Штангенинструменты и микрометры
1.4.1 Штангенциркули.Штангенинструменты являются распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д. Все штангенинструменты основаны на применении нониусов, по которым отсчитывают дробные доли делений основных шкал.
На рисунке 1.8 показано устройство штангенциркуля типа ШЦ – I.
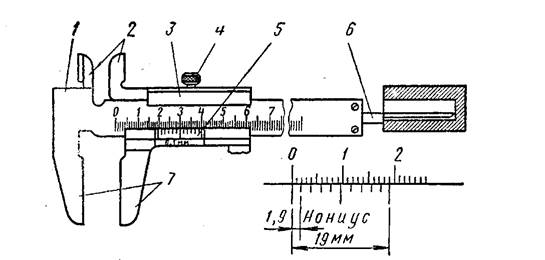
1— штанга, 2, 7 — губки, 3— подвижная рамка, 4— зажим,
5– шкала нониуса, 6— линейка глубиномера
Рисунок 1.8 Штангенциркуль ШЦ – I
Штангенциркули применяются трех типов: ШЦ - I, ШЦ – II (двухсторонние) и ШЦ – III (односторонний) по ГОСТ 166—89.
Штангенциркуль ШЦ - I применяется для измерения наружных, внутренних размеров и глубин с величиной отсчета по нониусу 0,1 мм. Штангенциркуль (рисунок 1.8) имеет штангу 1, на которой нанесена шкала с миллиметровыми делениями. На одном конце этой штанги имеются неподвижные измерительные губки 2и 7а на другом конце линейка 6для измерения глубин. По штанге перемещается подвижная рамка 3с губками 2и 7.
Рамка в процессе измерения закрепляется на штанге зажимом 4.
Нижние губки 7 служат для измерения наружных размеров, а верхние 2 — для внутренних размеров. На скошенной грани рамки 3нанесена шкала 5, называемая нониусом. Нониус предназначен для определения дробной величины цены деления штанги, т. е. для определения доли миллиметра. Шкала нониуса длиной 10 мм разделена на 10 равных частей; следовательно, каждое деление нониуса равно 19:10=1,9 мм, т. е. оно короче расстояния между каждыми двумя делениями, нанесенными на шкалу штанги, на 0,1 мм (2,0—1,9=0,1). При сомкнутых губках начальное деление нониуса совпадает с нулевым штрихом шкалы штангенциркуля, а последний—10-й штрих нониуса — с 19-м штрихом шкалы.
Перед измерением при сомкнутых губках нулевые штрихи нониуса и штанги должны совпадать. При отсутствии просвета между губками для наружных измерений или при небольшом просвете (до 0,012 мм)должны совпадать нулевые штрихи нониуса и штанги.
При измерении деталь берут в левую руку, которая должна находиться за губками и захватывать деталь недалеко от губок, правая рука должна поддерживать штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия.
 Рамку закрепляют зажимом большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать нижнюю губку штанги. При чтении показаний штангенциркуль держат прямо перед глазами. Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0,1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. Примеры отсчета показаны на рисунке 1.9.
Рамку закрепляют зажимом большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать нижнюю губку штанги. При чтении показаний штангенциркуль держат прямо перед глазами. Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0,1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. Примеры отсчета показаны на рисунке 1.9.
39+0,1*7= 39,7; 61+0,1*4=61,4
Рисунок 1.9 Примеры отсчета размеров по шкалам штанги и нониуса
Штангенциркули предназначены для измерения наружных и внутренних размеров, глубин отверстий и разметочных работ, изготовлены из высококачественных сталей.
Основные типы и параметры штангенциркулей по ГОСТ 166-89 приведены в таблицах 1.2 – 1.7
Таблица 1.2 – Измерительные характеристики и внешний вид ШЦ – I
| Диапазон измерений, мм | Цена деления, мм | 
|
| 0-125 | 0,05; 0,1 | |
| 0-150 | 0,05; 0,1 | |
| 0-200 | 0,05; 0,1 | |
| 0-300 | 0,05; 0,1 |
Таблица 1.3 – Измерительные характеристики и внешний вид ШЦ – II
| Диапазон измерений, мм | Цена деления, мм |
| 0-250 | 0,05; 0,1 |

|
Таблица 1.4 – Измерительные характеристики и внешний вид ШЦ – III
| Диапазон измерений, мм | Цена деления, мм | 
|
| 0-400 | 0,05; 0,1 | |
| 0-500 | 0,05; 0,1 | |
| 0-630 | 0,05; 0,1 | |
| 0-800 | 0,05; 0,1 | |
| 0-1000 | 0,05; 0,1 | |
| 0-1600 | 0,05; 0,1 | |
| 0-2000 | 0,05; 0,1 | |
| 0-3000 | 0,05; 0,1 |
Кроме механических штангенциркулей применяют цифровые со встроенным портом, показания не требуют расчета, имеется возможность переноса размеров на электронные носители и ПК.
Таблица 1.5 – Измерительные характеристики и внешний вид ШЦЦ – I
| Диапазон измерений, мм | Цена деления, мм |

|
| 0-125 | 0,01 | |
| 0-150 | 0,05 | |
| 0-200 | 0,05 | |
| 0-300 | 0,05 |
Таблица 1.6 – Измерительные характеристики и внешний вид ШЦЦ – II
| Диапазон измерений, мм | Цена деления, мм | 
|
| 0-250 | 0,01 |
Таблица 1.7 – Измерительные характеристики и внешний вид ШЦЦ – III
| Диапазон измерений, мм | Цена деления, мм | 
|
| 0-400 | 0,01 | |
| 0-500 | 0,01 | |
| 0-630 | 0,01 | |
| 0-800 | 0,01 | |
| 0-1000 | 0,01 | |
| 0-1600 | 0,01 | |
| 0-2000 | 0,01 | |
| 0-3000 | 0,01 |
1.4.2 Штангенглубиномеры.Эти инструменты служат для измерения высот, глубины глухих отверстий, канавок, пазов, выступов. Изготавливаются по ГОСТ 162-90.
В таблицах 1.8 – 1.10 приведены измерительные характеристики и внешний вид штангенглубиномеров.
Таблица 1.8 – Измерительные характеристики и внешний вид Штангенциркуля с губками для измерения внутренних канавок
| Диапазон измерений, мм | Цена деления, мм | 
|
| 20-150 | 0,05 | |
| 20-200 | 0,05 | |
| 20-300 | 0,05 | |
| 20-500 | 0,05 | |
| 40-340 | 0,05 |
Таблица 1.9 – Измерительные характеристики и внешний вид Штангенглубиномера ШГ
| Модель с диапазоном измерений | Цена деления, мм | 
|
| ШГ 160 | 0,05 | |
| ШГ 200 | 0,05 | |
| ШГ 250 | 0,05 | |
| ШГ 300 | 0,05 | |
| ШГ 400 | 0,05 |
Таблица 1.10 – Измерительные характеристики и внешний вид Штангенглубиномера цифрового ШГЦ
| Модель с диапазоном измерений | Цена деления, мм | 
|
| ШГЦ 150 | 0,05 | |
| ШГЦ 200 | 0,05 | |
| ШГЦ 300 | 0,05 |
При измерении глубин отверстий штангенглубиномер устанавливают на опорную (измеряемую) поверхность детали основанием, прижимают основание левой рукой, а правой рукой опускают штангу до упора и зажимают винтом. Результаты измерений отсчитываются примерно таким же образом, как на обычном штангенциркуле, только нониусы отградуированы таким образом, что позволяют оценить десятые и сотые доли мм.
1.4.3 Штангенрейсмусы предназначены для измерения высот от плоских поверхностей и точной разметки, изготавливаются по ГОСТ 164-90.
Штангенрейсмусы устроены следующим образом: они имеют основание с жестко закрепленной на нем штангой со шкалой, передвижную рамку с нониусом и стопорным винтом, устройство микрометрической подачи, которая состоит из движка, винта, гайки и стопорного винта, что позволяет устанавливать сменные ножки с острием для разметки (нанесения рисок).
Основные измерительные характеристики и внешний вид штангерейсмусов приведены в таблицах 1.11 – 1.12.
Таблица 1.11 – Измерительные характеристики и внешний вид штангенрейсмуса
| Модель и диапазон измерений | Цена деления, мм | 
|
| ШР 250 | 0,05 | |
| ШР 400 | 0,05 | |
| ШР 600 | 0,05 | |
| ШР 1000 | 0,05 |
Таблица 1.12 – Измерительные характеристики и внешний вид штангенрейсмуса цифрового
| Модель и диапазон измерений | Цена деления, мм | 
|
| ШРЦ 250 | 0,01 | |
| ШРЦ 400 | 0,01 | |
| ШРЦ 600 | 0,01 |
1.4.4 Микрометрические инструменты: микрометр, микрометрический глубиномер, микрометрический нутромер.
Микрометры служат для точного измерения наружных размеров деталей цилиндрической и плоской формы (тонких листов), толщин стенок труб – микрометры; глубин пазов, отверстий, выступов и впадин глубиномеры; внутренних размеров деталей – нутромеры.
Рассмотрим параметры, внешний вид и способы применения некоторых микрометров.
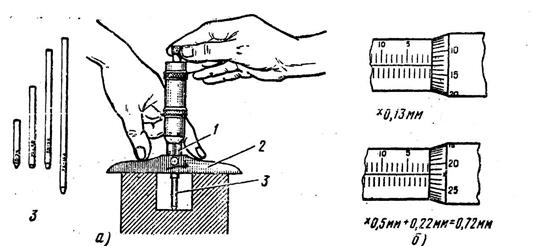
Микрометр гладкий МК ГОСТ 6507–90 имеет скобу 1, пятку 2, винт 3, стопор 4, стебель 5, барабан 6, трещотку 7 и установочные меры 8 (см. рисунок 1.10).
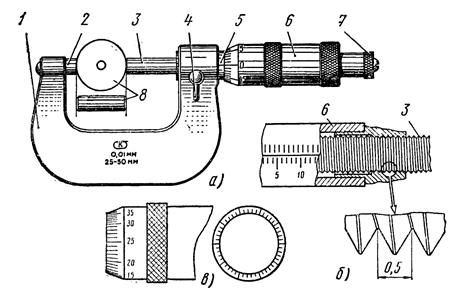
а – устройство; б – микрометрический винт; в – барабан; 1 – скоба; 2 – пятка;
3 – винт; 4 – стопор; 5 – стебель; 6 – барабан; 7 – трещотка; 8 – установочные меры
Рисунок 1.10 Микрометр гладкий
На рисунке 1.11 показан принцип отсчета размеров по показаниям микрометра.
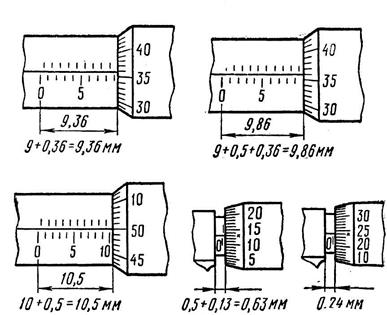
Рисунок 1.11 Чтение показаний микрометра и примеры отсчета
Далее даны таблицы с измерительными характеристиками и внешним видом микрометров гладких (простых и цифровых) по ГОСТ 6507–90.
МК предназначены для измерения наружных размеров изделий. Измерительные поверхности оснащены твердым сплавом
МКЦ предназначены для измерения наружных размеров изделий, требующих повышенной точности результата до 0,001 мм. Измерительные поверхности оснащены твердым сплавом. Встроенный порт (вывод результатов на ПК).
Таблица 1.13 – Измерительные характеристики и внешний вид микрометров гладких МК
| Модель и диапазон измерений | Цена деления, мм | 
|
| МК 25 | 0,01 | |
| МК 50 | 0,01 | |
| МК 75 | 0,01 | |
| МК 100 | 0,01 | |
| МК 125 | 0,01 | |
| МК 150 | 0,01 | |
| МК 175 | 0,01 | |
| МК 200 | 0,01 | |
| МК 225 | 0,01 | |
| МК 250 | 0,01 | |
| МК 300 | 0,01 | |
| МК 400 | 0,01 | |
| МК 500 | 0,01 | |
| МК 600 | 0,01 |
Таблица 1.14 – Измерительные характеристики и внешний вид микрометров гладких цифровых МЦ
| Модель и диапазон измерений | Цена деления, мм | 
|
| МЦ 25 | 0,001 | |
| МЦ 50 | 0,001 | |
| МЦ 75 | 0,001 | |
| МЦ 100 | 0,001 | |
| МЦ 125 | 0,001 | |
| МЦ 150 | 0,001 | |
| МЦ 175 | 0,001 | |
| МЦ 200 | 0,001 | |
| МЦ 225 | 0,001 | |
| МЦ 250 | 0,001 |
Таблица 1.15 – Измерительные характеристики и внешний вид микрометров типа МВМ
| Диапазон измерений, мм | Цена деления, мм |

|
| 0-25 | 0,01 | |
| 25-50 | 0,01 | |
| 50-78-5 | 0,01 | |
| 75-100 | 0,01 | |
| 100-125 | 0,01 | |
| 125-150 | 0,01 | |
| 150-175 | 0,01 | |
| 175-200 | 0,01 |
Предназначены для измерения среднего диаметра метрических, дюймовых и трубных резьб.
Таблица 1.16 – Измерительные характеристики и внешний вид микрометров зубомерных МЗ и МЗЦ
| Модель и диапазон измерений | Цена деления, мм |
 Тип МЗ Тип МЗ
|
| МЗ 25 | 0,01 | |
| МЗ 50 | 0,01 | |
| МЗ 75 | 0,01 | |
| МЗ 100 | 0,01 | |
| МЗ 125 | 0,01 | |
| МЗ 150 | 0,01 | |
| МЗ 175 | 0,01 | |
| МЗ 200 | 0,01 | |
| МЗ 225 | 0,01 | |
| МЗ 250 | 0,01 | |
| МЗЦ 25 | 0,001 |
 Тип МЗЦ Тип МЗЦ
|
| МЗЦ 50 | 0,001 | |
| МЗЦ 75 | 0,001 | |
| МЗЦ 100 | 0,001 | |
| МЗЦ 125 | 0,001 | |
| МЗЦ 150 | 0,001 | |
| МЗЦ 175 | 0,001 | |
| МЗЦ 200 | 0,001 | |
| МЗЦ 225 | 0,001 | |
| МЗЦ 250 | 0,001 |
Предназначены для измерения длины общей нормали зубчатых колес с модулем от 1 мм.
На рисунке 1.12 показано устройство и принцип действия микрометрического глубиномера. Прием пользования этим инструментом похож на прием применения штангенглубиномера. Сменные стрежни позволяют увеличить диапазон измеряемых глубин. Их длина – фиксированная величина и прибавляется к считанным показаниям.
а - устройство, б - примеры отсчета; 1 - стебель, 2 - основание, 3 - сменные стержни
Рисунок 1.12. Микрометрический глубиномер:
Микрометрические нутромеры по ГОСТ 10-88 предназначены для измерения внутренних размеров изделий.
Таблица 1.17 – Измерительные характеристики и внешний вид микрометрических нутромеров
| Модель и диапазон измерений | Цена деления, мм | 
|
| НМ 50-75 | 0,01 | |
| НМ 50-175 | 0,01 | |
| НМ 50-600 | 0,01 | |
| НМ 150-1300 | 0,01 |
На рисунке 1.13 показано устройство микрометрического нутромера.
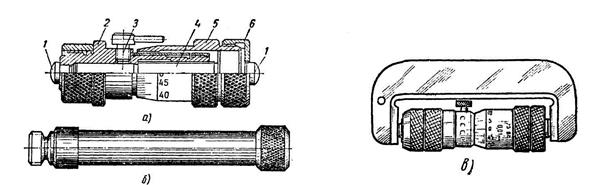
а— устройство, б— удлинительный стержень, в— проверка кулевого положения; 1 — измерительные поверхности, 2, 6— гайки, 3— стопор,
4— микрометрический винт, 5— барабан
Рисунок 1.13 Микрометрический нутромер:
Шаг резьбы микрометрической винтовой пары (определяющий цену деления-перемещения измерительного стержня) равен 0,5 мм, сотые доли мм отсчитываются по показаниям конической части барабана.
Правила обращения с микрометрами:
· не разрешается измерять микрометром черные, плохо обработанные поверхности и особенно детали, покрытые наждачной или металлической пылью;
· запрещается измерять микрометрами нагретые детали и не следует продолжительное время держать его в руке, т.к. при этом показания будут неточными; измерения производить только при температуре 20О С;
· в процессе измерения барабан трещотки вращать плавно и не слишком быстро;
· резкая подача и сильный зажим вина приводят к неточным показаниям и преждевременному износу винта; перед применением освободить стопор;
· не пользоваться микрометром как скобой во избежание износа измерительных поверхностей;
· при работе микрометр класть только на сухую чистую поверхность;
· по окончании работ микрометр тщательно протереть, стопор ослабить, измерительные поверхности немного развести;
· хранить микрометр в деревянном футляре; для длительного хранения микрометры промывают в чистом авиационном бензине, насухо протирают и смазывают техническим бескислотным вазелином; не допускается хранить их в сыром помещении и при резких перепадах температур.
Контрольные вопросы
1. Назначение и классификация штангенинструментов
2. Устройство штангенциркуля и методы измерения линейных величин этим инструментом
3. Назначение и классификация микрометров
4. Устройство микрометра и методы измерения величин этим инструментом
5. Правила обращения с микрометрами
Рычажные приборы
1.5.1 Классификация рычажных приборов. Рычажно-механические приборы обладают высокой точностью, универсальностью и предназначены в основном для относительных измерений, точностью от 0,01 до 0,0005 мм в зависимости от типа измерительной головки. Некоторые из них могут быть использованы также и для абсолютных измерений малых величин (размеров). Высокая точность показаний этих приборов получена в результате использования различных рычажно-механических систем, позволяющих в значительной степени увеличить передаточное число механизма.
Конструкции этих приборов весьма разнообразны и могут быть подразделены на 5 групп:
а) рычажного типа (рычажные индикаторы, миниметры);
б) с зубчатой передачей (индикаторы часового типа);
в) рычажно-зубчатые (рычажные скобы);
г) пружинные (микрокаторы);
д) комбинированные, построенные на принципе сочетания рычажно-зубчатого механизма с микрометрической парой.
В ремонтном производстве наиболее часто применяются Индикаторы часового типа и индикаторные нутромеры, а для высокоточных измерений — рычажные скобы, миниметры, пружинные микрометры (микрокаторы).
Индикаторы часового типа (с зубчатой передачей) предназначаются для относительного или сравнительного измерения и проверки отклонений от заданной формы размеров. Этими приборами определяют овальность, конусообразность, радиальное и торцовое биение, неплоскостность и непрямолинейность, отклонение от правильного взаимного расположения поверхностей и т. д. Они широко используются также в различных измерительных приспособлениях. Предел измерения индикатором составляет 0—10 мм, а цена деления 0,01 мм.
Индикаторы часового типа с ценой деления 0,01 мм (ГОСТ 577—68*) изготовляются двух типов: ИЧ — обыкновенный, с перемещением измерительного стержня параллельно шкале, с пределами измерения 0—5 и 0—10 мм; малогабаритные с пределами измерения 0—2 мм. ИТ — торцовые, с перемещением измерительного стержня перпендикулярно к шкале, с пределами измерения 0—2 мм.
1.5.2 Индикаторы часового типа. Предназначены для измерения линейных размеров абсолютным и относительным методами, определения величины отклонения от заданной геометрической формы и взаимного расположения поверхностей.
Конструкция индикатора часового (нормального) типа (рис. 1.14) основана на том, что в его механизме передаточное устройство выполнено в виде зубчатых колес и рейки, преобразующих поступательное перемещение измерительного стержня 8 с наконечником 9 во вращательное движение основной (большой) стрелки 5. Передаточное число зубчатых колес выбрано таким, что при вертикальном перемещении измерительного стержня на 1 мм основная стрелка совершает полный оборот. Шкала индикатора (циферблат 3) имеет 100 делений. Таким образом, цена
деления составляет 0,01 мм. Погрешность часовых индикаторов в пределах одного
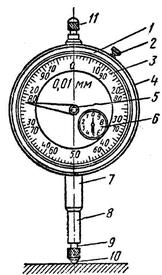 оборота равна тоже 0,01 мм. Перемещение стержня на целые миллиметры отмечается стрелкой на указателе числа оборотов 6. Установка на ноль производится поворотом накатанного ободка 4 большого циферблата или головки 11 измерительного стержня (при неподвижном циферблате). При измерении индикатор устанавливают на индикаторные стойки различных конструкций.
оборота равна тоже 0,01 мм. Перемещение стержня на целые миллиметры отмечается стрелкой на указателе числа оборотов 6. Установка на ноль производится поворотом накатанного ободка 4 большого циферблата или головки 11 измерительного стержня (при неподвижном циферблате). При измерении индикатор устанавливают на индикаторные стойки различных конструкций.
1 – корпус; 2 – стопор; 3 – циферблат;
4 – ободок; 5 – стрелка; 6 – указатель;
7 –гильза; 8 – измерительный стержень;
9 – наконечник; 10 – рабочий конец
(шарик); 11 – головка
Рисунок 1.14 Устройство индикатора
Часового типа
Измерительные характеристики и внешний вид индикаторов часового типа представлены в таблицах 1.18 и 1.19.
Таблица 1.18 – Индикаторы часового типа ИЧ ГОСТ 577-68
| Модель | Цена деления, мм | Класс точности | 
|
| ИЧ 10 без ушка | 0,01 | кл. 0; кл. 1 | |
| ИЧ 10 с ушком | 0,01 | кл. 0; кл. 1 |
Таблица 1.19 – Индикаторы часового типа цифровые ИЧЦ ГОСТ 577-68
| Модель | Цена деления, мм | Класс точности | 
|
| ИЧЦ 10 без ушка | 0,01 | кл. 0; кл. 1 | |
| ИЧЦ 10 с ушком | 0,01 | кл. 0; кл. 1 |
Индикаторы цифровые при измерениях не требует расчетов, имеют встроенный порт (вывод результатов на ПК).
1.5.3 Индикаторные нутромеры и глубиномеры. Предназначены для измерения высоты пазов, выступов и впадин, глубины отверстий, других внутренних размеров деталей относительными и абсолютными методами измерений. Общий принцип подобен индикатору часового типа – как рычажные приборы они преобразуют малую измеряемую величину в существенное перемещение стрелки по шкале индикатора.
В таблицах 1.20 и 1.21 представлены измерительные характеристики и внешний вид этих рычажных приборов.
Таблица 1.20 – Нутромер индикаторный ГОСТ 868–82
| Модель и диапазон измерений | Цена деления, мм | 
|
| НИ 6-10 | 0,01 | |
| НИ 10-18 | 0,01 | |
| НИ 18-50 | 0,01 | |
| НИ 50-100 | 0,01 | |
| НИ 100-160 | 0,01 | |
| НИ 160-250 | 0,01 | |
| НИ 250-450 | 0,01 |
Таблица 1.21 – Глубиномер индикаторный ГИ ГОСТ 16209-82
| Диапазон измерений, мм | Цена деления, мм | 
|
| 0-100 | 0,01 |
Нутромеры вставляют в отверстия, слегка покачивая из стороны в сторону. Перед измерением нутромер предварительно настраивают на ожидаемую глубину по микрометру или блоку ПКМД. Основную стрелку устанавливают на 0. При касании шарика измерительного стержня к основанию измеряемой поверхности стрелка отклоняется вправо или влево. Тогда положительные отклонения отнимают от уста-новленного значения глубины, а отрицательные – наоборот, прибавляют. С показаниями глубиномеров поступают аналогично. В отличие от нутромеров глубиномеры имеют установочную плиту, которая прижимается к измеряемой
поверхности, относительно которой производится замер глубины. Нутромеры и глубиномеры поставляются в комплекте с дополнительными сменными стержнями заданных длин, чтобы увеличить диапазон измерений.
1.5.4 Прочие рычажные приборы.К ним можно отнести рычажно-зубчатые индикаторы, рычажные скобы и пружинные микрометры (микрокаторы).
1) Индикаторы рычажно-зубчатые ИРБ предназначены для абсолютных и относительных измерений линейных размеров, контроля отклонений от заданной геометрической формы и взаимного расположения поверхностей.
Шкала индикатора типа ИРБ размещена параллельно оси измерительного рычага в среднем положении и перпендикулярно к плоскости его поворота.
Выпускаются с ценой деления 0,01 и 0,001 мм.

Рисунок 1.15 Индикатор рычажно-зубчатый ИРБ
2) Скоба рычажная СРпредназначены для измерения линейных размеров прецизионных деталей, как методом непосредственной оценки, так и методом сравнения с мерой, в точном приборостроении, машиностроении и других отраслях промышленности. Шкала отсчетного устройства может быть расположена от вертикального до горизонтального положения.
Скобы рычажные выпускаются с ценой деления 0.001 мм.
Таблица 1.22 – Скобы рычажные СР (ТУ 2-034-227-87)
| Модель и диапазон измерений | Цена деления, мм | 
|
| СР 0-25 | 0,001 | |
| СР 25-50 | 0,001 | |
| СР 50-75 | 0,001 | |
| СР 75-100 | 0,001 |
3) Измерительные пружинные головки МИКРОКАТОРЫ типа ИГП – этомеханические прецизионные индикаторы, предназначенные для высокоточных измерений линейных размеров и контроля геометрической формы. Могут применяться как в специальных стойках, так и в различного вида измерительных устройствах и приспособлениях с присоединительным диаметром 28 мм. В конструкции прибора используется измерительный механизм в виде скрученной в средней части ленточной пружины, при растягивании поворачивающейся на
определенный угол. Измеряемая длина, которую показывает стрелка, укрепленная в средней части пружины, пропорциональна углу поворота пружины. Точность, линейность, повторяемость и чувствительность - это основные отличительные признаки микрокаторов. Настройку микрокатора на контролируемый размер осуществляют по концевым мерам, располагаемым между измерительным наконечником и плоскостью стола стойки.
Таблица 1.23 – Микрокаторы
| Модель | Диапазон измерений, +/-, мм | Цена деления, мм | 
|
| 02ИГП | 0,006 | 0,0002 | |
| 05ИГП | 0,015 | 0,0005 | |
| 1ИГП | 0,030 | 0,0010 | |
| 1ИГП | 0,100 | 0,0010 | |
| 2ИГП | 0,060 | 0,0020 | |
| 5ИГП | 0,150 | 0,0050 |
4) Измерительные пружинные малогабаритные головки Микаторы типа ИПМ– это механические прецизионные индикаторы предназначены для измерения линейных размеров изделий и их отклонений от заданной геометрической формы, а также для встраивания в различные измерительные приборы. В конструкции прибора используется измерительный механизм в виде скрученной в средней части ленточной пружины, при растягивании поворачивающейся на определенный угол. Точность, линейность, повторяемость и чувствительность - это основные отличительные признаки микаторов. Присоединительный диаметр 8мм, вылет измерительного стержня 32мм.
Таблица 1.24 – Микаторы ГОСТ 14712-79
| Модель | Диапазон измерений, +/-, мм | Цена деления, мм | 
|
| 1ИПМ | 0,05 | 0,001 | |
| 2ИПМ | 0,10 | 0,002 |
Контрольные вопросы
1. Назначение и классификация рычажных инструментов
2. Устройство и принцип действия индикатора часового типа
3. Другие виды микрометрических инструментов рычажного типа
Дата добавления: 2015-11-26; просмотров: 17452;