Государственные стандарты. Единой системы допусков и посадок
Основные положения. Согласно ГОСТ 25346, ГОСТ 25347, ГОСТ 25348, в системах ИСО и ЕСДП установлены допуски и посадки для размеров менее 1 мм и до 500 мм, от 500 до 3150 мм, а в ЕСДП также для размеров от 315 до 10 000 мм. В ЕСДП поля допусков для размеров менее 1 мм выделены отдельно.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин построены по единым принципам. Предусмотрены посадки в системе отверстия и в системе вала (рис. 1.9).
Поле допуска основного отверстия


 Поле допуска основного вала
Поле допуска основного вала
 |  |




 0 0
0 0
 |  |
 Поля допусков валов
Поля допусков валов
 Поля допусков отверстий
Поля допусков отверстий

 Номинальный размер D, d
Номинальный размер D, d
 а) б)
а) б)
Рис.3 . Примеры расположения полей допусков для посадок
в системах отверстия (а) и в системе вала (б)
Посадки в системе отверстия - это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 3, а), которое обозначают Н. Для всех посадок в системе отверстия нижнее отклонение отверстия EI = 0, т.е. нижняя граница поля допуска основного отверстия, всегда совпадает с нулевой линией, верхнее отклонение ES всегда положительное и равно цифровому значению допуска, т.е. TD = ES - EI = ES - 0 = ES. Поле допуска основного отверстия откладывают вверх, т.е. в материал детали.
Посадка в системе вала - это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 3, б), который обозначают h. Для всех посадок в системе вала верхнее отклонение основного вала es = 0 , т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией, нижнее отклонение отрицательное и равно цифровому значению допуска по модулю, т.е. допуск основного вала так как и все допуски положительные (Td = es - ei = 0 - (-ei) = 1ei1. Поле допуска основного вала откладываются вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной. Характер одноименных посадок (т.е. предельные зазоры и натяги) в системах отверстия и вала примерно одинаков. Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.
Точные отверстия обрабатывают дорогостоящим режущим инстру- ментов (зенкерами, развертками, протяжками и т.п.). Каждый из них применяют для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия.
Однако в иногда по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. При выборе системы посадок нужно также учитывать допуски на стандартные детали и составные части изделий (например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготовлять по системе отверстия, а гнездо в корпусе для установки подшипника - по системе вала).
В некоторых случаях (в ремонтной практике) целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называют внесистемными (комбинированными).
Для построения систем допусков устанавливают единицу допуска i (I), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности, а также число единиц допуска (а), зависящее от качества изготовления (квалитета) и не зависящее от номинального размера (в ЕСДП установлено 19 квалитетов - совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Порядковый номер возрастает с увеличением допуска: 01; 0; 1; 2;...17 (допуск по квалитету обозначается через IT с порядковым номером, например IT14).
На основании исследований точности механической обработки установлены следующие эмпирические формулы нахождения едини-цы допуска для размеров: до 500 мм - i = 0.45  + 0.001 D; от 500 мм до 10000 мм - I = 0,004D + 2,1, где D - среднее геометрическое крайних размеров каждого интервала, мм (D =
+ 0.001 D; от 500 мм до 10000 мм - I = 0,004D + 2,1, где D - среднее геометрическое крайних размеров каждого интервала, мм (D =  ); i (I) - единица допуска, мкм, 0,001D учитывает погрешность измерения.
); i (I) - единица допуска, мкм, 0,001D учитывает погрешность измерения.
Число единиц допуска (а) постоянное для каждого квалитета (качества изготовления) и не зависит от номинального размера. Число
единиц допуска при переходе от одного квалитета к другому, начиная с 5-го и по 17-й, изменяется приблизительно по геометрической про- грессии со знаменателем 
 1,6. Число единиц допуска для этих квалитетов соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000 и 1600. Начиная с 5-го квалитета допуски при переходе к следующему, более грубому квалитету увеличиваются на 60%, а через каждые пять квалитетов - в 10 раз. Это правило дает возможно- сть развить систему в сторону более грубых квалитетов, например IT 18 = 10 IT13 и т.д. Таким образом, допуск любого квалитета равен IT = a i.
1,6. Число единиц допуска для этих квалитетов соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000 и 1600. Начиная с 5-го квалитета допуски при переходе к следующему, более грубому квалитету увеличиваются на 60%, а через каждые пять квалитетов - в 10 раз. Это правило дает возможно- сть развить систему в сторону более грубых квалитетов, например IT 18 = 10 IT13 и т.д. Таким образом, допуск любого квалитета равен IT = a i.
Все измерения в ЕСДП определены при нормальной температуре, которая во всех странах принята равной 20  20С (ГОСТ 9249). Она близка к температуре рабочих помещений машиностроительных и приборостроительных заводов. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допускаемых значений (ГОСТ 8.050). Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях.
20С (ГОСТ 9249). Она близка к температуре рабочих помещений машиностроительных и приборостроительных заводов. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допускаемых значений (ГОСТ 8.050). Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и измерительного средства, можно компенсировать введением поправки, равной погрешности, взятой с обратным знаком. Температурную погрешность  l приближенно определяют по формуле
l приближенно определяют по формуле
L = L (  1 t1 - 2
1 t1 - 2  t2),
t2),
где L - измеряемый размер, мм; 1 и 2 - температурные коэффициен-
ты линейного расширения материалов деталей и измерительного
средства соответственно, 0С -1; t1 = t1 - 200C - разность между темпе- ратурой детали и нормальной температурой; t2 = t2 - 200C - разность между температурой измерительного средства и нормальной температурой.
Если температура детали и средств измерения одинакова, но не равна 200С, также неизбежны ошибки вследствие разности температу-
рных коэффициентов линейного расширения детали и измерительного средства. В этом случае (т.е. при t1 = t2 = t) погрешность
L L t ( 1 - 2).
Для построения рядов допусков каждый из диапазонов размеров в свою очередь разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: до 3, от 3 до 6, от 6 до 10 мм,, от 400 до 500 мм. Для полей, образующих посадки с боль-шими зазорами или натягами, введены дополнительные промежуточные интервалы, что уменьшает колебание зазоров и натягов и делает посадки более определенными.
Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением. Для образования посадок с различными зазорами и натягами в системе ИСО и ЕСДП для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий.
Основное отклонение - это расстояние от ближней границы поля допуска до нулевой линии (рис. 1.10) Основные отклонения отверстий обозначают прописными буквами латинского алфавита (Н), валов- строчными (h). Отклонение А - Н (а - h) предназначены для образова- ния полей допусков в посадках с зазором; отклонения Js - N (js - n) - в переходных посадках, отклонения P -ZC (p - zc) - в посадках с натягом.
Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера. Абсолютное значение и знак каждого основного отклонения вала (верхнего es для вала а - h или нижнего ei для вала j - zs) определяют по эмпирическим формулам. Основное отклонение вала не зависит от квалитета (даже когда формула содержит допуск IT). Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонением валов, обозначаемым той же буквой.
 A Положительные отклонения
A Положительные отклонения

 B
B
C CD Отверстия
D E
EF F JS J K M
+ FG N P Нулевая линия

 0 0
0 0
- G H R S
T
U V
Отрицательные отклонения X
Y Z
ZA ZB ZC
Номинальный размер

Вал
| | | |
zb zc
Положительные отклонения za

 z
z
x y
p u v
n s t
Нулевая лин h r

 0 + 0
0 + 0
- f fg
e ef g js j k m Номинальный размер

 cd d
cd d
c Отрицательные отклонения
 a b
a b
Рис. 4. Основные отклонения отверстий и валов
Предельные отклонения линейных размеров указывают на чертежах непосредственно после номинальных размеров (рис.5 а - ж) следующими тремя способами:
1) условными обозначениями полей допусков (основное отклонение и квалитет) или числовыми значениями;
2) условными обозначениями и числовыми значениями, которые помещают справа от условных обозначений, в скобках.
Третий способ применяют в тех случаях, если предельные отклонения назначены:
· на размеры, не включенные в ряды нормальных линейных разме-ров;
· на определенные виды изделий и их элементы, например на пазы для шпонок;
· на размеры уступов с несимметричным полем допуска;
· на отверстия по системе вала.
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе – буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, после буквенного обозначения основного отклонения проставляют цифровое значение квалитета, в знаменателе – аналогичное обозначение поля допуска вала.
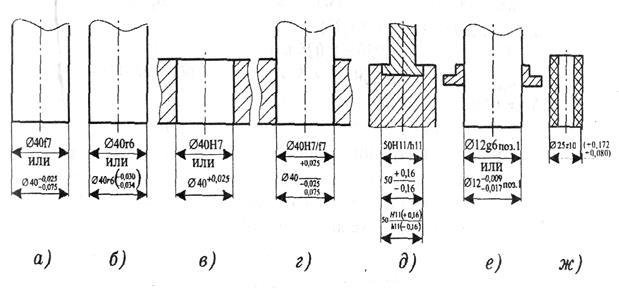 Рис.5. Примеры обозначения полей допусков и посадок на чертежах
Рис.5. Примеры обозначения полей допусков и посадок на чертежах
Дата добавления: 2016-01-26; просмотров: 1462;