Опиливание металлов
Опиливаниемназывается слесарная операция, при которой снимают слои материала с поверхности заготовки с помощью напильника. Обычно проводится после рубки, обдирки или резки для придания необходимой чистоты и точности обрабатываемому изделию.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами, и т. д.
Напильник(рисунок 10, а) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и острозаточенные зубья, имеющие в сечении форму клина.
Насечка может быть одинарной (простой), двойной (перекрестной), рашпильной (точечной) или дуговой(рисунок 10, б - д).
Напильники с одинарной насечкой снимают широкую стружку по длине всей насечки. Их применяют при опиливании мягких металлов.
Напильники с двойной насечкой используют при опиливании стали, чугуна и других твердых материалов, так как перекрестная насечка размельчает стружку, чем облегчает работу.
Рашпильную насечку получают вдавливанием металла специальными трехгранными зубилами. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы.
Дуговую насечку получают фрезерованием. Она имеет дугообразную форму и большие впадины между зубьями, что обеспечивает высокую производительность и хорошее качество обрабатываемых поверхностей.
Изготавливаются напильники из стали У10, У12, У13, а также из легированной хромистой стали ШХ15 и 13Х. После насечки зубьев напильники подвергают термической обработке до твердости не менее HRC 54.
По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники.
Для общеслесарных работ применяют напильники общего назначения.
1 2 3 4

5 6 7
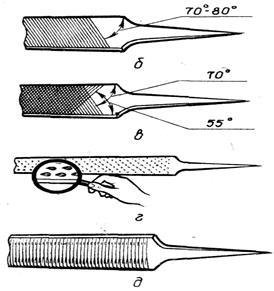
| Рисунок 10 Напильники а - основные части (1 - нос; 2 - ребро; 3 - грань; 4 - пятка; 5 - кольцо; 6 - хвостовик; 7 - ручка); б — одинарная насечка; в — двойная насечка; г — рашпильная насечка; д — дуговая насечка. |
По числу насечек на 1 см длины напильники подразделяют на 6 номеров.
Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с погрешностью 0,5—0,2 мм.
Напильники с насечкой № 2 и 3 (личные) служат для чистового опиливания деталей с погрешностью 0,15—0,02 мм.
Напильники с насечкой № 4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Погрешность при обработке — 0,01—0,005 мм.
По длине напильники могут изготовляться от 100 до 400 мм.
По форме поперечного сечения они подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Для обработки мелких деталей служат малогабаритные напильники — надфили.
Обработку закаленной стали и твердых сплавов производят специальными надфилями, на стальном стержне которых закреплены зерна искусственного алмаза.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Дата добавления: 2015-09-23; просмотров: 2327;