Порядок выполнения работы. 1.Освоить табличную методику выбора универсальных измерительных средств, которая рекомендуется для серийного
1.Освоить табличную методику выбора универсальных измерительных
средств, которая рекомендуется для серийного, крупносерийного и массового производства.
2.По чертежу детали (см. рис.1) определить заданные контролируемые размеры согласно своего варианта (табл.3).
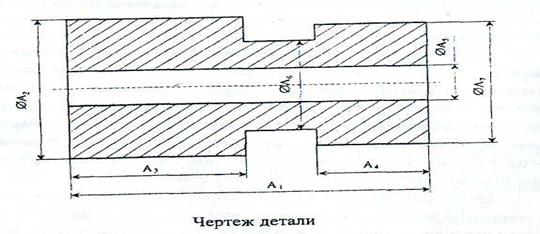
Рис.1.
Варианты заданий
Табл.3.
| Номер | Контролируемые параметры детали | ||||||
| образцов | А1 | А2 | А3 | А4 | А5 | А6 | А7 |
130± 
| 40a11 | 30± 
| 50±
| 18,5H9 | 32h12 | 34h8 | |
| 130±
| 39,5h9 | 30±
| 50±
| 18,5D10 | 32h12 | 34h8 | |
| 140±
| 42h9 | 35±
| 45±
| 20,5D10 | 34h12 | 36h8 | |
| 140±
| 42h9 | 35±
| 45±
| 20,5D10 | 34h12 | 36h8 | |
| 150±
| 43,5h9 | 40±
| 40±
| 22,5D10 | 36h12 | 38u8 | |
| 150±
| 43,5h9 | 40±
| 40,5±
| 20,5Js10 | 36js10 | 38u8 | |
| 160±
| 46u8 | 45±
| 35±
| 24,5Js10 | 38h12 | 40h8 | |
| 160±
| 46u8 | 45±
| 35±
| 24,5Js10 | 38h12 | 40h8 | |
| 170±
| 46u8 | 50±
| 30±
| 26,5D10 | 40h12 | 42u8 |
Заданные контролируемые размеры представлены в следующем виде:
130±  ; 40a11; 20,5D10,где:
; 40a11; 20,5D10,где:
- 130, 40 и 20,5 – номинальный (теоретический) размер данного параметра детали,
- IT, a и D – характеристика вида параметра детали (линейный размер, внутренний или внешний диаметры соответственно),
- 15, 11 и 10 - квалитет– характеристика класса точности изготовления данного размера.
3. Определить номинальный размер, квалитет, предельные отклонения элемента детали, используя ГОСТ 25347-81, ГОСТ 25346- 81.
Для чего:
= в соответствии с буквенной частью условного обозначения допустимых предельных отклонений (IT, a, h или D, H) определить ГОСТ, из которого следует выбирать численные значения предельных отклонений:
- IT – линейные размеры - ГОСТ 8.051-81
- a, h – внешние диаметры - ГОСТ 25347-81
- D, H – внутренние диаметры - ГОСТ 25346- 81.
=по номеру квалитета в соответствующем ГОСТе выбрать таблицу для определения предельных отклонений,
=по условному обозначению предельных отклонений (± , a11 и D10)и номинальному размеру (130, 40 и 20,5) из таблицы выбрать численные значения допустимых предельных отклонений на изготовление заданного размера (максимальное – верхнее число и минимальное – нижнее, в мкм).
4. Рассчитать предельно допустимую погрешность средства измерения.
Для чего:
=определить допуск на изготовление заданного размера Т, который равен
Т = ΔHmax – ΔHmin
с учетом знаков.
=рассчитать предельную погрешность измерения данного параметра
σизм = (0,2 – 0,3) • Т.
Величину коэффициента выбирают в зависимости от важности объекта, в который входит данная деталь. Чем ответственнее объект, тем меньше численное значение коэффициента.
=рассчитать значение предельно-допустимой погрешности СИ, которое может быть использовано для контроля качества изготовления заданного размера детали  ≤ (0,6 … 0,8) σизм.
≤ (0,6 … 0,8) σизм.
Величину коэффициента выбирают в зависимости от квалификации человека, который будет использовать СИ. Чем выше квалификация, тем большую погрешность может иметь СИ.
5. Выбрать средства измерения для контроля параметров детали (штангенциркуль, микрометр, рычажная скоба, индикаторный нутромер) и указать их метрологические характеристики (предел измерения, цену деления и предельную погрешность СИ).
Средство измерения выбирается исходя из анализа его метрологических характеристик, указанных в паспорте (технической документации, справочнике) и сравнения их с размером измеряемого параметра и предельно-допустимой погрешностью, определенной в п.4., причем:
- измеряемый (номинальный) размер должен входить в предел измерения выбираемого СИ (0,7-0,8 от предела измерений),
- предельная погрешность выбираемого СИ должна быть меньше предельно допустимой погрешности, определенной в п.4.
В работе метрологические характеристики СИ линейных размеров приведены в таблице Приложения 3. Для входа в таблицу сначала определяется интервал размеров, в который входит измеряемый. Затем по этому столбцу опускаются до строки, в которой указана предельная погрешность СИ, способного измерять данный параметр, меньшая, чем допустимая. После этого в данной строке таблицы определяют вид СИ и его метрологические характеристики, которые заносят в метрологическую карту (характеристика объекта измерения; метрологические характеристики выбранных СИ), (прил.1).
6. Сделать соответствующие выводы по выбранным средствам измерения.
Дата добавления: 2015-02-23; просмотров: 1225;