушки дорог и при- только при необходимости удаления малых количеств влаги.
Более дешево сушку инфракрасными лучами можно проводить при использовании экранов (стальных, чугунных, керамических), обогреваемых горячими газами. Нагревание излучающих поверхностей осуществляется либо открытым газовым пламенем, либо продуктами сгорания газов, движущимися внутри излучателя.
Обогрев излучающей панели 1 открытым пламенем газовых горелок 2 производится со стороны, обращенной к материалу, который перемещается транспортером 3.
В современных радиационных сушилках аффективно используют также беспламенные горелки. Сущность этого способа нагрева заключается в том, что при пропускании смеси горючего газа с воздухом через пористую керамическую плитку с соответствующей скоростью горение сосредотачивается внутри керамической массы, поверхность которой испускает мощный ноток тепловой радиации. Существенным недостатком этого метода является большая инерционность системы.
Терморадиационные сушилки компактны и эффективны для сушки тонколистовых материалов и окрашенных поверхностей (ткань, бумага, лакокрасочные покрытий).
9) Сушилка токами высокой частоты (диэлектрическая сушилка):
Для высушивании толстослойных материалов, когда необходимо регулировать температуру и влажность не только на поверхности, гл и в глубине материала, в ряде случаев эффективно применение сушки в поле токов высокой частоты. Такая сушка применяется для изделий из пластических масс, фарфоровых изоляторов и других материалов, обладающих диэлектрическими свойствами.
Переменный ток из сети поступает в выпрямитель 3, затем в ламповый генератор 2, где преобразуется в переменный ток высокой частоты и высокого напряжения. Этот ток подводится к пластинам конденсаторов 4 и 5 (расположенным в сушильной камере 1), между которыми создается поле высокой частоты
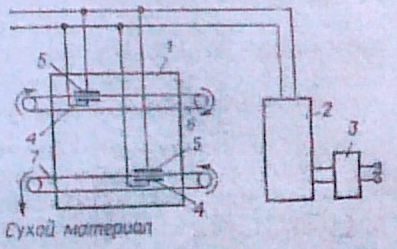 Диэлектрическая сушилка:
1 – сушительная камера; 2 – ламповый генератор;
3 – выпрямитель; 4,5 – конденсаторы;
6,7 – бесконечные ленты.
Диэлектрическая сушилка:
1 – сушительная камера; 2 – ламповый генератор;
3 – выпрямитель; 4,5 – конденсаторы;
6,7 – бесконечные ленты.
|
Высушиваемый материал движется на ленте между пластинами конденсатора. Сушилка, показанная на схеме, имеет две ленты 6 и 7.). Под действием электрического ноля высокого напряжения (до 10 000 В) естественные и наведенные диполи стремятся ориентироваться в направлении силовых линий переменного поля, совершая при этом работу против сил трения. Последнее и приводит к выделению теплоты и равномерному нагреванию высушиваемого материала во всем объеме.
Интенсивность нагревания зависит от частоты электрического поля (длины волн) и его мощности, а также от свойств материала. Сушка токами высокой частоты обеспечивает быстрое и равномерное высушивание толстослойных материалов, однако требует дорогостоящего оборудования и больших расходов энергии. Поэтому применение высокочастотной сушки ограничено из- за необходимости строгого соблюдая особых мер техники безопасности.
10) Сублимационная сушилка:
Это сушка материалов в замороженном состоянии, при которой влага, находится в виде льда, переходит в пар, минуя жидкое состояние. Сублимационная сушка является разновидностью контактной вакуум-сушки, но проводится под более глубоким вакуумом. Откаточное давление в сублимационных сушилках составляет 133,.1—13,3 Па (1,0— 0,1 мм.рт.ст.). Процесс идет при соответственно низких температурах (порядка — 50оС).
В сушильной камере 1 на плитах 2 (внутри которых циркулирует вода) устанавливают противни 3 с высушиваемым материалом. Паровоздушная смесь из сушильной камеры 1 поступает в трубы конденсатора-вымораживателя 4, в межтрубном пространстве которого циркулирует низкотемпературный теплоноситель из холодильной установки. В трубах конденсатора происходит конденсация и замораживание водяных ларов. Обычно устанавливаются два конденсатора, которые работают попеременно.
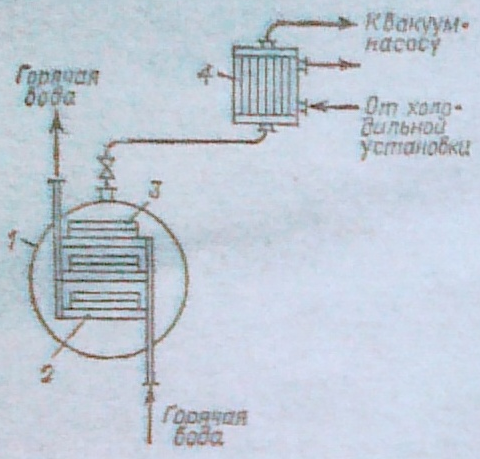 Сублимационная сушилка:
1 – сушительная камера (сублиматор);
2 – пустотелая плита; 3 – противень;
4 – конденсатор-вымораживатель.
Сублимационная сушилка:
1 – сушительная камера (сублиматор);
2 – пустотелая плита; 3 – противень;
4 – конденсатор-вымораживатель.
|
Высушенные материалы полностью сохраняют структуру и биологические свойства и могут храниться долгов время. Обычно расход энергии и эксплуатационные расходы в этом случае значительно больше, чем при обычной вакуум-сушке. Сублимационная сушка применяется для высушивания плазмы крови, для обработки различных продуктов питания и т.п.
Дата добавления: 2016-04-06; просмотров: 1513;