Сварочная дуга
Наибольший объем среди других видов сварки занимает ручная дуговая сварка — сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производятся вручную. При электродуговой сварке источником теплоты является электрическая дуга.
Дуга — это мощный разряд электричества в ионизированной среде газов и паров металла. Ионизация среды происходит во время зажигания дуги и поддерживается при ее горении. Зажигание дуги производится коротким замыканием. Оно необходимо для разогрева торца электрода и основного металла в зоне контакта. После короткого замыкания электрод отводится на 3...6 мм от свариваемого металла. С разогретого торца электрода под действием электрического поля начинается эмиссия (выделение) электронов. Столкновение электронов с молекулами газов и паров металла приводит к их ионизации. Процесс зажигания заканчивается получением устойчивой дуги (рисунок 1). Температура столба дуги достигает 6000...7000 °С, а температура катодного и анодного пятен (поверхности электрода и изделия) –2400...2600 °С.
Схема процесса показана на рисунке 1. Дуга горит между стержнем электрода 1 и основным металлом 7. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну 4. Капли жидкого металла 8 с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода 2, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образуется сварной шов 6. Жидкий шлак по мере остывания образует на поверхности шва твердую шлаковую корку 5, которая удаляется после остывания шва.
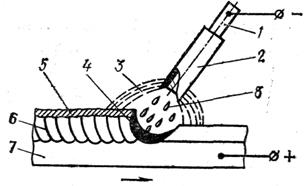 Рисунок 1 Ручная дуговая сварка
металлическим электродом с покрытием (стрелкой указано направление сварки) 1 – стержень электрода; 2 – покрытие электрода; 3 – газовая защита; 4 – сварочная ванна; 5 – шлаковая корка; 6 – сварной шов
Рисунок 1 Ручная дуговая сварка
металлическим электродом с покрытием (стрелкой указано направление сварки) 1 – стержень электрода; 2 – покрытие электрода; 3 – газовая защита; 4 – сварочная ванна; 5 – шлаковая корка; 6 – сварной шов
| Для обеспечения заданного состава и свойств шва сварку выполняют электродом, на которую нанесен слой покрытия 2 (обмазка). Составляющие этих покрытий стабилизируют горение дуги, увеличивая ионизацию междугового промежутка; соз дают газовую и шлаковую защиту расплавленного металла от воздействия воздуха; раскисляют (т.е. удаляют окислы железа из металла шва) и легируют (т.е. вводят в металл «легирующие элементы» — вещества, улучшающие свойства шва) металл шва. |
Дата добавления: 2015-09-23; просмотров: 963;