Машиностроительные материалы
Материалы деталей обычно выбирают соответственно основному критерию работоспособности и требованиям технологичности и экономики.
Затраты на материалы в общей стоимости машин составляют весьма значительную часть, напр., в редукторах общего назначения эта часть достигает 85%, в автомобилях – 70%. Снижение материалоемкости конструкции является важным источником повышения эффективности общественного производства.
Наиболее распространенными материалами в машиностроении являются металлы, которые подразделяют на черные и цветные.
Черные металлы (стали и чугуны)в машинах занимают по весу более 90%; они сравнительно дешевы, обладают высокой прочностью и жесткостью. Основные недостатки черных металлов – высокая плотность и слабая коррозионная стойкость.
Цветные металлы (медь, цинк, олово, свинец, алюминий, титан, магний и др.) входят в состав цветных сплавов (бронзы, латуни, баббиты) и легких сплавов (силумины, дюралюминий, магниевые, титановые и др.).
Бронза – сплавы на основе меди (например, БрО10НФ).
Латуни – сплавы меди с цинком (например, Л82).
Баббиты – сплавы меди с мягкими металлами (оловом, свинцом, кальцием). Например: Б16, БС6.
Силумины – алюминиевый сплав с кремнием (АЛ4).
Дюралюмины – алюминиевый сплав с медью и марганцем (МЛ5)
Цветные металлы и сплавы значительно дороже черных, более дефицитны и используются для выполнения особых требований: легкости, антифрикционности, антикоррозионности и др.
Все более широко в машиностроении применяют неметаллические материалы (дерево, кожа, резина, асбест, металлокерамика, пластмассы и др.).
Пластмассы обладают довольно высокой прочностью, малой плотностью, электроизоляционными и антикоррозионными, фрикционными или антифрикционными свойствами. Детали из пластмасс имеют малую трудоемкость, так как их получают высокопроизводительными методами.
Пластмассы подразделяют на термореактивные и термопластичные. Термореактивные пластмассы в процессе изготовления под действием высокой температуры становятся твердыми и неспособными плавится под действием высокой температуры (текстолит, гетинакс и др.).
Термопластичные пластмассы, размягчающиеся при высоких температурах, пригодны для повторного формирования (полиэтилен, полипропилен, винипласт, фторопласты и др.).
Недостатки пластмасс: низкая теплостойкость и старение, сопровождаемое постепенным изменением механических характеристик.
Композиционные конструкционные материалы (например, биметаллы, стеклопластики и др.) образуются объемным сочетанием химически разнородных компонентов. Композиционные материалы могут обладать весьма высокими механическими, диэлектрическими, жаропрочными и другими свойствами.
Пути экономии материалов при конструировании:
1.Выбор оптимальных схем механизмов и узлов.
2.Выбор оптимальных форм деталей в зависимости от их назначения, уменьшение или исключение концентраторов напряжений.
3.Упрочнение деталей. Например, повышение твердости зубьев колес с НВ200 до НRC 65 позволяет уменьшить массу редуктора в 8 раз.
4. Совершенствование заготовительных операций уменьшает отход материала в несколько раз.
Классификация зубчатых механизмов
По взаимному расположению осей
 - цилиндрические (оси параллельны) рис.3 , а-г;
- цилиндрические (оси параллельны) рис.3 , а-г;
 - конические (оси пересекаются) рис.3,д,е;
- конические (оси пересекаются) рис.3,д,е;
 - винтовые (оси перекрещиваются) рис.3, ж.
- винтовые (оси перекрещиваются) рис.3, ж.
По относительному расположению поверхностей вершин и впадин зубьев колес
 - передачи внешнего зацепления (рис.3,а);
- передачи внешнего зацепления (рис.3,а);
 - передачи внутреннего зацепления.
- передачи внутреннего зацепления.
По характеру движения осей
 - обычные передачи – имеют неподвижные геометрические оси всех колес;
- обычные передачи – имеют неподвижные геометрические оси всех колес;
 - планетарные передачи – оси одного или нескольких колес подвижны.
- планетарные передачи – оси одного или нескольких колес подвижны.
По направлению зубьев
 - прямозубые (рис.3,а);
- прямозубые (рис.3,а);
 - косозубые (рис.3, в)
- косозубые (рис.3, в)
По профилю зубьев
 - с эвольвентным зацеплением – профили зубьев очерчены по эвольвенте;
- с эвольвентным зацеплением – профили зубьев очерчены по эвольвенте;
 - с зацеплением Новикова – профили зубьев очерчены по окружностям.
- с зацеплением Новикова – профили зубьев очерчены по окружностям.
Зубчатые передачи также служат для преобразования вращательного движения в поступательное и наоборот (рис. 3, з).
Кроме перечисленных существуют передачи с гибкими зубчатыми колесами, называемые волновыми.
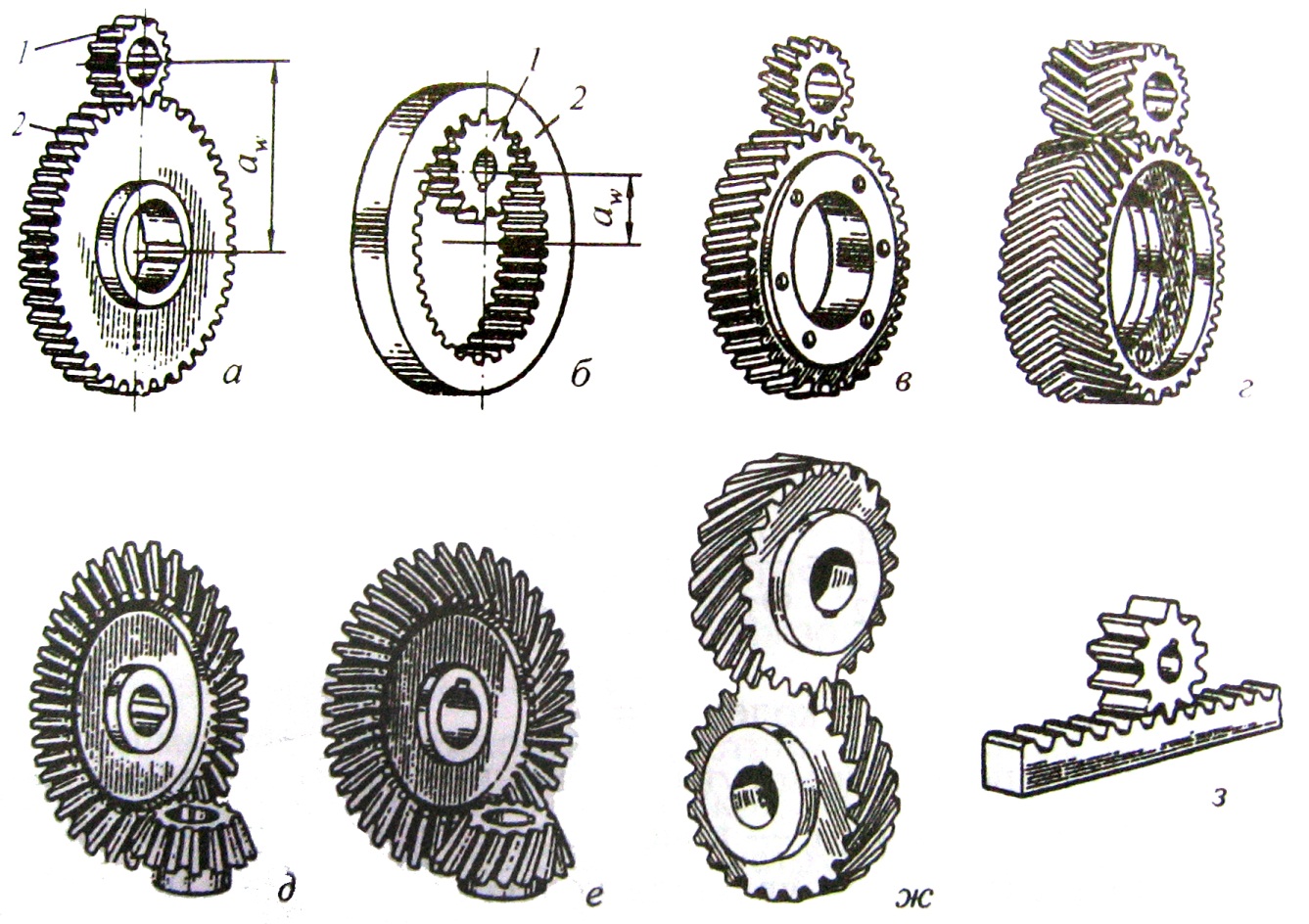
Рис.3
Зубчатые передачи наиболее распространены среди механических передач.
Геометрические характеристики и параметры зубчатого зацепления
Рассмотрим геометрию и основные параметры зубчатого зацепления прямозубых колес (рис.4). Особенности косозубых колес рассмотрим дополнительно.
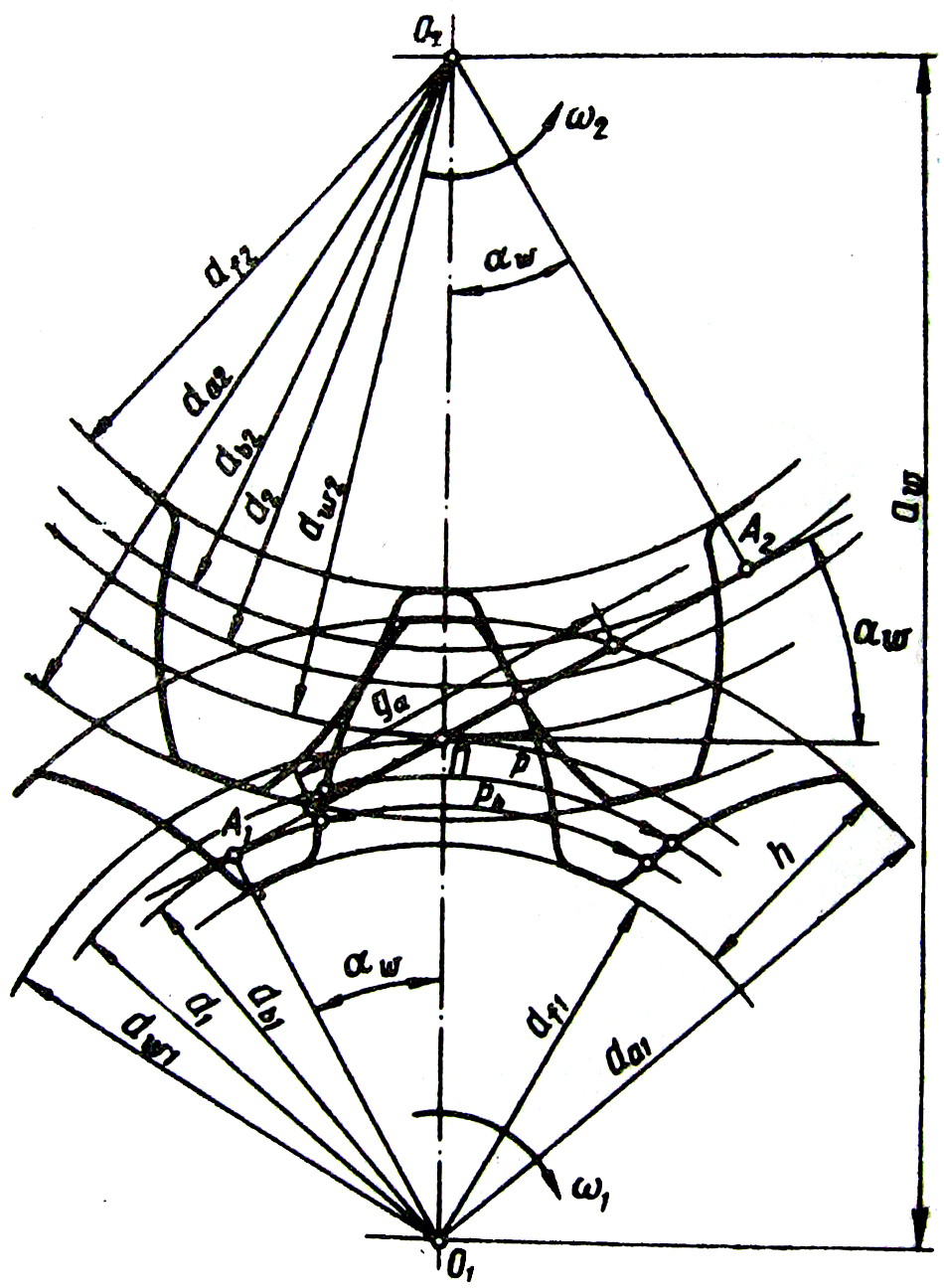
Рис.4
Здесь:
 и
и  - число зубьев шестерни и колеса;
- число зубьев шестерни и колеса;
 и
и  - диаметры окружностей выступов зубьев;
- диаметры окружностей выступов зубьев;
 и
и  - диаметры окружностей впадин зубьев;
- диаметры окружностей впадин зубьев;
 и
и  - диаметры делительных окружностей шестерни и колеса (диаметр окружности, по которой обкатывается инструмент при нарезании зубьев);
- диаметры делительных окружностей шестерни и колеса (диаметр окружности, по которой обкатывается инструмент при нарезании зубьев);
 и
и  - диаметры начальных окружностей шестерни и колеса (диаметры окружностей, по которым пара зубчатых колес обкатывается в процессе вращения; для некоррегированных передач передач = , = );
- диаметры начальных окружностей шестерни и колеса (диаметры окружностей, по которым пара зубчатых колес обкатывается в процессе вращения; для некоррегированных передач передач = , = );
 и
и  - диаметры основных окружностей шестерни и колеса (диаметры окружностей, разверткой которых являются эвольвенты зубьев);
- диаметры основных окружностей шестерни и колеса (диаметры окружностей, разверткой которых являются эвольвенты зубьев);
 - высота зуба,
- высота зуба,
где  - высота ножки зуба,
- высота ножки зуба,  - высота головки зуба,
- высота головки зуба,

 - коэффициент высоты головки зуба (обычно = 1),
- коэффициент высоты головки зуба (обычно = 1),
 - коэффициент радиального зазора (обычно = 0,25);
- коэффициент радиального зазора (обычно = 0,25);
 -угол зацепления или угол профиля начальный (угол между линией зацепления и прямой, перпендикулярной к линии
-угол зацепления или угол профиля начальный (угол между линией зацепления и прямой, перпендикулярной к линии  , соединяющей центры колес);
, соединяющей центры колес);
 - радиальный зазор между головкой и впадиной зубьев сопряженного колеса;
- радиальный зазор между головкой и впадиной зубьев сопряженного колеса;
 =
=  - угол профиля делительный;
- угол профиля делительный;

 - линия зацепления (общая касательная к основным окружностям);
- линия зацепления (общая касательная к основным окружностям);
 - длина активной линии зацепления (отсекаемая окружностями вершин зубьев);
- длина активной линии зацепления (отсекаемая окружностями вершин зубьев);
 - делительный окружной шаг;
- делительный окружной шаг;
 - основной окружной шаг;
- основной окружной шаг;
 - окружной модуль зубьев;
- окружной модуль зубьев;
 - полюс зацепления (точка касания начальных окружностей и одновременно точка пересечения линии центров колес О1О2 с линией зацепления.
- полюс зацепления (точка касания начальных окружностей и одновременно точка пересечения линии центров колес О1О2 с линией зацепления.
Модуль зубьев – основной параметр зубчатого колеса, Для пары колес, находящихся в зацеплении, модуль должен быть одинаковым. Модули зубьев для цилиндрических и конических колес регламентированы ГОСТом(9563-80) в диапазоне 0.05…100 мм.
 1ряд (предпочтительный): 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25 и т.д.
1ряд (предпочтительный): 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25 и т.д.
 2 ряд:1; 1,25; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7; 9; 11; 14 и т.д.
2 ряд:1; 1,25; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7; 9; 11; 14 и т.д.
Все основные параметры зубчатых колес выражают через модули, а именно: шаг зубьев
=  ; (1)
; (1)
диаметр делительной окружности
 (2)
(2)
В соответствии со стандартным исходным контуром для цилиндрических колес высота головки зуба  , высота ножки зуба
, высота ножки зуба  , где
, где  - радиальный зазор.
- радиальный зазор.
Для колес без смещения:
высота зубьев цилиндрических колес
 ; (3)
; (3)
диаметр вершин зубьев
 ; (4)
; (4)
диаметр впадин
 ; (5)
; (5)
межосевое расстояние (знак минус для внутреннего зацепления).
 (6)
(6)
Диаметры основных окружностей шестерни и колеса равны:
 ;
; 
 . (7)
. (7)
При работе передачи в зацеплении находится одновременно одна или две пары зубьев. При двухпарном зацеплении нагрузка на зуб снижается вдвое. Количественной оценкой многопарности зацепления является коэффициент торцового перекрытия
 . (8)
. (8)
По условию непрерывности зацепления и плавности хода передачи должно быть  . Расчет
. Расчет  проводится по формуле
проводится по формуле
 (9)
(9)
Выбор материалов зубчатых передач и вида термообработки
При выборе материала зубчатых колес следует учитывать назначение проектируемой передачи, условия эксплуатации, требования к габаритным размерам и возможную технологию изготовления колес. Основным материалом для изготовления зубчатых колес является сталь. Необходимую твердость в сочетании с другими механическими характеристиками (а, следовательно, желаемые габариты и массу передачи) можно получить за счет назначения соответствующей термической или химико-термической обработки стали.
В условиях индивидуального и мелкосерийного производства, в мало- и средненагруженных передачах, а также в передачах с большими габаритами колес (когда термическая обработка их затруднена) обычно применяют нормализованные или улучшенные зубчатые колеса с твердостью  . При этом возможно чистовое нарезание зубьев непосредственно после термообработки с высокой точностью изготовления, а при работе передачи обеспечивается хорошая прирабатываемость зубьев без хрупкого разрушения их при динамических нагрузках.
. При этом возможно чистовое нарезание зубьев непосредственно после термообработки с высокой точностью изготовления, а при работе передачи обеспечивается хорошая прирабатываемость зубьев без хрупкого разрушения их при динамических нагрузках.
Для равномерного изнашивания зубьев и лучшей их прирабатываемости твёрдость шестерни  рекомендуют назначать больше твёрдости колеса не менее чем на (10...15) единиц:
рекомендуют назначать больше твёрдости колеса не менее чем на (10...15) единиц:

В условиях крупносерийного и массового производства целесообразно применять зубчатые колеса с высокотвердыми зубьями  . При твердости
. При твердости  твердость обычно выражают в единицах Роквелла -
твердость обычно выражают в единицах Роквелла -  . Такая твердость обеспечивается после проведения упрочняющих видов термической и химико-термической обработки:
. Такая твердость обеспечивается после проведения упрочняющих видов термической и химико-термической обработки:
• закалки (объемной или поверхностной),
• цементации с последующей закалкой, азотирования и др.
Применение высокотвердых материалов является резервом повышения нагрузочной способности зубчатых передач, уменьшения их габаритов и массы. Однако с высокой твердостью материала связаны дополнительные трудности:
• плохая прирабатываемость зубьев, что требует повышенной точности изготовления;
• необходимость проведения термообработки после зубонарезания.
Большинство видов упрочняющей термообработки сопровождается значительным короблением зубьев. Для исправления формы зубьев, восстановления требуемой степени точности требуются дополнительные дорогостоящие операции: шлифование, полирование, притирка и т.п., что удлиняет технологический процесс изготовления зубчатых колес и значительно повышает стоимость передачи.
Выбор материалов зубчатых передач и вида термообработки
При выборе материала зубчатых колес следует учитывать назначение проектируемой передачи, условия эксплуатации, требования к габаритным размерам и возможную технологию изготовления колес. Основным материалом для изготовления зубчатых колес является сталь. Необходимую твердость в сочетании с другими механическими характеристиками (а, следовательно, желаемые габариты и массу передачи) можно получить за счет назначения соответствующей термической или химико-термической обработки стали.
В условиях индивидуального и мелкосерийного производства, в мало- и средненагруженных передачах, а также в передачах с большими габаритами колес (когда термическая обработка их затруднена) обычно применяют нормализованные или улучшенные зубчатые колеса с твердостью . При этом возможно чистовое нарезание зубьев непосредственно после термообработки с высокой точностью изготовления, а при работе передачи обеспечивается хорошая прирабатываемость зубьев без хрупкого разрушения их при динамических нагрузках.
Для равномерного изнашивания зубьев и лучшей их прирабатываемости твёрдость шестерни рекомендуют назначать больше твёрдости колеса не менее чем на (10...15) единиц:
В условиях крупносерийного и массового производства целесообразно применять зубчатые колеса с высокотвердыми зубьями . При твердости твердость обычно выражают в единицах Роквелла - . Такая твердость обеспечивается после проведения упрочняющих видов термической и химико-термической обработки:
• закалки (объемной или поверхностной),
• цементации с последующей закалкой, азотирования и др.
Применение высокотвердых материалов является резервом повышения нагрузочной способности зубчатых передач, уменьшения их габаритов и массы. Однако с высокой твердостью материала связаны дополнительные трудности:
• плохая прирабатываемость зубьев, что требует повышенной точности изготовления;
• необходимость проведения термообработки после зубонарезания.
Большинство видов упрочняющей термообработки сопровождается значительным короблением зубьев. Для исправления формы зубьев, восстановления требуемой степени точности требуются дополнительные дорогостоящие операции: шлифование, полирование, притирка и т.п., что удлиняет технологический процесс изготовления зубчатых колес и значительно повышает стоимость передачи.
Критерии работоспособности зубчатых колес и расчетная нагрузка
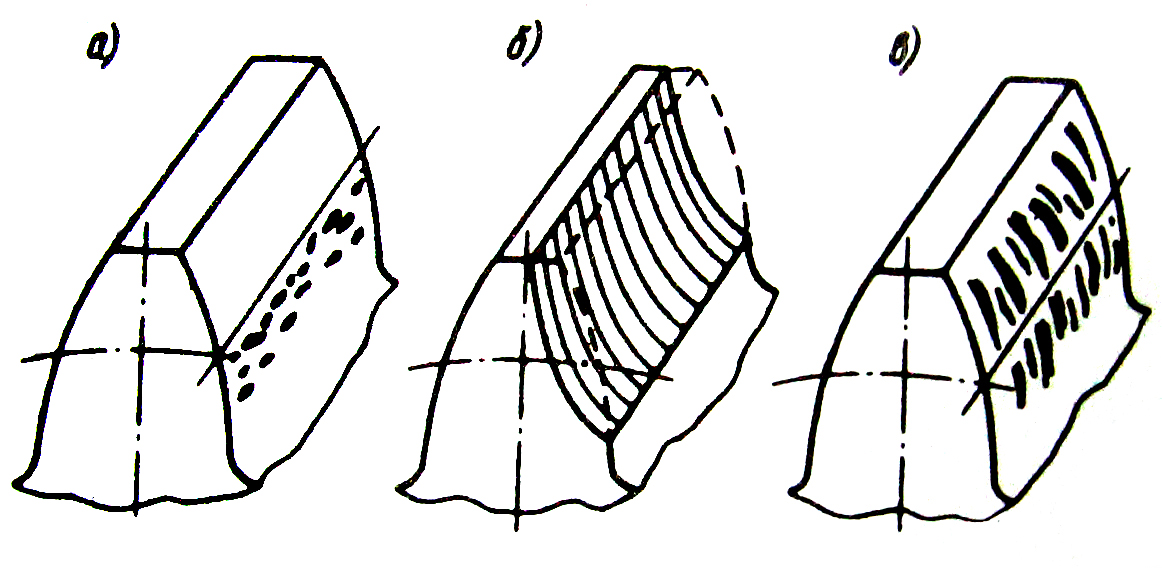
Рис. 6
Дата добавления: 2016-03-04; просмотров: 1421;