Потери в стыках ВС
На вносимое затухание смонтированного участка помимо собственного затухания в ВС существенное влияние оказывает качество стыков, т.е. разъемных и неразъемных (сварки, склейки) соединений. Потери в стыках ВС можно разделить на:
- потери, обусловленные различием параметров соединяемых ВС (внутренние потери);
- потери, обусловленные неточностью юстировки соединяемых ВС.
Эти потери невозможно уменьшить при заделке волокон в соединитель или юстировкой перед сваркой. Основными причинами потерь являются различия показателей преломления сердцевин соединяемых ВС (рис. 3.4) их числовых апертур (рис. 3.5) и диаметров сердцевин (для многомодовых ВС) или диаметров модовых полей (для одномодовых ВС) (рис. 3.6).
Рисунок 3.4 - Неодинаковые показатели преломления сердцевины ВС
Потери из-за различия показателей преломления сердцевин являются следствием френелевского отражения на границе раздела двух сред с разными показателями преломления. Для волокон со ступенчатым профилем при отсутствии зазора между ВС потери составят, дБ
 (3.7)
(3.7)
где n1 и n2 – показатели преломления волокон.
Рисунок 3.5 - Неодинаковые числовые апертуры соединяемых многомодовых ВС
Если излучение переходит из ВС1, имеющего числовую апертуру NA1, в ВС2 с числовой апертурой NA2, которая удовлетворяет условию (NA1>NA2), то часть излучения из ВС1 выйдет в оболочку ВС2 и там рассеется. В этом случае при отсутствии зазора между ВС потери составят
 (3.8)
(3.8)
Рисунок 3.6 - Неодинаковые диаметры сердцевин многомодовых ВС или неодинаковые диаметры модовых полей одномодовых ВС
Потери возникают при переходе из ВС1 с большим диаметром в ВС2 с меньшим диаметром:
 (3.9)
(3.9)
Рассмотренные потери (кроме потерь из-за различия показателей преломления) зависят от направления распространения света. Потери из-за различия показателей преломления в первом приближении не зависят от направления распространения света.
В соответствии с рекомендациями G651 числовая апертура градиентных многомодовых ВС должна удовлетворять условию NA = 0.2± 0,015, а диаметр сердцевины d = 50±3 мкм. Расчеты по (3.8) и (3.9) показывают, что максимальные потери могут достигать 1 и 1,3 дБ соответственно. Для одномодовых ВС со смещенной дисперсией в соответствии с рекомендациями G653, предназначенных для работы на длине волны 1,55 мкм диаметр модового поля должен удовлетворять условию d=8,4±0,5 мкм. Максимальные потери, рассчитанные по выражению (3.9), могут достигать 1 дБ. Реальные отклонения указанных параметров, которые обеспечивают лучшие производители волокон, намного меньше рекомендаций G651-G654. Это обстоятельство, а также группирование сращиваемых ВС позволяет сваривать ВС с потерями порядка 0,01 дБ и изготавливать оптические разъемные соединители с потерями порядка 0,2-0,5 дБ.
Эти потери проявляются в разъемных и неразъемных соединениях. Потери в разъемных соединениях являются следствием несовершенства как самой конструкции соединителя, так и процесса оконцовывания ВС. Потери в разъемных соединениях зависят от неточности юстировки волокон при их заделке в наконечник соединителя (радиальное, угловое и осевое смещение) и некачественной обработки (полировки) торцов соединяемых ВС. В разъемных соединениях эти потери обычно являются основными.
Потери в неразъемных соединениях определяются неточностью юстировки ВС в сварочном аппарате перед сваркой. Однако современные сварочные аппараты имеют автоматическую юстировку и автоматическое управление процессом сварки ВС, обеспечивающее минимальные потери. Вследствие этого потери в сварке в основном определяются различием параметров свариваемых ВС.
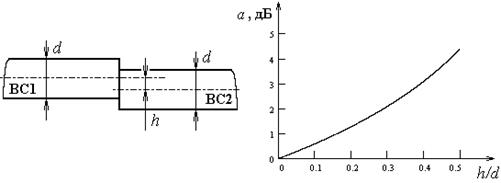
Рисунок 3.7 - Радиальное смещение осей ВС
Такое смещение приведет к тому, что часть энергии из ВС1 не попадает в ВС2. Потери не зависят от направления распространения света и при малых смещениях h << d они составляют
 (3.10)
(3.10)
Рисунок 3.8 - Угловое смещение осей ВС
Эти потери также не зависят от направления распространения света и при малых угловых смещениях a < < 2 . NA они составляют
 (3.11)
(3.11)
Рисунок 3.9 - Осевое смещение торцов ВС
Осевое смещение торцов может иметь место только в разъемных соединениях ВС. Потери составляют:
 (3.12)
(3.12)
где h – осевое смещение.
Приведенные формулы не являются точными и не учитывают всех физических явлений, происходящих на стыке ВС, но они позволяют примерно оценить необходимую точность юстировки при сварке и точность изготовления оптических разъемов. Задаваясь потерями 0,2 дБ, определим по (3.10)–(3.12) требования к юстировке градиентных многомодовых ВС, изготовленных в соответствии с требованиями G651-G654 [5]. Максимально допустимые радиальное, осевое и угловое смещения составят 2,3, 3 мкм и 1° соответственно.
Дата добавления: 2015-09-21; просмотров: 1611;