Монтаж ленточных конвейеров
Машины непрерывного транспорта монтируют на постоянном рабочем месте. Трудоемкость монтажных работ конвейеров требует повышенной точности координирования их положения в пространстве по отношению к другим машинам, технологическому оборудованию и элементам строительных конструкций. При большой длине недопустимы даже малые угловые ошибки, которые приводят к отклонениям линейных размеров, поэтому монтаж оборудования выполняют квалифицированные рабочие непосредственно на рабочем месте [7].
Монтажу ленточного конвейера предшествует разработка проектно-сметной документации и монтажных работ с учетом расположения складов, подъездных путей, энергетического хозяйства.
Конвейерные установки с мощностью привода более 500 кВт монтируют специализированные монтажно-строительные организации, при меньшей мощности – монтажные бригады самого предприятия.
На выверенную по шаблону, отвесам и уровню и закрепленную металлоконструкцию (рис. 3.25) устанавливают роликоопоры, начиная с нижней (холостой) ветви, пока доступ к ней не закрыт роликоопорами верхней ветви. Затем устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу – редуктор и электродвигатель.
Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера.
Наибольшая ответственность монтажа необходима при установке приводной станции и роликового става в плане.
При установке приводных барабанов не допускается отклонение от перпендикулярности осей барабана и конвейера более чем на 0,5 мм на 1000 мм длины, смещение середины барабана относительно продольной оси конвейера должно быть не более 2 мм, жесткие требования предъявляются и к натяжным и к отклоняющим барабанам.

Рис. 3.25. Схема подготовки металлоконструкции к монтажу:
а – подготовка к монтажу; б – секция конвейера;
1 – ориентир; 2 – отвес; 3 – уровень; 4 – металлоконструкция; 5 – шаблон; 6 – отверстия
Отклонение середины роликоопоры от продольной оси конвейера не должно превышать 3 мм. Опорная поверхность под роликоопоры должна быть прямолинейной (отклонение не более ± 1 мм на 1000 мм длины), ролики должны легко вращаться.
После холостого испытания приводов, натяжных устройств и другого оборудования приступают к монтажу конвейерной ленты [5]. Необходимая длина ленты (м) определяется по формуле
 , (3.26)
, (3.26)
где Ri – радиус огибания лентой барабанов, м;
αi – угол изгиба ленты, град;
Li – длина прямолинейных участков, м;
Lт – длина огибания барабанов разгрузочной тележки (если она имеется), м;
ℓc – длина стыка, м.
Для укладки ленты на обеих ветвях конвейера рулон ленты устанавливают со стороны концевой станции. Конец ленты прикрепляют к стальному канату, длина которого не меньше удвоенной длины конвейера (рис. 3.26).
Канат укладывают на роликоопоры холостой ветви, перекидывают через головной барабан и протягивают по роликоопорам грузовой ветви к лебедке.
При наматывании каната на барабан лебедки лента сматывается с рулона и укладывается на грузовой, а затем, обогнув концевой барабан, на холостой ветви конвейера.
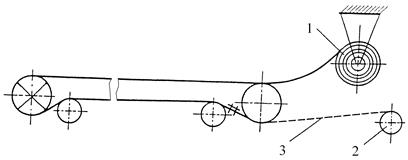
Рис. 3.26. Схема навески ленты с помощью привода и лебедки:
1 – рулон ленты; 2 – барабан лебедки; 3 – канат
После монтажа всех узлов и электрооборудования производится тщательный осмотр и обкатка конвейера.
Перед опробованием конвейера вхолостую в течение 3–4 часов необходима установка защитных кожухов, бортов, течек, воронок, очистных устройств. Лента должна быть натянута расчетным усилием. При этом проверяется работа механизмов, нагрев подшипников, вращение роликов, отсутствие течи масла из редуктора, контроль правильности движения ленты (рис. 3.27). При сходе ленты с приводного барабана или с роликоопор конвейер останавливают [7].
При опробовании под нагрузкой в течение 12 часов выполняются аналогичные проверки и регулировки, как при опробовании вхолостую.

Рис. 3.27. Регулировка верхних роликоопор ленточного конвейера при сходе ленты:
а – с приводного барабана; б – в средней части;
1 – приводной барабан; 2 – роликоопоры; 3, 4 – оси ленты и конвейера;
5, 6, 7 – направления движения ленты, ее схода и разворота роликоопор
Для попадания груза на середину ленты необходимо соблюдать правильность загрузки и разгрузки конвейера и положения загрузочных устройств. Просыпание груза в местах разгрузки устраняют регулированием приемных устройств. При опробовании наклонных конвейеров под нагрузкой (при полностью загруженной ленте) проверяют работу тормозов и остановов, препятствующих движению загруженного конвейера в обратном направлении при выключении двигателя. Натяжение ленты регулируется в соответствии с ее загрузкой.
Дата добавления: 2015-10-26; просмотров: 1316;