ПРОДУВКА МЕТАЛЛА ГАЗАМИ, ВАКУУМНАЯ ДЕГАЗАЦИЯ
В настоящее время практика продувки металла газами получила достаточно широкое распространение. Способы введения газа (как правило, аргона) различны: 1) через днище промежуточного ковша; 2) в стакан промежуточного ковша; 3) в месте стыка стакана промежуточного ковша и погружного стакана; 4) в погружной стакан; 5) через стопор; 6) в жидкий металл в кристаллизаторе.
24.11.1. Продувка газами в промежуточном ковше.Инжекция инертного газа в промежуточный ковш чаще всего осуществляется через пористые блоки или вставки, установленные в днище ковша. Пористый огнеупорный блок может выполняться во всю ширину ковша с подведением газа через камеру, прикрепленную к кожуху ковша. При этом поднимающиеся вверх пузыри инжектируемого газа создают защитный экран перпендикулярно потоку металла. Установка пористого блока в виде кольца, примыкающего к наружной стенке стакана промежуточного ковша, дает возможность обрабатывать весь металл перед его попаданием в кристаллизатор. Инжекция происходит через пористую вставку, имеющую, например, форму усеченного конуса, или вставку, состоящую из пористого цилиндра, помещенного внутрь газоплотного материала. Внутренний пористый цилиндр может иметь резьбу и навинчиваться на металлическую трубку, через которую подводится газ.
24.11.2. Подача газов в стакан промежуточного ковша.Инжекция газа таким способом позволяет в значительной степени устранить снижение скорости и исключить случаи прекращения разливки вследствие зарастания стакана. Кроме того, при этом снижается количество подкорковых пузырей и неметаллических включений, образовавшихся из продуктов вторичного окисления и частиц шлака из промежуточного ковша. Положительный эффект инжекции реализуется при оптимальном ведении процесса разливки и прежде всего при определенном сочетании скорости разливки и расхода инжектируемого газа. Так, большая подача газа может затормозить движение струи металла, привести к ее разбрызгиванию и созданию нежелательного «кипения» покровного шлака в кристаллизаторе.
24.11.3. Подача газов в зону стыка стакана промежуточного ковша и погружного стакана.Инжекция газов на этом участке разливочного тракта осуществляется либо через пустотелую шайбу, либо через газопроницаемое огнеупорное кольцо, укрепленное герметично между стаканом промежуточного ковша и погружным стаканом. Инжектирование газа в зону стыка стакана и промежуточного ковша и погружного стакана можно рассматривать как средство защиты разливаемого металла от вторичного окисления кислородом воздуха. Инжектирование газа в шиберный затвор, регулирующий поступление металла из промежуточного ковша в кристаллизатор, через пористую вставку в шиберной плите можно рассматривать как инжекцию в зону стыка стакана промежуточного ковша и погружного стакана.
24.11.4. Вдувание в погружной стакан.Инжекция газа в погружной стакан производится через отверстие в боковой стенке стакана, либо через пористый элемент, выполненный в виде вставки в стенку или дно стакана, или в виде кольца, помещенного внутрь стакана. Разработан способ подвода газа к сталевыпускному отверстию погружного стакана через канал, выполненный в его боковой стенке. Для повышения эффективности инжектирования предлагается вводить газ через серию отверстий в стенках стакана; в последнем случае отверстия выполняются под углом 40-60° к вертикали, а проекции их в горизонтальной плоскости расположены параллельно осям поперечного сечения стакана на расстоянии от них, равном 0,5-0,9 радиуса его канала.
Имеются конструкции, в которых инертный газ подводится к поверхности канала по коллектору, выполненному в стенке стакана на уровне, примерно соответствующем уровню металла в кристаллизаторе. В результате весь металл, протекающий через вертикальный канал погружного стакана, насыщается пузырями инертного газа и выходит в кристаллизатор через боковые отверстия стакана. Стакан выполнен из огнеупора, устойчивого против коррозии металлом, — глино-земографита. Высокая стойкость в шлаковом поясе достигается пропиткой поверхности стакана смолой или пеком.
Применение такого стакана с предусмотренным ижектированием газа позволяет разливать пять-шесть плавок из 250-т сталеразливочного ковша без замены стакана. При этом исключается возможность затягивания стакана, т. е. нет необходимости в его прожигании. Инжекция газа в погружной стакан эффективна при рафинировании от неметаллических включений, а также для благоприятного распределения включений по сечению отлитой заготовки, улучшения гидродинамики потока металла вследствие снижения скорости проникновения последнего в жидкую лунку слитка; благодаря инжекции газа в стакан удалось сократить образование трещин на прокатанных листах и повысить их физико-механические свойства.
24.11.5. Продувка через стопор.Газ подают через сквозной канал в стопоре с выходом в отверстие в нижней (регулирующей дозирование металла в кристаллизатор) части через серию отверстий или через газопроницаемую вставку. При этом стопор может быть либо в традиционном исполнении (сборный из трубок и пробки), либо (и это наиболее распространено) в виде цельного стопора-моноблока. Инжекция может проводиться так, чтобы весь газ направлялся через стакан промежуточного ковша в погружной стакан в кристаллизатор, т. е. в направлении потока разливаемого металла, или часть газа направляется вверх к покровному шлаку в промежуточном ковше, т. е. навстречу потоку металла.
Выход инжектируемого газа вниз позволяет полностью использовать газ, т. е., очевидно, имеется в виду максимальный рафинирующий эффект в результате более длительного контакта пузырей газа с металлом на всем тракте разливки. При подаче газа к слою покровного шлака в промежуточном ковше можно ожидать отсечки и захвата частиц шлака пузырями газа и переноса этих частиц в покровный слой, что предотвращает засасывание частиц шлака в кристаллизатор.
Инжекция газа через стопор снижает или практически полностью предотвращает затягивание разливочных стаканов, улучшает качество слитков и получаемого из них проката в результате уменьшения количества неметаллических включений. Как правило, инжектируется аргон, реже — азот. Выбор газа определяется требованиями к химическому составу и физико-химическим свойствам выплавляемого металла и экономической целесообразностью. Стопоры-моноблоки изготавливают корундографитового либо муллитокорундографитового состава при содержании до 30 % графита.
24.11.6. Продувка в кристаллизаторе.Основной целью инжекции газа в кристаллизатор является повышение однородности структуры слитка, хотя рафинирующий эффект по неметаллическим включениям также имеет место, как и при других способах инжекции.
Газ подают в кристаллизатор в область жидкой зоны (в лунку) формирующегося слитка. При этом принципиально можно различить три схемы инжекции: с коаксиальным подводом струи газа по отношению к струе раз-
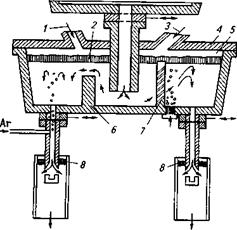
Рис. 24.27.Схема «идеального» промежуточного ковша:
/ — добавки, флюсы, порошки, проволока; 2— наведенный шлак; 3 — нагрев (плазма, дуги, А1 + О2); 4— крышка; 5—нейтрально-восстановительная атмосфера; 6— пороги, перегородки; 7— фильтрация; 8— шлаковые смеси
ливаемого металл.а; с тангенциальным подводом, или подводом под некоторым углом к струе металла; а также несколькими смещенными один относительно другого потоками. В первой схеме удобно изменять место ввода газа по глубине жидкой лунки слитка. Вторая схема, предусматривающая подачу газа в зоне, где начинает образовываться твердая корочка слитка, должна обеспечивать высокий рафинирующий эффект. Третья схема позволяет реализовать вращение и интенсивное перемешивание жидкого металла.
Газ может быть введен в кристаллизатор через каналы в его стенках, огнеупорные трубки в местах контакта с металлом и трубки, оканчивающиеся газопроницаемыми вставками. На рис. 24.27 представлена схема «идеального» промежуточного ковша с использованием почти всех методов обработки металла.
24.11.7. Непрерывное вакуумирова-ние металла.На НЛМК реализовано оригинальное технологическое решение, предложенное проф. Г. А. Соколовым. Схема основана на принципе вакуумной дегазации струи и слоя металла в проточной камере, расположенной между сталеразливочным и промежуточным ковшами УНРС. Этот вариант обработки стали рассмотрен в гл. 19. Новый метод вакуумирования практически полностью исключает контакты разливаемой стали с атмосферой.
24.11.8. Непрерывная разливкас ЭШП.Получает распространение процесс, в котором шлаковая ванна над кристаллизующимся металлом, нагреваемая током нерасходуемого электрода или токопроводящим кристаллизатором, предохраняет поверхность ванны жидкого металла от окисления воздухом и действует в качестве «смазки».
Дата добавления: 2015-06-22; просмотров: 1096;