Лекция. Соединение проводов
Содержание лекции: соединение и ремонт проводов.
Цель лекции: ознакомление со способами соединения и ремонта проводов и применяемыми приспособлениями.
Общие положения
Одновременно с раскаткой начинают работы по соединению проводов и тросов и ремонту обнаруженных повреждений. Соединение и ремонт проводов являются наиболее ответственными операциями в комплексе монтажных работ, так как от качества их выполнения зависят эксплуатационные показатели сооружаемой ВЛ.
Перед соединением провода соединительная арматура и приспособления должны быть тщательно проверены. Материал и размеры овальных соединителей должны соответствовать чертежам, а соединители и термитные патроны иметь маркировку, соответствующую марке и сечению проводов.
Для надежного электрического и механического соединения необходимо тщательно очищать алюминиевые проволоки проводов и внутреннюю поверхность алюминиевой части соединителей от пленки оксида алюминия, которая имеет большое электрическое сопротивление. Учитывая способность алюминия быстро окисляться, подготавливают провода и соединители, а также соединяют провода под слоем технического вазелина или смазки ЗЭС.
Способы соединения проводов.Провода соединяют следующими способами:
а) в петлях (шлейфах) анкерных и угловых опор:
1) сталеалюминиевые провода сечением до 240 мм2 и алюминиевые провода сечением до 95 мм2 – термитной сваркой;
2) сталеалюминиевые провода сечением 300 мм2 и более – прессуемыми соединителями;
3) провода разных марок (например, алюминиевый со сталеалюминиевым или провод большего сечения с проводом меньшего сечения), а также в местах, где требуется разъемное соединение, - болтовыми зажимами.
б) в пролеёах между опорами ВЛ:
1) алюминиевые провода сечением до 95 мм2, сталеалюминиевые провода сечением до 185 мм2 и стальные провода сечением до 50 мм2 – овальными соединителями, монтируемыми скручиванием;
2) алюминиевые провода сечением 120 -185 мм2 и стальные провода сечением 70-95 мм2 – овальными соединителями, монтируемыми обжатием или опрессованием с дополнительной сваркой концов;
3) алюминиевые и сталеалюминиевые провода сечением 240 мм2 и более – соединительными зажимами, монтируемыми сплошным опрессованием.
Требования к соединениям.Прочность заделки проводов и тросов в соединительных и натяжных зажимах должна быть не менее 90% предела прочности провода и троса, а геометрические размеры зажимов должны соответствовать требованиям инструкции по монтажу данного вида зажимов. На поверхности соединителя или зажима не должно быть трещин, следов значительной коррозии и механических повреждений. Кривизна опрессованного зажима должна быть не более 3% его длины. Зажимы, не удовлетворяющие указанным требованиям, отбраковываются.
Электрическое сопротивление соединения не должно более чем на 20% превышать сопротивление целого провода такой же длины.
Соединение проводов в пролётах ВЛ. Соединение проводов ВЛ в пролётах выполняют либо овальными соединителями (скруткой, обжатием или опрессованием), либо опрессованием фасонных соединителей.
Овальный соединитель представляет собой трубку овального сечения, имеющую развальцовку на концах для облегчения надевания на провода. На поверхности соединителя нанесены риски, обозначающие места вжимов, и марка соединителя, определяющая его назначение: СОАС – соединитель овальный для сталеалюминиевых и алюминиевых проводов; СОС – соединитель овальный для стальных проводов (грозозащитных тросов).
Сначала провода подготавливают к соединению. Для этого их концы выпрямляют, зачищают от грязи ветошью или кардощеткой, ровно отрезают (перпендикулярно оси, между временными бандажами), промывают бензином или растворителем и затем под слоем вазелина вновь зачищают кардощеткой. Овальные соединители также очищают от грязи, их внутреннюю поверхность очищают ветошью, смоченной в бензине, и затем прочищают стальным ершом под слоем технического вазелина. Концы проводов заводят в соединитель внахлестку. Соединитель в процессе монтажа деформируется и при этом удлиняется, поэтому необходимо, чтобы концы проводов выходили с обеих сторон соединителя на 20 – 25 мм.
Зачистка как проводов, так и соединителей под слоем вазелина необходима потому, что без вазелина на поверхности алюминия под воздействием кислорода воздуха сразу же образуется новая оксидная пленка. Она незаметна для глаза, но имеет очень большое электрическое сопротивление. Попав в контактное соединение, пленка может сделать его дефектным, не обеспечивающим должной проводимости. Вазелин предохраняет очищенный алюминий от контакта с воздухом и этим предотвращает появление оксидной пленки. Поэтому снимать слой вазелина после зачистки алюминия нельзя. При наличии специальной смазки ЗЭС (защитная электросетевая) следует применять ее вместо вазелина.
Соединение проводов скручиванием выполняют с помощью специальных приспособлений МИ-189А и МИ-230А (см. рисунок 6.1).
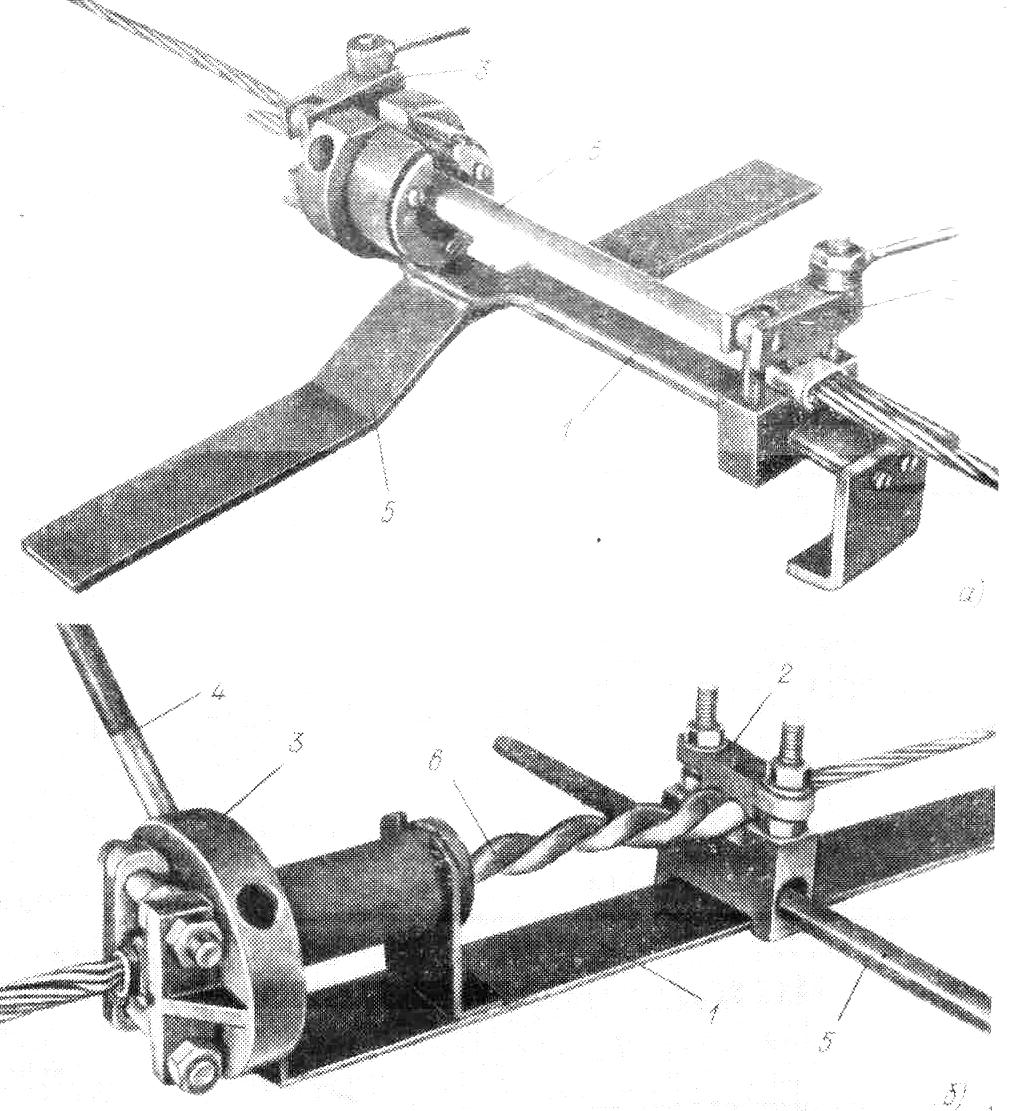
а – типа МИ-189 для монтажа алюминиевых и сталеалюминиевых проводов сечением от 10 до 35 мм2; б – типа МИ-230А для сталеалюминиевых проводов сечением от 50 до 185 мм2 включительно; 1 – корпус; 2 – задняя скользящая бабка с зажимным устройством;
3 – передняя вращающаяся бабка с зажимным устройством и отверстиями для рычага; 4– рычаг в передней бабке; 5 – рычаг для фиксации корпуса при монтаже; 6 – овальный соединительный зажим, установленный в зажимах передней и задней бабок приспособления.
Рисунок 6.1 - Приспособления для монтажа овальных соединителей
Соединение прессуемыми соединителями применяют в пролетах сталеалюминиевых проводов сечением 240мм2 и более ( в шлейфах – 300 мм2 и более) с помощью соединительных зажимов, состоящих из стальной трубки – гильзы и алюминиевой трубы – корпуса. Последовательность операций при соединении этими зажимами показана на рисунке 6.2.
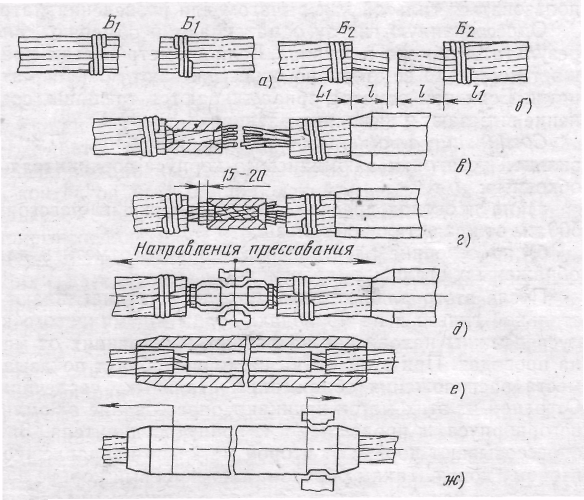
а - установка бандажей; б- удаление на длине l проволок алюминиевых повивов, очистка ветошью, смоченной в бензине, стального сердечника и алюминиевых проволок верхнего повива на длине lt, смазка наружной поверхности смазкой ЗЭС и зачистка металлической щеткой без удаления смазки; в - надвигание стальной гильзы на стальной сердечник одного провода и алюминиевого корпуса соединителя на другой провод; г- ввод расплетенных стальных проволок, стальных сердечников в гильзу до выхода из гильзы на 15-20' мм в обе стороны; д - опрессовка гильзы от середины к торцам и разметка места установки алюминиевого корпуса; е- установка корпуса; ж - опрессовка корпуса от меток, совпадающих с концами алюминиевых повивов, к концам корпуса.
Рисунок 6.2 - Соединение сталеалюминиевых проводов прессуемыми зажимами САС-Р1У с укороченной стальной гильзой
Соединение проводов сваркой позволяет упростить и удешевить монтаж ВЛ, отказаться от соединителей при сварке проводов в шлейфах, повысить надежность работы ВЛ, удешевить эксплуатацию ВЛ, отказаться от эксплуатационных замеров электрического сопротивления контактов, частых наблюдений и ремонтных работ, поскольку с течением времени электрические характеристики сварного соединения не изменяются.
При сварке встык сталеалюминиевых проводов стальной их сердечник не сваривается и сварное соединение имеет прочность почти вдвое меньшую, чем целый провод. Поэтому сварка может применяться с полной надежностью лишь там, где места сварки не будут испытывать больших механических нагрузок.
Для сварки проводов применяются термитные патроны. Каждый патрон имеет металлическую трубу – кокиль, внутренний диаметр которого равен наружному диаметру провода. Кокиль при сварке не расплавляется и предохраняет сварное соединение от попадания термитной массы.
Температура воспламенения патрона около 10000 С. Такую температуру дают специальные зажигательные спички, поставляемые вместе с патронами. Каждая партия патронов комплектуется удвоенным количеством спичек. Отступления от рекомендованной технологии термитной сварки проводов могут повлечь обрывы проводов шлейфов в местах сварки и другие аварии при эксплуатации.
Провода сваривают в патроне при помощи приспособлений в виде сварочных клещей или других аналогичных инструментов (см. рисунок 6.3).
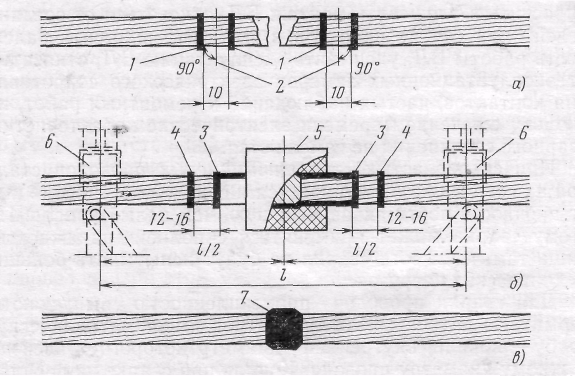
а- подготовка проводов для сварки; б- установка проводов с термопатроном в сварочном приспособлении; в- сваренные провода; 1- бандажи; 2- линии отреза проводов; 3- асбестовая подмотка; 4 - ограничители; 5 - термопатрон; 6- зажимы сварочного приспособления (l - расстояние между зажимами); 7- сваренный стык.
Рисунок 6.3 - Соединение сталеалюминиевых проводов термитной сваркой
Опрессование зажимов с использованием энергии взрыва. По сравнению с обжатием и даже со сваркой способ опрессования обеспечивает наибольшую надежность соединения проводов. Однако этот способ связан с большими трудозатратами и требует применения специального прессового оборудования. Работа упрощается, и затраты труда снижаются в несколько раз при опрессовании с применением энергии взрыва.
Для соединения используется обычный соединительный зажим, но половинной длины. Для предохранения поверхности соединителя от воздействия продуктов детонации между зажимом и зарядом размещается защитный слой из полиэтиленовой пленки, намотанной в 2-3 слоя, или резины.
По защитному слою (см. рисунок 6.4) на соединитель наматывают два слоя детонирующего шнура, соединитель устанавливается на соединяемые провода и закрепляется так, чтобы стык проводов находился в середине.
Работы выполняет специалист-взрывник или обученный линейщик. Удалившись на безопасное расстояние, он убеждается в отсутствии людей и механизмов в опасной зоне, подает первый предупредительный сигнал, устанавливает детонатор, отходит от него на установленное расстояние, подает второй сигнал и осуществляет подрыв.
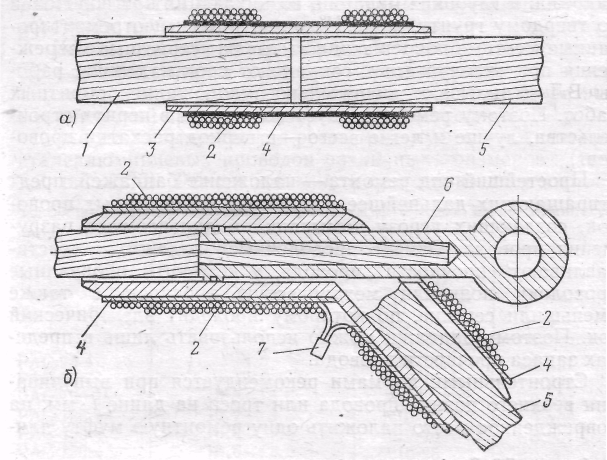
а — соединительный зажим; б —натяжной зажим; 1,5 — соединяемые сталеалюминиевые провода; 2 — заряд взрывчатки (детонирующий шнур); 3 -алюминиевый корпус соединительного зажима; 4— защитный слой (лента ПХВ или резина); 6 —стальной анкер; 7 — электрический детонатор.
Рисунок 6.4 - Опрессование зажима с использованием энергии взрыва
Дата добавления: 2015-11-06; просмотров: 5805;