Мікрологістична система KANBAN
Найбільш розповсюдженою у світі серед мікрологістичних є концепція «just-in-time» - ЛТ («точно у термін»).
Однією із перших спроб практичного впровадження цієї концепції стала розроблена корпорацією Toyota Motor мікрологістич-иа система KANBAN, що в перекладі з японського означає «карта». Система KANBAN є першою реалізацією «тягнучих» мікрологістичних систем у виробництві, на впровадження якої від початку розробки у фірми Toyota пішло 10 років. Термін був таким тривалим, тому що система KANBAN не могла працювати без відповідного логістичного оточення концепції ЛТ. Ключовими елементами цього оточення стали:
- раціональна організація і збалансованість виробництва;
- тотальний контроль якості на всіх стадіях виробничого процесу і якості вихідних матеріальних ресурсів у постачальників;
- партнерство тільки з надійними постачальниками і перевізниками;
- підвищена професійна відповідальність всього персоналу.
Перші спроби американських і європейських конкурентів автоматично перенести схему KANBAN у виробництво без обліку цих та інших факторів логістичного оточення зазнали невдачі.
Мікрологістична система KANBAN, вперше застосована корпорацією Toyota Motor у 1972 p. на заводі «Такахама» (м. Нагоя, Японія), є системою організації неперервного виробничого потоку, який здатний до швидкої перебудови і практично не потребує страхових запасів. Сутність системи KANBAN полягає в тому, що всі виробничі підрозділи заводу, включаючи лінії кінцевого складання, забезпечуються матеріальними ресурсами тільки в тій кількості й у такі строки, які необхідні для виконання заданого підрозділом-споживачем замовлення. Таким чином, на відміну від традиційного підходу до виробництва, структурний підрозділ-виробник не має загального жорсткого графіка виробництва, а оптимізує свою роботу в межах замовлення наступного у виробничо-технологічному циклі підрозділу фірми, що здійснює операції на наступній стадії виробничо-технологічного циклу.
Особливостями такого планування є те, що вся диспетчеризація процесу побудована на горизонтальних зв'язках вздовж всього технологічного ланцюжку, а не на піраміді, характерній для традиційних рішень.
Засобом передачі інформації в системі є спеціальна картка «kanban» у пластиковому конверті. Поширено два види карток: відбору і виробничого замовлення (рис. 9.2., 9.3.)
У картці відбору зазначається кількість деталей (компонентів, напівфабрикатів), яку потрібно взяти на попередній ділянці обробки (складання), у той час як у картці виробничого замовлення - кількість деталей, яку потрібно виготовити (скласти) на попередній виробничій ділянці.
Картки виробничого замовлення і відбору роблять різнокольоровими - наприклад, білими і чорними. Ці картки циркулюють як всередині підприємств фірми Toyota, так і між корпорацією та компаніями-співробітниками, а також на підприємствах філій. Таким чином, картки «kanban» несуть інформацію про кількість витраченої і виробленої продукції, що дозволяє реалізовувати концепцію ЛТ.
| Склад Шифр Стелаж № 5Є215 Виробу А2-15 | Попередня ділянка |
| Номер Виробу 35670507 | Кування В-2 |
| Найменування Ведуче Виробу: зубчасте колесо | Наступна ділянка |
| Модель автомобіля S x 50BC | Механічна обробка т-6 |
| Місткість тари Тип тари Номер випуску 20 В 4/8 |
Рисунок 9.2 – Картка відбору «kanban»
| Склад Шифр Стелаж № 126-18 Виробу А5-34 | Ділянка механічної обробки |
| Номер Виробу 56790-321 | |
| Найменування Виробу: Колінчатий вал | |
| Модель автомобіля S x 150C |
Рисунок 9.3 – Картка замовлення «kanban»
Для ілюстрації технології роботи схеми KANBAN часто наводять приклад, взятий із праці, яка належить Я. Мондену.
При виготовленні продукції А, В, С на складальній лінії (рис. 9.4) деталі а і б, які застосовуються, виготовляються на попередній технологічній стадії (поточній лінії).
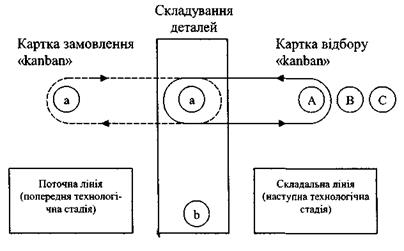
Рисунок 9.4 – Приклад переміщення карток «kanban»
Деталі а і в, створені на попередній стадії, складують уздовж конвеєра, прикріплюючи до них картки замовлення «kanban». Робітник зі складальної лінії, яка виготовляє продукцію а, на автонавантажувачі або з технологічним візком прибуває з карткою замовлення на місце складування деталі а, щоб взяти певну кількість ящиків деталей із прикріпленими до них картками відбору. На місці складування робітник завантажує навантажувач (технологічний візок) необхідною кількістю деталей а згідно з карткою відбору, знімаючи при цьому з ящиків прикріплені до них раніше картки виробничого замовлення. Потім робітник доставляє отримані деталі на складальну лінію з картками відбору «kanban». У той же час картки виробничого замовлення залишаються на місці складування деталей а в поточній лінії, вказуючи кількість взятих деталей. Вони формують замовлення на виготовлення нових деталей а, обсяг яких буде строго відповідати кількості, зазначеній в картці виробничого замовлення «kanban».
Так у системі підтримується мінімальний рівень запасів, який забезпечує безперервну роботу виробничо-технологічних ділянок та персоналу і регульований за допомогою розрахунку середньої денної потреби в кожній деталі та визначення кількості карток «kanban» на неї. Коли матеріальні ресурси витрачені, картка замовлення «kanban» відправляється постачальникам, щоб поповнити резерви. Оскільки прогнозовані кількість і час постачання невеликі, партії, що замовляються, мають невеликі розміри. Крім того, запас, який зберігається на період постачання, підтримується у мінімальних розмірах.
Важливими елементами мікрологістичної системи KANBAN є інформаційна система, яка включає не лише картки, але і виробничі, транспортні і постачальницькі графіки, технологічні карти, інформаційні світлові табло і т.д.; система регулювання потреби і професійної ротації кадрів; система тотального (TQM) і вибіркового («Дзідока») контролю якості продукції; система вирівнювання виробництва і ряд інших.
Практичне використання системи KANBAN, а потім її модифікованих версій дозволяє значно поліпшити якість продукції, яка випускається; скоротити логістичний цикл, як наслідок істотно підвищити обертання обігового капіталу фірм; знизити собівартість виробництва; практично виключити страхові запаси і значно зменшити незавершене виробництво.
Аналіз світового досвіду застосування мікрологістичної системи KANBAN багатьма відомими машинобудівними фірмами показує, що вона дає можливість зменшити виробничі запаси на 50%, запаси готової продукції- на 8% за умови значного прискорення обертання обігових засобів і підвищення якості готової продукції.
Сама ж фірма Toyota домоглася значного зниження виробничих запасів порівняно зі своїми конкурентами. Тут запаси деталей із розрахунку на один випущений автомобіль складає 77 доларів, у той час як на автомобільних фірмах США цей показник дорівнює приблизно 500 доларів.
9.6 Мікрологістична концепція „Оптимізована виробнича технологія”
У США і в інших країнах у 80-і роки почали широко використовувати систему організації виробництва ОПТ, у якій на якісно новій основі отримали подальший розвиток ідеї, закладені в системах KANBAN і MRP. Система організації виробництва і постачання, яку назвали «Оптимізованою виробничою технологією» (Optimized Production Technology, OPT), розроблена ізраїльськими та американськими фахівцями і відома також як «ізраїльський KANBAN».
ОПТ, як і система KANBAN, належить до класу тягнучих систем організації постачання і виробництва. Окремі західноєвропейські фахівці небезпідставно вважають, що ОПТ - це фактично комп'ютеризований варіант системи KANBAN з тією істотною різницею, що ОПТ запобігає виникненню вузьких місць у ланцюзі «постачання-виробництво-збут», а система KANBAN дозволяє ефективно усувати вже існуючі вузькі місця.
Основний принцип ОПТ - виявлення у виробництві вузького місця або критичних ресурсів. У їх якості можуть виступати:
- запаси сировини і матеріалів;
- машини й устаткування;
- техпроцеси;
- персонал.
Творці системи ОПТ стверджують, що втрати критичних ресурсів вкрай негативно впливають на виробництво у цілому, а економія некритичних ресурсів реальної вигоди виробництву, з погляду кінцевих результатів, не приносить. Від ефективності використання критичних ресурсів залежать темпи розвитку виробничої системи, у той час, як підвищення ефективності використання інших (некритичних) ресурсів на розвиток системи практично не впливає.
У системі ОПТ в автоматичному режимі вирішується ряд завдань оперативного і короткострокового управління виробництвом, у тому числі формування графіка виробництва на один день, тиждень. Під час формування оптимального графіка виробництва використовується критерій забезпеченості замовлень сировиною і матеріалами, ефективності використання ресурсів, мінімуму обігових коштів у запасах і гнучкості виробництва.
Для формування на ЕОМ графіків з бази даних системи ОПТ використовують три масиви:
- замовлення;
- технологічні карти;
- ресурси.
Дані файлу матеріалів і комплектуючих виробів обробляються паралельно з даними файлу технологічних карт, внаслідок чого формується граф - технологічний маршрут. Цей технологічний маршрут обробляється за допомогою програмного модуля, який ідентифікує критичні ресурси. Як наслідок з'являється можливість оцінити інтенсивність використання ресурсів і ступінь їх завантаження та відповідним чином впорядкувати їх. На цьому етапі технологічний маршрут розгалужується. Гілка критичних ресурсів включає всі вузькі місця і подальші пов'язані з ними виробничі і збутові операції.
У програмно-математичному забезпеченні системи ОПТ є модуль, який здійснює обробку даних:
- для кожного виду передбаченої до випуску продукції;
- для кожного виду технологічного процесу.
Після закінчення цієї операції включається наступний програмний модуль, який за .допомогою ітеративної процедури робить розрахунок завантаження кожного ресурсу та впорядкування цих ресурсів за ступенем їх використання. Потім наступний програмний модуль здійснює пошук критичних ресурсів у виробничій програмі. Далі один з модулів ОПТ за допомогою деякого алгоритму оптимізує використання критичних ресурсів у виробничій системі. Після закінчення цієї операції програма ранжує використання некритичних ресурсів. На цьому закінчується перша ітерація. Після пошуку та виправлення помилок процес повторюється. У результаті машинного розрахунку друкуються машинограми «Графік виробництва», «Потреба в сировині і матеріалах», «Стан складського запасу» та інші.
Ефект системи ОПТ полягає у збільшенні виходу готової продукції, зниженні виробничих і транспортних витрат, зменшенні обсягів незавершеного виробництва, скороченні виробничого циклу, зниженні потреби в складських і виробничих площах, підвищенні ритмічності відвантаження виготовленої продукції замовнику.
9.7 Мікрологістична концепція „Худе виробництво”
У останні роки на багатьох західних фірмах під час організації виробництва і в оперативному менеджменті набула поширення логістична концепція «худе виробництво» (lean production, LP). Ця концепція, власне кажучи, є розвитком концепції «точно у термін» і містить такі елементи, як система KANBAN і «планування потреб/ресурсів».
Сутність внутрішньовиробничої логістичної концепції «худе виробництво» виражається у творчому поєднанні таких основних компонентів:
- високої якості;
- невеликого розміру виробничих партій;
- низького рівня запасів;
- висококваліфікованого персоналу;
- гнучких виробничих технологій.
Концепція «худе виробництво» отримала свою назву, тому що потребує значно менше ресурсів, ніж масове виробництво (менше запасів, часу на виробництво одиниці продукції), спричиняє менші втрати через брак і т.д. Таким чином, ця концепція поєднує в собі переваги масового (великі обсяги виробництва - низька собівартість) і дрібносерійного виробництва (розмаїтість продукції та гнучкість). Основні цілі концепції «худе виробництво» у плані логістики:
- високі стандарти якості продукції;
- низькі виробничі витрати;
- швидке реагування на зміну споживчого попиту;
- малий час переналагодження устаткування.
Ключовими елементами реалізації логістичних цілей в оперативному менеджменті під час використанні цієї концепції є:
- зменшення підготовчо-заключного часу;
- невеликий розмір партій виробленої продукції;
- мала тривалість виробничого періоду;
- контроль якості всіх процесів;
- загальне продуктивне забезпечення (підтримка);
- партнерство з надійними постачальниками;
- еластичні потокові процеси;
- «тягнуча» інформаційна система.
Зупинимося більш детально на деяких ключових елементах. Велику увагу в концепції «худе виробництво» приділяють загальній виробничій підтримці для того, щоб забезпечити стан безперервної готовності технологічного устаткування, практично виключити можливість його відмови, поліпшити якість його технічного обслуговування і ремонту. Поряд із загальним контролем якості ефективна підтримка дозволяє до мінімуму скоротити запаси незавершеного виробництва (буферні запаси) між виробничо-технологічними ділянками. Велику роль у реалізації цих завдань відіграє підготовка персоналу середньої та нижчої ланки виробничого і логістичного менеджменту, який повинен:
- знати вихідні специфікації та вимоги підвідомчих виробничологістичних процесів і процедур;
- бути в змозі вимірювати результати роботи і контролювати логістичні операції;
- бути добре підготовленим і забезпеченим необхідними інструкціями;
- добре розуміти кінцеву мету управління.
Застосування в системі «худе виробництво» елементів систем KANBAN і «планування потреб/ресурсів» дозволяє істотно знизити рівень запасів і працювати практично з мінімальними страховими запасами без складування матеріальних ресурсів, чому сприяє співробітництво з надійними постачальниками.
Партнерство з надійними постачальниками матеріальних ресурсів характеризується такими основними твердженнями:
- постачальник - це партнер, а не конкурент;
- продавець і покупець матеріальних ресурсів координуюсь свої дії для успіху на ринку;
- продавець повинен сертифікувати свою продукцію згідно із світовими стандартами якості;
- покупець не повинен перевіряти якість вихідних матеріальних ресурсів;
- продавець повинен прагнути зменшити ціни на свою продукцію за умови стабільних тривалих взаємин з покупцем;
- продавець повинен кооперуватися з покупцем під час внесення змін у характеристики матеріальних ресурсів або розробки нових продуктів;
- продавець повинен інтегрувати свої логістичні операції з логістичною стратегією покупця матеріальних ресурсів.
Кінцевою метою такого партнерства є встановлення тривалих зв'язків з обмеженою кількістю надійних постачальників кожного виду матеріальних ресурсів. У концепції «худого виробництва» постачальники розглядаються як частина власної організації виробничої, маркетингової та логістичної діяльності, яка забезпечує досягнення місії компанії. Такий підхід до постачальників, що практично не вимагає вхідного контролю матеріальних ресурсів, робить їх справжніми партнерами у бізнесі і сприяє інтегруванню постачання в логістичну стратегію фірми. Постачальники матеріальних ресурсів повинні задовольняти такі основні очікування фірми-виробника готової продукції:
- доставка матеріальних ресурсів повинна здійснюватися відповідно до технології ЛТ;
- матеріальні ресурси повинні відповідати усім вимогам стандартів якості;
- вхідний контроль матеріальних ресурсів потрібно виключити;
- ціни на матеріальні ресурси повинні бути якомога нижчими з розрахунку тривалих господарських зв'язків у сфері постачань, але ціни не повинні превалювати над якістю матеріальних ресурсів і доставки їх споживачу;
- продавці матеріальних ресурсів повинні попередньо узгодити зі споживачем проблеми і труднощі, які виникають у їх ділових стосунках;
- продавці повинні супроводжувати постачання матеріальних ресурсів документацією (сертифікатами), яка підтверджує контроль якості їх виготовлення, або документацією з організації такого контролю у фірми-виробника;
- продавці повинні допомагати покупцю в проведенні експертиз або адаптації технологій до нових модифікацій матеріальних ресурсів;
- матеріальні ресурси повинні супроводжуватися відповідними вхідними і вихідними специфікаціями.
Велике значення для реалізації концепції «худе виробництво» у внутрішньовиробничій логістичній системі має загальний контроль якості на всіх рівнях виробничого циклу. Як правило, більшість західних фірм використовують під час контролю якості своєї продукції концепцію загального управління якістю і серію стандартів ISO-9000.
Логістичне управління цими компонентами потрібно спрямувати на реалізацію цілей систем «худого виробництва». У цьому аспекті необхідними елементами є трансформація і транспортування; інспекції якості потрібно проводити якомога рідше (відповідно до концепції загального управління якістю), а елементи «складування» і «затримки» - взагалі виключити. Іншими словами, необхідно усунути зайві операції, що є девізом концепції «худого виробництва».
Дата добавления: 2016-03-22; просмотров: 1112;