Соединение проводов
Соединения проводов контактной сети в пролетах должны иметь механическую прочность, равную прочности провода. Получить соединения проводов такой прочности с помощью различных зажимов не всегда удается. Поэтому стандартом установлено, что зажимы, предназначенные для механического соединения и анкеровки проводов, должны удерживать их без проскальзывания и разрушения провода (включая разрушения отдельных проволок многопроволочных проводов) при нагрузке не менее трехкратной допускаемой или 90 % минимальной разрушающей нагрузки соединяемых проводов. Арматура, предназначенная для электрического (с обеспечением механической прочности) соединения проводов, также должна удерживать их без проскальзывания или срыва при нагрузках, превышающих максимальные расчетные для указанных режимов, с коэффициентом запаса не менее 1,5.
В стыковых зажимах контактного провода зазор между проводами при приложении допускаемой нагрузки не должен превышать 1 мм.
Значения предельных нагрузок, при которых арматура должна удерживать провода без проскальзывания или срыва, и схемы их приложения указываются в нормативно-технической документации.
Качество электрического контакта соединений должно удовлетворять требованиям стандартов, а именно: электрическое сопротивление соединения должно быть меньше или равно сопротивлению такого же по длине участка целого провода. Качество соединения оценивается значением коэффициента дефектности по электрическому сопротивлению kr, т.е. отношением сопротивления провода в месте соединения Rc к сопротивлению такого же по длине участка целого провода Rпр. Так как падение напряжения прямо пропорционально сопротивлению, то
KR = Rc / Rпр =∆νс/∆νпр,
где ∆νс — падение напряжения на соединении;
∆νпр —падение напряжения на участке провода равной длины. Начальный kr у новых безболтовых (неразъемных) соединений многопроволочных проводов, а также у соединений контактных проводов, выполненных с помощью зажимов с болтами, должен быть не более 0,9; у соединений, выполненных с помощью болтовых плашечных зажимов (питающих, соединительных и переходных), — не более 1,0.
В эксплуатации значения kr для соединения проводов могут быть больше начальных, но они не должны превышать значений 1,2 в нормальных режимах. При kr = 1,2...2 переходное сопротивление в контакте имеет завышенное значение, и в зависимости от ответственности узла и величины токов нагрузки и коротких замыканий (к.з.) для таких соединений устанавливают более частые сроки осмотров. При kr > 2 соединение считается дефектным и должно быть отремонтировано или вырезано и заменено на новое.
Стыкование рабочих контактных проводов осуществляют стыковыми зажимами нерабочих отходящих ветвей с помощью двух клиновых зажимов и соединительной планки или временно тремя болтовыми зажимами.
Наибольшее распространение получил способ стыкования контактных проводов с использованием различных неразъемных (типа 059) и разъемных (типа КС-321) болтовых зажимов. Ранее применяемые разъемные зажимы 058 сняты с производства и подлежат замене. Монолитные стыковые зажимы 059 для контактных проводов сечением 85, 100 мм2 имеют шесть стопорных вертикальных болтов 1 и два стяжных горизонтальных 2 (рис. 2.9), для контактных проводов сечением 150 мм2— восемь стопорных болтов. Допускаемая растягивающая нагрузка для этих зажимов соответственно 15и20кН.
Прочность закрепления контактного провода в неразъемном стыковом зажиме во многом зависит от размеров его паза и толщины губок зажима.
Стыковой зажим 059-6 (КС-321-1) (рис. 2.10) предназначен для стыкования контактных проводов площадью сечением 85—120 мм2, допускаемая нагрузка 12 кН, испытательная нагрузка 18 кН, разрушающая нагрузка 30 кН, допускаемый ток 720 А, масса 0,8 кг.
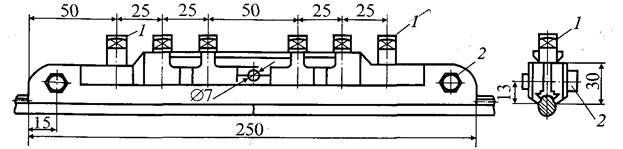
Рис.2.9. Зажим стыковой КС-059 со стопорными болтами для контактных
проводов сечением 85 и 100 мм2
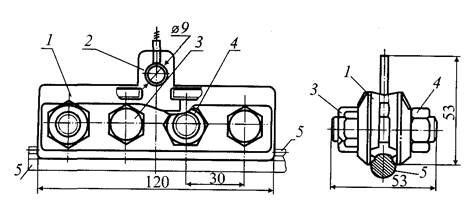
Рис. 2.10. Зажим стыковой 059-6 (КС-321-1) для контактных проводов сечением 85—120 мм2: 1 — плашка; 2 — вкладыш; 3 — болт Ml2x40; 4 — гайка; 5 — стыкуемые контактные провода
Расстояния между зажимами при вставках 5 в контактные провода 1 показаны на рис. 2.11. Минимальная длина вставки контактного провода должна быть не менее 1,5 м (рис. 2.11, а). При этом стык не должен быть ближе 1 м от фиксирующего зажима.
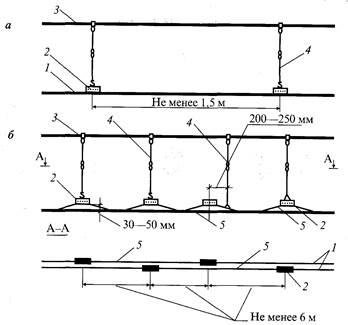
Рис. 2.11. Вставки в одиночные (а) и в двойные (б) контактные провода
Стыковые зажимы 2 подвешивают на струнах 4 к несущему тросу 3. В случае расположения стыкового зажима на расстоянии менее 1 м от рабочей струны цепной подвески ее совмещают со струной стыкового зажима. При двух контактных проводах в цепной подвеске стыковые зажимы располагают на расстоянии не менее 6 м (рис. 2.11, б) один от другого, а для улучшения токосъема контактный провод со стыковым зажимом поднимают на 30—50 мм выше второго провода. Струновой зажим на втором контактном проводе устанавливают на расстоянии 200—250 мм от середины стыкового зажима. Для уменьшения износа контактных проводов в местах установки стыковых зажимов при одном контактном проводе в цепной подвеске зажимы приподнимают на 10—20 мм выше соседних точек подвеса контактного провода.
Стыкование контактных проводов нерабочих ветвей производится по схеме, приведенной на рис. 2.12, а.
Перед установкой стыкового зажима контактные поверхности его и соединяемых проводов должны быть тщательно зачищены.
Стыки контактных проводов должны обеспечивать плавный (без ударов и искрений ) проход по ним полозов токоприемников при максимальной скорости движения поездов.
Способы холодной сварки контактных проводов встык давлением были разработаны в ряде стран. Сущность холодной сварки заключается в том, что при приложении высокого давления (обжатия) (до 800 кН) происходит сильное деформирование и течение металла по границе раздела соединяемых поверхностей, в результате чего происходит их схватывание при температуре окружающего воздуха, т.е. без какого-либо нагрева. Поскольку соединяемые элементы не нагреваются, то химический состав металла в зоне сварки не изменяется. Однако надежность и долговечность соединения встык контактных проводов, полученного холодной сваркой давлением, зависит от очень большого числа факторов.
Применялась также сварка энергией взрыва, которая основана на способности металлов образовывать прочные металлические связи в твердом состоянии при их высокоскоростном соударении.
Оба метода: холодная сварка давлением и сварка энергией взрыва не получили дальнейшего развития ввиду низкой надежности узла соединения и сложной технологии работ.
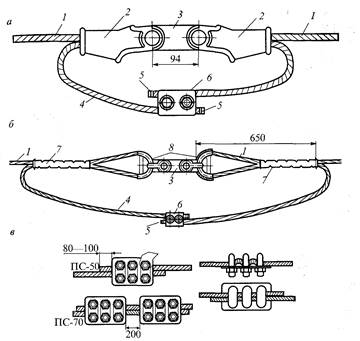
Рис. 2.12. Соединения проводов: а — контактных, сталемедных с натяжением менее 15 кН; б — медных; в — стальных; / — трос (контактный провод); 2 — клиновой зажим; 3 — соединительная планка; 4 — шунт; 5 — бандаж; б — соединительный зажим; 7 — овальный соединитель;
8 — вилочный коуш
Соединение многопроволочных проводов с учетом их назначения и марки выполняют методами обжатия, скручивания и опрессования овальных соединителей, аргонодуговой и термитной сваркой, болтовыми зажимами, с помощью вилочных коушей или клиновых зажимов и соединительных планок, а также цанговыми и клиноболтовыми зажимами.
Наиболее распространенным способом для многопроволочных проводов является соединение их с помощью овальных соединителей, представляющих собой трубку овального сечения, изготовленную из меди, алюминия или стали, с развальцовкой на обоих концах (рис. 2.13, а).
Медные и сталемедные провода сечением до 120 мм2 соединяют медными овальными соединителями СОМ (соединитель овальный для медных проводов), алюминиевые и сталеалюминиевые сечением до 185 мм2— соединителями СОА и СО АС соответственно, стальные сечением до 70 мм2 — соединителями СОС. Соединители на предприятии-изготовителе снабжают маркой, указывающей, для какого провода он предназначен, например, СОАС-70 — соединитель овальный для сталеалюминевого провода АС-70.
Эксплуатационная надежность соединения в большой степени зависит от того, насколько тщательно выполнена обработка и очистка концов проводов и контактных поверхностей соединителей. После подготовки к соединению концы проводов вводят в соединитель внахлестку таким образом, чтобы они выходили из него на 40—50 мм. Если на соединении выполняется шунт, то каждый конец провода выпускают из соединителя примерно на 3/4 его длины и соединяют их в виде петли термитной сваркой или болтовым зажимом (см. рис. 2.12, а, б).
Обжатие овальных соединителей на проводах сечением до 185 мм2 осуществляют гидравлическими или механическими прессами (например, монтажными клещами МИ-19А).
Обжатие выполняют по рискам 1-10, нанесенным на соединителе (рис. 2.13, 6) поочередно с обеих сторон. Механическую прочность соединений обжатием можно увеличить, если вместо использования клещей опрессовывать их гидравлическим прессом. Для опрессовки овальных соединителей используют набор инструментов НИОС-2 и гидравлический пресс ПГЭП-2 с электрическим приводом, а также ручной гидравлический пресс РГП-7М, ПГР-20М, ПР-6 и др.
Овальными соединителями методом обжатия соединяют многопроволочные провода — медные сечением 70—120 мм2 и алюминиевые сечением 120—185 мм2.
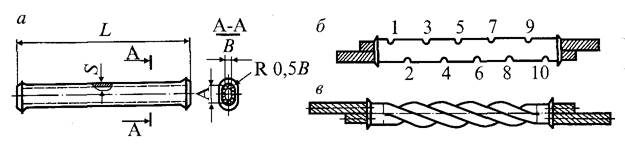
Рис. 2.13. Овальный соединитель (а) и соединения проводов, выполненные обжатием (б) и скруткой (в) соединителя
Для более полного использования механических и электрических свойств овальных соединителей, а также упрощения их монтажа широко применяют соединение сталеалюминиевых, алюминиевых, многопроволочных и однопроволочных стальных проводов способом скрутки. При скручивании овального соединителя с введенными в него концами проводов последние образуют винтовую линию, причем корпус соединителя плотно обжимает скрученные провода на всей длине соединителя (рис. 2.13, в). Для такого соединения проводов в зависимости от их марки применяют специальные приспособления МИ-189А, МИ-190 или МИ-230А.
Овальными соединителями методом скручивания соединяют алюминиевые и сталеалюминиевые многопроволочные провода площадью сечения 16—95 мм2.
Сталемедные провода, имеющие натяжение не более 15 кН, соединяют так же, как нерабочие ветви контактных проводов, с помощью двух клиновых зажимов и соединительной планки (см. рис. 2.12, а), узел стыкования шунтируют. Свободные концы проводов, образующие шунт, могут быть соединены болтовыми зажимами или встык термитной сваркой.
Медные и сталемедные провода соединяют также с помощью вилочных коушей, овальных соединителей и соединительной планки (см. рис. 2.12, б).
Стальные провода диаметром 9—13 мм соединяют треххомутовыми стыковыми зажимами 079. Провода С-50 стыкуют одним зажимом, а С-70 — двумя (см. рис. 2.12, в). На каждый зажим допускается растягивающая нагрузка не более 30 кН.
Для улучшения электрических характеристик соединений с зажимами или овальными соединителями свободные концы алюминиевых, сталеалюминиевых и медных проводов стыкуют термитной сваркой, которую выполняют с помощью специальных термитных патронов. Такая сварка обеспечивает надежный электрический контакт.
Термитную сварку проводов осуществляют с помощью специальных сварочных приспособлений, клещей или пистолетов (рис. 2.14). Для термитной сварки встык сталеалюминиевых и алюминиевых проводов сечением 50—185 мм2 применяют специальные клещи.
Перед термитной сваркой концы проводов очищают до металлического блеска, тщательно обезжиривают в бензине (запрещается пользоваться этилированным бензином) или в другом
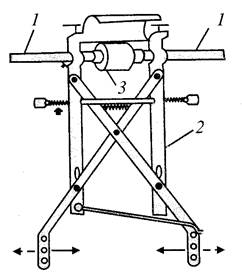
Рис. 2.14. Термитная сварка многопроволочных проводов: 1 — провод, 2 — приспособление для сварки; 3 — термитный патрон
растворителе, дают просохнуть, а затем вставляют в термитный патрон до упора во вкладыш. Тип термитного патрона должен соответствовать диаметру свариваемых проводов.
Термитной сваркой выполняют соединения многопроволочных алюминиевых и сталеалюминиевых проводов во всех узлах контактной сети, где натяжение в стыкуемых проводах не превышает 5 кН (500 кгс).
Аргонодуговой сваркой соединяют многопроволочные провода (кроме стальных) и шины для присоединения отсасывающих, усиливающих линий и обводов, шлейфов разъединителей и электрических соединителей.
Опрессовкой с использованием безболтовых зажимов соединяют несущие тросы, алюминиевые и сталеалюминиевые провода, электрические соединители из медного многопроволочного провода между собой и с контактными проводами.
Соединение болтовыми, стыковыми цанговыми и клиновыми (клиноболтовыми) зажимами осуществляют:
медных и сталемедных несущих тросов площадью сечения 95 и 120 мм2—двумя стыковыми шашечными четырехболтовыми или стыковыми цанговыми или двумя клиноболтовыми зажимами с соединительной планкой между ними. При временном восстановлении допускается стыкование шестью соединительными двухболтовыми зажимами;
медных и сталемедных проводов сечением 50 и 70 мм2 — двумя клиновыми зажимами с соединительной планкой между ними или тремя двухболтовыми соединительными зажимами;
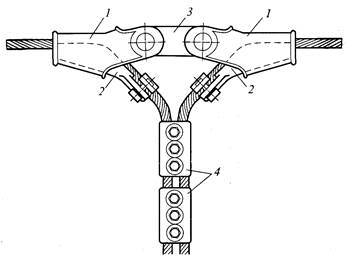
Рис. 2.15. Стыкование провода ПБСА-50/70:
1— зажим клиновой 035; 2 — клин болтовой 038-3;
3 — соединительная планка ; 4 — зажим 064
алюминиевых и сталеалюминиевых проводов сечением 16—185 мм2 стыковыми цанговыми или тремя соединительными зажимами;
сталеалюминиевых проводов марки ПБСА-50/70 — двумя клиноболтовыми зажимами с соединительной планкой между ними (рис. 2.15);
стальных тросов — треххомутовыми зажимами (см. рис. 2.12, в).
Болтовые соединительные зажимы следует устанавливать на расстоянии не менее 1,5 длины зажима один от другого.
Выступающие из клиновых и клиноболтовых зажимов концы проводов должны быть отогнуты. Отогнутые концы сталемедных проводов соединяют одним плашечным зажимом, медных и сталеалюминиевых поводов марки ПБСА-50/70 — двумя зажимами.
Дата добавления: 2015-10-09; просмотров: 8816;