Гибка металла
 Гибкой (изгибанием)называется операция, в результате которой заготовка
Гибкой (изгибанием)называется операция, в результате которой заготовка
принимает требуемую форму (конфигурацию и размеры за счет растяжения наружных
слоев металла и сжатия внутренних.
 Гибка металла является наиболее распространенной операцией при выполнении
Гибка металла является наиболее распространенной операцией при выполнении
санитарно-технических и вентиляционных работ. Гибку прутков, полосовой стали
осуществляют в тисках и на наковальне. Гибку прокатной уголковой стали (например,
для изготовления фланцев) осуществляют на специальных станках. Гибку труб
 32
32
выполняют как вручную, так и с помощью механизмов.
Широкое применение узлов трубопровода, изготовленных с помощью гнутья, объясняется меньшим их гидравлическим сопротивлением по сравнению с использованием фасонных частей, а также меньшей трудоемкостью изготовления и монтажа.
Виды изогнутых деталей:
 Отвод– деталь, изогнутая под углом 45, 60, 90 или 135º. Его применяют при поворотах
Отвод– деталь, изогнутая под углом 45, 60, 90 или 135º. Его применяют при поворотах
трубопровода. Радиусами кривизны, при которых труба не расходится по шву, являются
для труб диаметром 15..20мм два наружных диаметра трубы.
 Уткаили отступ– деталь с двумя изогнутыми частями, обычно под углом 135º. Утки
Уткаили отступ– деталь с двумя изогнутыми частями, обычно под углом 135º. Утки
применяют в тех случаях, когда присоединяемая к трубопроводу деталь лежит не в
одной плоскости с трубой или пои обходе препятствий.

Скоба- деталь с тремя изогнутыми углами. Центральный угол обычно равен 90º, а
 боковые –по 135º. Скобы используют при обходе другой трубы.
боковые –по 135º. Скобы используют при обходе другой трубы.
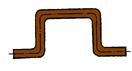
Компенсатор– деталь П-образной формы, устанавливаемая для воспринятия
температурных удлинений трубопровода.
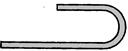 Калач– деталь в форме правильной полуокружности. Калач заменяет два отвода и
Калач– деталь в форме правильной полуокружности. Калач заменяет два отвода и
его используют преимущественно для соединения двух нагревательных приборов,
расположенных один над другим, на подводках к приборам.
Разметка труб для гнутья: до гибки необходимо подсчитать заготовительную длину отрезка трубы, чтобы после изгиба получить заготовку, размер которой соответствует размерам, указанным на эскизах гнутых деталей трубопровода.
Заготовительной длинойназывается длина детали в выпрямленном виде или размер прямого куска трубы, из которого изготавливают изогнутую деталь.
Монтажной длинойназывается действительная длина детали трубопровода без навернутых на нее фасонных частей или арматуры, то есть длина участка между осями изгиба, длина от концов изогнутой детали до точки пересечения осевых линий в изгибе и между точками пересечения осевых линий изогнутых частей.
 Инструменты, приспособления и материалы, применяемые при гибке
Инструменты, приспособления и материалы, применяемые при гибке
В качестве инструментов при гибке листового материала толщиной от 0,5мм, полосового
и пруткового материала толщиной до 0,6мм применяют стальные слесарные молотки с
квадратными и круглыми бойками массой от 500 до 1000г, молотки с мягкими вставками,
 деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала
деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала
заготовки, размеров ее сечения и конструкции детали, которая должна получится, в результате
гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием
 оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
 Молотки с мягкими вставками и деревянные молотки – киянки
Молотки с мягкими вставками и деревянные молотки – киянки
применяют для гибки тонколистового материала толщиной до 0,5мм, заготовок
из цветных металлов и предварительно обработанных заготовок. Гибку
производят в тисках с применением оправок и накладок (на губки тисков) из
мягкого материала.
Плоскогубцыи круглогубцыприменяют при гибке профильного проката
толщиной менее 0,5мм и проволоки. Плоскогубцы предназначены для захвата и

 удержания заготовок в процессе гибки. Они имеют прорезь около шарнира.
удержания заготовок в процессе гибки. Они имеют прорезь около шарнира.
Наличие прорези позволяет производить откусывание проволоки. Круглогубцы
также обеспечивают захват и удержание заготовки в процессе гибки и, кроме
 того, позволяют производить гибку проволоки.
того, позволяют производить гибку проволоки.
Ручная гибка в тисках– сложная и трудоемкая операция, поэтому для
снижения трудовых затрат и повышения качества ручной гибки используют различные
 приспособления. Эти приспособления предназначены для выполнения узкого круга
приспособления. Эти приспособления предназначены для выполнения узкого круга
операций и изготавливаются специально для них.
Наиболее сложной операцией является гибка труб. Необходимость в гибке
возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в
холодном, так и в горячем состоянии.
 Холодная гибка труб осуществляется в станках Вольянова (ручная гибка) и на
Холодная гибка труб осуществляется в станках Вольянова (ручная гибка) и на
механизированных аналогах с применением дорна. Горячая гибка труб дает более
качественный результат.
Для предупреждения появления деформаций внутреннего просвета трубы в виде
складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Дата добавления: 2015-07-10; просмотров: 4332;