Выбор угла наклона главной режущей кромки
Угол наклона главной режущей кромки (  ) оказывает влияние на шероховатость обработанной поверхности, т.к. определяет направление схода стружки, и прочность режущего клина инструмента.
) оказывает влияние на шероховатость обработанной поверхности, т.к. определяет направление схода стружки, и прочность режущего клина инструмента.
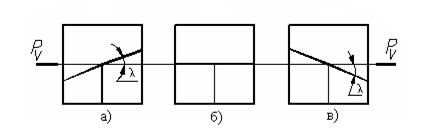
Рис.18 Угол наклона главной режущей кромки:
положительный(а), равный нулю(б) и отрицательный(в)
Угол l может быть положительным, отрицательным, равным нулю (рис.18). Угол λ является отрицательным, когда вершина резца является наивысшей точкой режущей кромки, положительным – наинизшей точкой.
Если угол l=0 стружка будет сходить в сторону уже обработанной поверхности, так как скорость резания (а, следовательно, и скорость стружки) в т. В > скорости резания в т. А (рис.19,а). Такое направление схода стружки будет ухудшать шероховатость обработанной поверхности.
Если угол l будет положительным, стружка тем более будет сходить в сторону уже обрабатываемой поверхности, так как в эту сторону направлен вектор скорости Vр (рис.19, б).
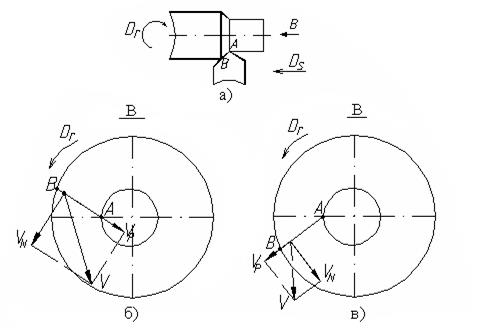
Рис.19 Влияние угла наклона главной режущей кромки на
направление схода стружки(вид по стрелке «В» увеличен)
В случае отрицательного угла l, стружка будет сходить в направлении вектора скорости VР в сторону обрабатываемой поверхности (рис.19,в). Следовательно, при чистовой обработке l должен быть отрицательным, при черновой – положительным или равным нулю.
С точки зрения прочности режущего клина инструмента необходимо выбирать углы l положительные или равные нулю. Это связано с тем, что при отрицательном угле l наибольшая нагрузка приходится на вершину резца, которая является наименее прочным местом режущей части. При положительном угле l или равном нулю нагрузка приходится не на вершину резца, а на удаленное от нее место режущей кромки, которое более прочно, чем вершина.
Выбор главного и вспомогательного углов в плане
Эти углы оказывают влияние на шероховатость обработанной поверхности и на износ инструмента.
Уменьшение углов j и j1 приводит к снижению шероховатости обработанной поверхности и повышению периода стойкости инструмента, но в то же время - к увеличению силы отжимающей резец от заготовки (сила Ру), что может привести к возникновению вибраций. Поэтому главный угол в плане должен выбираться исходя из жесткости заготовки.
При чистовой обработке жестких заготовок угол φ необходимо брать меньше, чтобы обеспечить более высокую работоспособность инструмента и меньшую высоту микронеровностей обработанной поверхности, при обработке нежестких заготовок необходимо учитывать вероятность возникновения вибраций (для уменьшения составляющей силы резания Ру следует увеличивать главный угол в плане).
Вспомогательный угол в плане для резцов обычно берется в пределах 10-30о.
Дата добавления: 2015-08-14; просмотров: 1321;