Драже. Дражированные покрытия.
Характеристика методов покрытия таблеток оболочкой
В ряде случаев с целью защиты содержимого таблетки от неблагоприятных внешних воздействий; маскировки неприятного вкуса лекарственных веществ; локализации места действия за пределы желудка на таблетки наносят покрытие.
Таблеточные покрытия в зависимости от их состава и способа нанесения разделяют на следующие группы: 1) дражированные; 2) пленочные; 3) прессованные. Покрытия наносят на таблетки-ядра двояковыпуклой формы.
Дражированные покрытия. Дражирование проводится в дражировочных котлах (рис.).
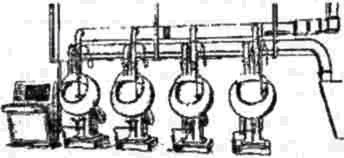
Рис.. Общий вид участка дражировочных котлов
Диаметр котлов от 0,7 до 1,5 м, материал — медь, скорость вращения 20—40 об/мин. Сущность метода заключается в следующем: в котел загружают оптимальное количество обеспыленных таблеток, включают привод и на движущиеся таблетки с помощью дозирующего устройства подают небольшое количество раствора (сахарный сироп) или суспензии, содержащих вспомогательные вещества (магния карбонат, поливинилпир-ролидон, аэросил и др.). После равномерного овлажнения таблеток их подсушивают при непрекращающемся движении котла, обдувая сначала холодным, затем теплым воздухом. Эти операции чередуют до получения оболочки заданной массы (обычно 70—80% от массы таблетки без покрытия). Если оболочка должна быть окрашенной, в последние порции наносимой суспензии вводится краситель.
Заключительной стадией дражированного покрытия является глянцовка, придающая покрытию блеск. Процесс глянцовки чаще всего проводят в отдельном движущемся котле, стенки которого предварительно покрывают слоем воска.
Пленочные покрытия. Пленочным покрытием называется тонкая (порядка 0,1—0,2 мм) оболочка, образующаяся на таблетке после высыхания нанесенного на ее поверхность раствора пленкообразующего вещества. Для нанесения пленочного покрытия чаще используют способ наслаивания в дражировочных котлах. Разбрызгивание раствора производят с помощью форсунок. Принцип нанесения пленочного покрытия аналогичен дражировочному покрытию, за исключением стадии глянцовки и подсушки (только холодным воздухом). После нанесения последнего слоя покрытия таблетки обдувают в течение 5—10 мин холодным воздухом, затем выгружают и, если это необходимо, досушивают при комнатной температуре до полного удаления остатков растворителя.
В зависимости от растворимости пленочные покрытия разделяют на следующие группы: растворимые в воде и желудочном соке; кишечнорастворимые
Для получения водорастворимых покрытий используют эфиры целлюлозы: метил-, этил-, ацетилцеллюлоза и оксиэтил- и оксипропилметил целлюлозы, а также поливинилпирролидон, поливиниловый спирт и др. Для кишечных покрытий используют высокомолекулярные соединения — метил-фталил- и ацетилфталилцеллюлозу, а также некоторые липиды, жирные кислоты, шеллак.
В сравнении с дражировочным пленочное покрытие более экономично по времени технологического процесса, по расходу вспомогательных веществ (до 5 % от массы непокрытой таблетки), тем самым сокращая их попадание в организм, однако этот способ требует дополнительных устройств для улавливания паров растворителя с целью обеспечения безопасности условий работы.
Прессованные покрытия. Этот способ нанесения покрытия требует таблеточных машин специальных конструкций. Таблеточная машина представляет собой сдвоенный агрегат, состоящий из двух роторов (комплекты пресс-инструментов, загрузочных устройств, столешниц). На первом роторе прессуют таблетки-ядра, которые с помощью специального транспортирующего устройства передаются на второй ротор, где происходит нанесение покрытия. Схема нанесения покрытия прессованием выглядит следующим образом. Сначала происходит заполнение канала матрицы порцией гранулята, необходимого для образования покрытия нижней части таблетки. Затем на гранулят по специальным направляющим с первого ротора подается таблетка-ядро, на которую наносится покрытие. После фиксации таблетки точно по центру канала матрицы нижний пуансон несколько опускается, после чего происходит опускание верхнего пуансона, который слегка впрессовывает таблетку-ядро в находящуюся под ней порцию гранулята, чем создает над таблеткой пространство для заполнения второй порцией гранулята. После подачи этой порции происходит окончательное формирование покрытия путем прессования, осуществляемого одновременно нижним и верхним пуансонами.
На заключительном этапе осуществляется выталкивание и сброс таблетки, покрытой оболочкой.
При средней производительности машин, применяемых для нанесения напрессованных покрытий, экономия во времени, по сравнению с дражированием, составляет около 50%.
Дата добавления: 2015-10-05; просмотров: 2127;