Ультразвуковая дефектоскопия
Ультразвуковой метод основан на способности ультразвуковых колебаний отражаться от внутренних неоднородностей среды.
Основаны на регистрации колебаний, возбуждающих или возникающих в контролируемом объекте. Ультразвуковые волны обладают способностью проникать вглубь материала, что используется при обнаружении весьма малых внутренних дефектов. Появление сигнала между зондирующими и донными импульсами или ослабление интенсивности прошедших через металл ультразвуковых колебаний указывает на наличие дефекта. Отраженные от границы раздела сред (дефекты типа нарушения несплошностей), имеющих различные акустические свойства, ультразвуковые волны, попадая на пьезопластину, вызывают электрические колебания, которые усиливаются и поступают на экран дефектоскопа.
Для измерения толщины применяют обычно эхо-импульсный метод. При этом толщину стенки изделия определяют по длительности прохождения ультразвукового импульса или по времени между повторно отраженными импульсами.
Основные схемы ультразвукового контроля изображены на рисунке 75.
Эхо-зеркальный метод основан на анализе акустических импульсов, зеркально отраженных от донной поверхности объекта контроля и дефекта. Он заключается в озвучивании изделия короткими импульсами ультразвука, излучаемого от генератора Ген регистрации эхо-сигналов, отраженных от дефекта к приемнику Пр (рисунок 75, а). Этот метод позволяет контролировать сварные соединения при одностороннем доступе к ним.
Теневой (или амплитудно-теневой) метод основан на регистрации уменьшения амплитуды прошедшей волны (сквозного сигнала) под влиянием дефекта. Для контроля этим методом излучающий и приемный ПЭП располагают по разные стороны от объекта контроля (рисунок 75, б).
Зеркально-теневой метод (рисунок 75, в) основан на измерении амплитуды данного сигнала. Этот метод не требует двустороннего доступа и позволяет определять дефекты в корневых швах стыковых соединений.
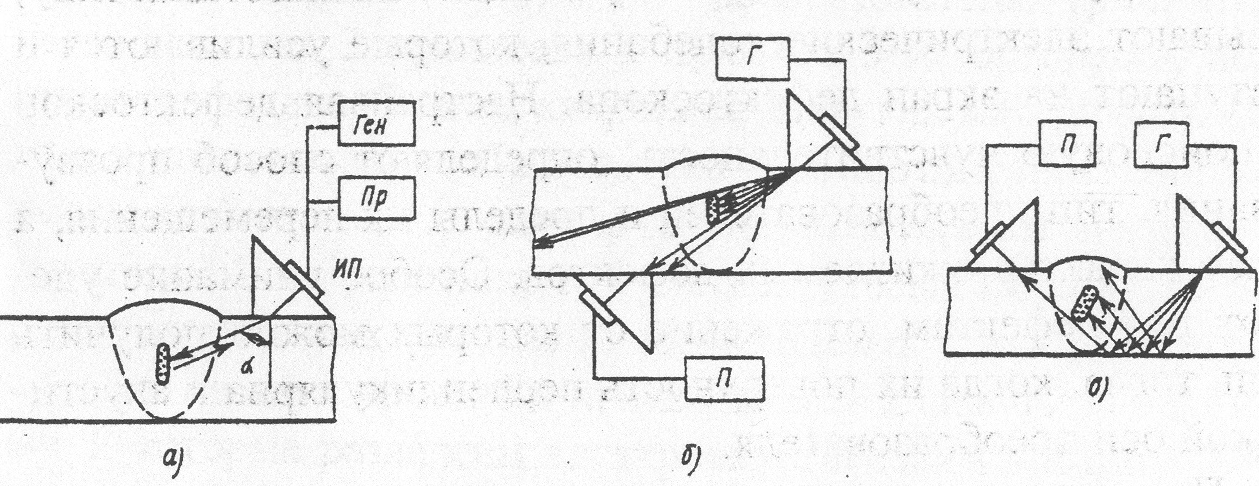
а) - эхо-зеркальный метод; б) - теневой; в) - зеркально-теневой
Рисунок 75 - Схемы использования основных методов УЗ-контроля сварных швов и варианты включения УЗ-преобразователей
Неразрушающий контроль сварных соединений следует проводить ультразвуковым (УЗК) методом в соответствии с действующими на данный момент нормативно-техническими документами на данные методы для выявления внутренних дефектов сварных соединений в виде трещин, непроваров, пор и неметаллических включений.
Для измерения толщины стенки пользуются ультразвуковыми толщиномерами, а для обнаружения дефектов ультразвуковыми дефектоскопами.
Дата добавления: 2015-04-15; просмотров: 1688;