Соединение и присоединение проводов и кабелей
Надежность работыэлектропроводок иэлектроустановок в значительной степени определяется качеством контактных соединений жил проводов и кабелей.В месте соединения проводников возникаетпереходноесопротивление электрического контакта, обусловленное поверхностями оксидными пленками имикрошероховатостями контактируемых поверхностей. Переходное сопротивление зависит от физических свойств соприкасающихся материалов, их состояния (загрязненности, окисления) силы сжатия в месте контакта, площади соприкосновения, температуры нагрева и др. Во время эксплуатации контактные соединения подвергаются разрушающему воздействию агрессивной окружающей среды, ударным и вибрационным нагрузкам, действию температур нагрева токопроводящих жил. Поэтому способу соединения, качеству заполнения и обеспечению стабильности контактного сопротивления уделяется большое внимание.
Контактные соединения могут быть разборными и неразборными. В разборных соединениях разъединение, соединение осуществляются без его разрушения, а в неразборных разъединить их можно, только разрушив соединение. Разборные соединения дороже неразборных, в процессе эксплуатации необходимы их периодический контроль и подтягивание. Неразборные соединения обеспечивают стабильность переходного сопротивления и практически исключают надзор и обслуживание при эксплуатации. Поэтому разборные соединения применяют, когда по условиям эксплуатации необходимо отсоединять провода и кабели: в электрических машинах и аппаратах, светильниках, распределительных устройствах, во вторичных цепях и т. п. Исполнение выводов и устройств для соединения жил должно обеспечивать удобство монтажа, не допускать передачу давления на проводник через изоляцию, выдерживать воздействие агрессивной окружающей среды. Площадь устройств соединения должна быть достаточной, чтобы при максимальной нагрузке температура не превышала допустимых значений, а их конструкция исключала разрушение проводника и расчленение проволок. Жилы к электрооборудованию могут присоединяться с помощью плоских, штыревых, гнездовых, штифтовых, лепестковых и желобчатых выводов.
Присоединение жил сечением до 10 мм2 к выводам может выполняться без наконечника, более 16 мм2 - с наконечниками. Способы соединения, оконцевания жил наконечниками определяются уровнем напряжения, материалом и сечением жил, требованиями обеспечения надежности, а также наличием соответствующего оборудования и материалов. Длина разделки жил зависит от способа соединения и сечения жил и приводится в соответствующих инструкциях. При соединении и оконцевании жил проводов и кабелей применяют медные гильзы серии ГМ и алюминиевые серий ГД, ГАО, медные наконечники серий Т и П ,
медноалюминиевые серий ТАМ и ШП, алюминиевые серий ТА, ЛАТ, ЛАС, ШАС. Для обеспечения надежного контактного соединения проводники жил очищают от грязи и пропиточного состава и зачищают до блеска. Для предохранения алюминиевых жил от быстрого окисления зачистку выполняют под слоем нейтральной смазки. Соединения, не требующие стабилизации электрического сопротивления, могут выполняться стальными крепежными изделиями, защищенными от коррозии. Для стабилизации электрического сопротивления применяются крепежные изделия из цветных

Рис.2.1. Способы соединения жил опрессованием:
а-вдавливанием; б- сплошной прессовкой
металлов, тарельчатые пружины, переходные детали в виде пластин, наконечников, шайб увеличенного размера и др.
Для неразборных контактных соединений и оконцевания применяют опрессовку, пайку и сварку.
Oпpecсование. Применяется для присоединения и ответвления медных и алюминиевых жил проводов и кабелей сечением от 0,75 до 240 мм2 напряжением до 10 кВ и для оконцевания напряжением до 35 кВ, а также для соединения и ответвления проводов и тросов воздушных линий электропередачи. Преимущества этого метода соединения - простота, автономность, достаточно высокая производительность и широкий диапазон сечений жил. Однако этот способ требует строгой соблюдения технологии соединения, а в процессе эксплуатации возможно повышение переходного сопротивления в результате образования оксидных пленок в соединении, что вызывает необходимость их периодического контроля. Соединение опрессованнем может быть выполнено местным вдавливанием или сплошной опрессовкой. Опрессовку жил валюминиевых наконечикахпроизводят двухзубым вдавливанием, а в медных – однозубым. При соединении жил в гильзах выполняют соответственно четырех- и двухзубое вдавливание. Для опрессования соединении применяют механические и гидравлические пресс-клещи ПК-2м и КП-1м и клещи ГКЯ а также механические и гидравлические прессы РГП-7м, РМП-7мВ ПГЭП-2. Опрессовка производится с помощью сменного уиифицип ванного инструмента для двух- и однозубого вдавливании УИИ-21 УНИ-IA, УСА и др. Для сплошного обжатия наконечников и гильз применяют инструмент НИСШО и пресс ПГР-20м. Опрессовку следeт производить до упора пуансона в плечики матрицы. Высокое качество и надежность выполненного соединения и оконцевания опрессовкой могут быть обеспечены только при правильном подборе гильз и наконечников, инструмента и механизмов, а также при соблюдении технологии работ.
Пайка. Применяется для соединения и ответвления многопроволочных жил в гильзах или специальных формах непосредственным оплавлением припоя или способом полива, при оконцевании жил наконочника.
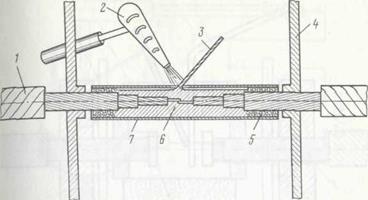
Рис.2.2 . Схема пайки жил кабеля:
/ _ жила кабеля. 2- горелка; 3-палочка припоя. 4 - тепловые экраны; 5 — асбестовая подмотка. 6 - рас плавленный припой, 7 - форма
ми типа П и пропайки жилы, оформленной в монолитный стержень или кольцо, а также для соединении и ответвления медных и алюминиевых жил сечением до 10 мм2 в скрутках с пропайкой. Этот способ обеспечивает высокую стабильность контактного соединения, возможность соединения медных и алюминиевых жил.
К недостаткам соединения жил в широком диапазоне сечением до 240 мм2 для алюминиевых и до 300 мм2 для медных следует отнести его малую производительность и возможность разрыва контактного соединения при сквозных токах короткого замыкания в случае применения оловянистых припоев. Поэтому пайку следует применять, когда нельзя применить сварку и опрессовку.
Дли пайки алюминиевых жил используют припой оловянно-медно-цинковый марки А, цинко-оловнниетый — ЦО-12 и цинко-алюминие-выи— ЦА-15, для пайки медных жил — оловянно-свинцовый ПОС-40 и ПОС-61. Последний применяется для тонких медных проводников. Пайку медных жил выполняют с флюсом (канифолью, КСп или ЛТИ-120), наносимым на место пайки перед сплавлением припоя. Перед пайкой производят лужение жил. Инструмент для пайки должен соответствовать ее технологии. Схема пайки жил кабеля непосредственным сплавлением припоя приведена на рис.2.2. При соединении и ответвлении алюминиевых жил используют разъемные или неразъемные стальные формы , стандартные соединительные и ответвительные медные луженые гильзы. После нанесения припоя концы жил помещают в форму и палочку припоявносят в пламя горелки.Для предотвращения повреждения края изоляции обматывают асбестовым шнуроми надевают тепловые экраны.
Соединение и ответвление поливом для алюминиевых жил производят в стальных разъемных формах, а медных жил — в гильзах. Установку и уплотнение форм выполняют так же, как при пайке, непосредственым
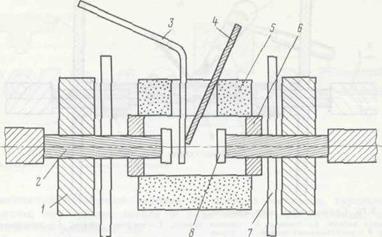
Рис 2.3 Схема термитной сварки:
/ — охладитель, 2 — жила кабеля; J — мешалка: 4 — присадочный пруток; 5 — термитный патрон 6 - уплотнение асбестовым шнуром;7 -экран. 8 — алюминиевый колпачок
сплавлением припоя. При этом исключаются лужение жил и установка экранов и охладителей. Припой расплавляют в тигиле. После разогрева тигиля форму или гильзу заливают расплавленные припоем через литниковые отверстия паяльной ложкой. Длительность пайки поливом не должна превышать 1 —1,5 мин. После снятия формы удаляют излишки припоя и зачищают соединение.
Медные жилыс алюминиевыми соединяют такими же способами
Для оконцевания медных и алюминиевых жил используют медные штампованные наконечники типа П. После установки наконечника на жилу к нижней части подматывают асбестовый шнур и выполняют пайку нагреванием цилиндрической части наконечника введением в негоприпоя.
Пайка скруток медных жил небольшого сечения может выполняться паяльником.
Сварка.Существенными преимуществами применения сварки являются возможность соединения жил большого сечения и обеспечение стабильного контактного соединения. Наиболее широко применяют электросварку термитную и газовую.
Термитную сварку применяют для соединения, оконцевания алюминиевых и сталеалюминиевых жил суммарным сечением до 800 мм2. Для сварки используют термитные патроны ПА и ПАТ предусматривающие термитный муфель, кокиль и алюминиевый колпачок. При выполнении сварки используют набор приспособлений НТС 2М, содержащий охладители и соединительные планки для их установки, раздвижной штатив, кисточки, ключи, защитные очки и др. Подготовленный к сварке патрон поджигают термитной спичкой и в литниковые отверстия вводят покрытый флюсом присадочный пруток.
По окончании горения, когда расплавятся жилыи литниковые трубы заполнятсяжидким металлом, который перемешивают мешалкой для устранения раковин и выпуска газов и шлаков. После застывании металла скалывают муфель, удаляют кокиль и литниковую прибыль. Неровности от сварки сглаживают напильником.
При оконцевании жил термитной сваркой применяют наконечники ЛАС и ЛАШ.
Электросварка контактным разогревом. Соединения и ответвления скрутки однопроволочных жил суммарным сечением до 10 мм2 могут осуществляться клещамис угольными электродами и аппаратом ВКЗ-1. Аппарат ВКЗ-1 состоит из сварочного пистолета, в котором имеются губки для зажима проводов, угольный электрод и контактная система для управления подачей напряжения для сварки. Зачищенные и скрученные жилы зажимают в губках аппарата так, чтобы их концы упирались в лунку угольного электрода. При нажатии спускового крючка включают ток. Угольный электрод под действием пружины автоматически подается вперед по мере оплавления жил. Сварка прекращается после оплавления жил на заданной длине.
Для соединения многопроволочных жил сечением от 10 до 240 мм2 по торцам методом контактного разогрева используют формы из графитного угля или стали. Для сварки применяют трансформаторы переменного токамощностью 1,5—2 кВт со вторичным напряжением 8—12 В. Обмотки трансформатора подключают одним концом к охладителю, адругим к электродержателю. Жилы сечением более 70 мму предварительно сплавляют в монолит, после этого их сваривают. Оконцевание жил производят так же, как и соединение. При этом применяют наконечники типов А и ЛА.
Газовая сварка. Для газовой сварки применяют сжиженные газы: бутан, пропан или их смеси. При пропано-воздушной сварке горение поддерживается кислородом воздуха, при пропано-кислородной -кислородом, поставляемым в баллонах к месту выполнения работ.
Пропан-воздушная сварка применяется для соединения скруток жил суммарным сечением до 20 мм2. Для ее выполнении используют серийно изготовляемый набор ОГК-19. состоящий из горелки, рукава с баллонным штуцером, двух баллонов вместимостью I л и других приспособлений. После подготовки скрутки жил ее нагревают пламенем горелки до образования капли на конце скрутки, свидетельствующей о том, что жилы сварились.
Пропан-кислородную сварку применяют для сварки скруток одно-проволочных алюминиевых жил суммарным сечением до 35 мм2 и медных — до 20 мм2, соединения встык одно- и многопроволочных жил иответвлений типов кабель — кабель и кабель—пластина сечением до 1500 мм', сварки алюминиевых и сталеалюминиевых проводов воздушных линий и ответвлений сборных шин сечением до 700 мм2, а также для оконцевания жил сечением до 150 мм2.
В комплект принадлежностей и приспособлений для пропано-кислородной сварки входят: кислородные баллоны, редукторы, переходные вентили, резино-тканевые рукава, двух- и трехфакельные горелки, охладители клещевого и разъемного типов и др. Сварку выполняют в формах ФС при соединении жил и в формах ФА — при ответвлении. Для оконцевания жил применяют наконечники Л А и ЛАС. После полготовки жил к сварке формы с помощью горелок разогревают до красного цвета и вводят присадку. Расплавленный металл перемешивают нихромовой мешалкой. После остывания форму разбирают, удаляют литниковую прибыль и напильником зачищают неровности.
Контроль качества соединения осуществляют внешним осмотром и применением специальных средств проверки и измерения. В соединениях, выполняемых опрессовкой, наконечники и гильзы должны соответствовать сечению и конструкции жил, а материалы и пуассоны — наконечникам и гильзам. В местах вдавливания не должно быть порывов, трещин, неровностей, заусениц, а лунки должны быть расположены соосно и симметрично относительно середины гильзы или хвостовика наконечника. Правильность глубины вдавливания проверяют специальным измерителем или штангенциркулем с насадкой.
Дата добавления: 2015-07-10; просмотров: 2119;