Лабораторная работа № 14. Изучение зависимости между структурой и свойствами легированных сталей
1 Лахтин, Ю. М. Материаловедение : учебник / Ю. М. Лахтин, В. П. Леонтьева. – М. : Машиностроение, 1990. – 527 с.
2 Лахтин, Ю. М. Металловедение и термическая обработка : учебник / Ю. М. Лахтин. – М. : Металлургия, 1983. – 359 с.
3 Гуляев, А. П. Металловедение : учебник / А. П. Гуляев. – М. : Металлургиздат, 1986. – 648 с.
4 Материаловедение : учебник / Б. Н. Арзамасов [и др.]. – М. : Машиностроение, 1986. – 383 с.
5 Гольштейн, М. И. Специальные стали : справочник / М. И. Гольштейн, С. В. Грачев, Ю. Г. Верслер. – М. : Металлургия, 1986. – 408 с.
6 Термическая обработка в машиностроении : справочник / Под ред. Ю. М. Лахтина. – М. : Машиностроение, 1980. – 783 с.
7 Журавлев, В. Н. Машиностроительные стали : справочник /В. Н. Журавлев, О. Н. Николаева. – М. : Машиностроение, 1981. – 392 с.
8 Худокормова, Р. Н. Материаловедение: лабораторный практикум : учеб. пособие для вузов / Р. Н. Худокормова, Ф. И. Пантелеенко ; под ред. Л. С. Ляховича. – Минск : Выш. шк., 1988. – 224 с.
9 Конструкционные материалы : справочник / Под ред. Б. Н. Арзамасова. – М. : Машиностроение, 1990. – 688 с.
МАТЕРИАЛОВЕДЕНИЕ. МАТЕРИАЛОВЕДЕНИЕ И ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ. МАТЕРИАЛОВЕДЕНИЕ И ТЕХНОЛОГИЯ МАТЕРИАЛОВ
Лабораторная работа № 14. Изучение зависимости между структурой и свойствами легированных сталей
Цель работы: изучение влияния легирующих элементов на фазовый состав, структуру и свойства сталей; классификация, маркировка и термическая обработка легированных сталей.
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими. Стали, в которые для получения требуемых свойств вводят легирующие элементы, называют легированными. Большинство легирующих элементов растворяются в основных фазах железоуглеродистых сплавов – феррите, аустените, цементите или образуют специальные карбиды.
Элементы, растворимые в железе, изменяют температурный интервал существования его аллотропических модификаций, т. е. сдвигают критические точки А3 и А4 по температурной шкале.
Марганец и никель повышают точку А4 и снижают А3, расширяя аустенитную область. Хром, молибден, вольфрам, ванадий, кремний, алюминий и др. повышают точку А3 и снижают А4, сужая аустенитную область и расширяя ферритную. При определенной концентрации элементов первой группы температура начала мартенситного превращения снижается до зоны отрицательных температур и после закалки аустенитное состояние существует устойчиво при комнатной температуре. Такие сплавы называются аустенитными. При высоком содержании элементов второй группы образуются ферритные сплавы.
По отношению к углероду легирующие элементы делятся на две группы – карбидообразующие и некарбидообразующие. Никель, кобальт, медь, кремний относятся к некарбидообразующим элементам; марганец, хром, молибден, вольфрам, ванадий, титан, цирконий – к карбидообразующим. Карбиды в сталях делятся на две группы. К первой группе относятся карбиды со сложной кристаллической решеткой – Ме3С, Ме26С6, Ме6С (например, цементит); ко второй – карбиды типа МеС и Ме2С с простой кристаллической решеткой. Карбиды первой группы при нагреве легко растворяются в аустените, а второй – трудно, поэтому при нагреве под закалку они задерживают диффузионные процессы и тормозят рост зерна аустенита (измельчают зерно).
Легирующие элементы замедляют диффузионные процессы и снижают скорость распада аустенита, что способствует переохлаждению его до интервала мартенситного превращения при более медленном охлаждении (возможно охлаждение в масле или на воздухе). При этом снижается критическая скорость закалки и увеличивается прокаливаемость легированных сталей. Наиболее сильно увеличивают прокаливаемость стали марганец, хром, никель, молибден.
Почти все легирующие элементы понижают температуру мартенситного превращения и увеличивают количество аустенита остаточного. Большинство легирующих элементов замедляют процесс распада мартенсита при отпуске. Поэтому для получения одинаковых результатов легированную сталь нужно нагревать при отпуске до более высокой температуры или увеличивать продолжительность отпуска по сравнению с углеродистой.
Легированные стали классифицируют по четырем признакам: по равновесной структуре, получаемой после отжига; по структуре после охлаждения на воздухе; по составу; по назначению.
По равновесной структуре стали делятся на доэвтектоидные, эвтектоидные, заэвтектоидные, ледебуритные, ферритные и аустенитные. Большинство легирующих элементов сдвигают точки S и E на диаграмме состояния «железо-цементит» влево (в сторону меньшего содержания углерода), поэтому границы между вышеуказанными сталями находятся при меньшем содержании углерода по сравнению с углеродистыми сталями. При большом их содержании, например, в быстрорежущих сталях, точка Е находится при 0,60 % углерода, что приводит к появлению в структуре стали ледебурита.
По структуре после охлаждения на воздухе различают три основных класса сталей: перлитный, мартенситный, аустенитный. Стали перлитного класса характеризуются относительно малым содержанием легирующих элементов, мартенситного – более значительным, аустенитного – высоким содержанием легирующих элементов. Получение указанных классов стали обусловлено тем, что по мере увеличения содержания легирующих элементов устойчивость аустенита в перлитной области возрастает, а температурная область мартенситного превращения снижается.
По назначению легированные стали делятся на конструкционные, инструментальные, стали с особыми свойствами. Конструкционные стали применяются для изготовления деталей машин и механизмов, инструментальные – для различного инструмента (режущего, штампового, измерительного). К сталям с особыми свойствами относятся стали, обладающие каким-либо резко выраженным свойством: нержавеющие, жаропрочные, износоустойчивые и т. д.
Маркировка сталей буквенно-цифровая. Все легирующие элементы имеют буквенное обозначение: например, В – вольфрам, Г – марганец, Д – медь, К – кобальт, М – молибден, Н – никель, Р – бор, С – кремний, Т – титан, Ф – ванадий, Х – хром, Ц – цирконий. Цифры в начале марки – среднее содержание углерода (для конструкционных сталей – в сотых долях процента, а для инструментальных – в десятых). Цифры после букв показывают примерное содержание легирующих элементов в целых процентах, отсутствие цифр указывает, что содержание 1,0 – 1,5 %. Буква А в конце марки показывает, что стали высококачественные (< 0,025 % фосфора и < 0,025 % серы). Например: сталь 12Х2Н4А – конструкционная высококачественная сталь, содержащая: С – 0,12 %, Cr – 2 %, Ni – 4 %; сталь 3Х2В8 – инструментальная, содержащая: С – 0,3 %, Cr – 2 %, W – 8 %.
Конструкционные стали.Конструкционные стали делятся на различные группы, которые отличаются друг от друга разным содержанием углерода и режимами термической обработки.
Цементируемые стали имеют низкое содержание углерода (не более 0,25 %) и подвергаются цементации – поверхностному насыщению углеродом с последующей закалкой и низким отпуском. Твердость поверхностного слоя после этого достигает HRC60, а сердцевины – HRC15...30. К цементируемым сталям относятся 15Х, 20Х, 15ХР, 20ХГР, 18ХГТ.
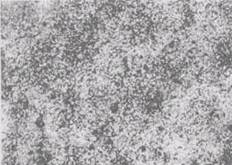
Рассмотрим термическую обработку низколегированной цементируемой стали 20Х. Сталь применяется для изготовления конструкционных деталей повышенной прочности – шестерней, втулок, осей, поршневых колец. Термическая обработка деталей из этой стали заключается в цементации, неполной закалке и низком отпуске. После цементации изделия имеют высокоуглеродистую поверхностную зону, содержание углерода в которой достигает 1,1 %, и низкоуглеродистую сердцевину с содержанием углерода 0,2 %. Микроструктура этой стали представлена на рисунке 14.1.
а) б) в)


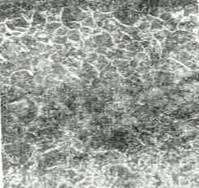
а – после цементации (поверхностный слой); б, в – после закалки и низкого отпуска (б – поверхностный слой, в – сердцевина)
Рисунок 14.1 – Микроструктура стали 20Х
После термической обработки поверхностный слой имеет структуру мартенсита отпуска с включениями цементита, а сердцевина – структуру бейнита с включениями феррита.
Улучшаемые стали содержат 0,3 – 0,5 % углерода и легирующие элементы: хром, никель, молибден и др. Суммарное количество легирующих элементов может достигать 5 %. Наиболее распространенными являются стали 40Х, 40ХР, 30ХМ, 40ХГ, 40ХНМ, 40ХН. Термическая обработка этих сталей заключается в закалке и высоком отпуске (улучшении). Рассмотрим термическую обработку улучшаемых сталей на примере стали 40ХНМ. Комплексное легирование приводит к увеличению прокаливаемости (критический диаметр равен 70 мм). Наличие никеля вызывает снижение порога хладноломкости до -80 оС. После полной закалки сталь имеет структуру мартенсита. Последующий высокий отпуск обеспечивает получение структуры сорбита (рисунок 14.2).
Инструментальные стали.По структуре после отжига они, как правило, относятся к перлитному или ледебуритному классу. Применяются для изготовления режущего, штампового и измерительного инструмента.
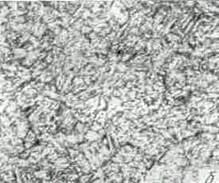
Типичной инструментальной сталью перлитного класса является сталь Х, содержащая 1,1 % углерода, 1,3 – 1,6 % хрома. Применяется для изготовления режущего инструмента в легких условиях резания, штампов холодной штамповки и др. С целью улучшения обработки резанием заготовки из стали Х подвергаются неполному отжигу (770–800 оС) на зернистый перлит (рисунок 14.3, а), а затем неполной закалке в масле (850 оС) с последующим низким отпуском. После термообработки изделия имеют структуру мартенсита отпуска (рисунок 14.3, б) с включениями цементита.
а) б)
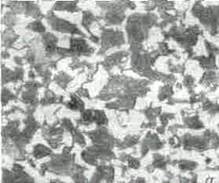
а – отожженное состояние; б – улучшенное
Рисунок 14.2 – Микроструктура стали 30ХГСА
а) б)
а – отжиг на зернистый перлит; б – неполная закалка и низкий отпуск
Рисунок 14.3 – Микроструктура стали Х
Твердость составляет HRC 61...63.
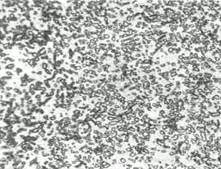
Для изготовления режущего инструмента широко применяются быстрорежущие стали Р18, Р9, Р6М5, Р6М3, имеющие высокую теплостойкость (сохраняют высокую твердость при нагреве до 620 оС). Классической быстрорежущей сталью считается сталь Р18. Она содержит 0,7 % углерода, 18 % вольфрама, 4 % хрома, 1 % ванадия. Как и все быстрорежущие стали, сталь Р18 относится к ледебуритному классу. Наличие легирующих элементов сдвигает все точки диаграммы «железо-цементит» далеко влево (точка S – 0,2 – 0,3 % углерода, а точка Е – 0,6 %). Таким образом, при содержании 0,7 % углерода в структуре быстрорежущих сталей появляется ледебурит. В процессе первичной и вторичной кристаллизации стали выделяются специальные карбиды W6С. Первичные карбиды входят в состав эвтектики (ледебурита). Вторичные карбиды W6СII выделяются (ниже линии SЕ) вследствие снижения растворимости углерода в аустените при уменьшении температуры. При температуре, примерно равной 800 оС (линия РSК), аустенит испытывает эвтектоидное превращение, распадаясь на смесь феррита и карбидов W6С. Структура стали Р18 после различных видов обработки приведена на рисунке 14.4.
а) б) в)
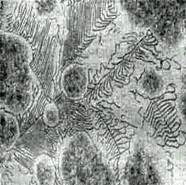

а – литое состояние (ледебуритная эвтектика); б – ковка и отжиг; в – закалка и трехкратный отпуск
Рисунок 14.4 – Микроструктура быстрорежущей стали Р18
Типовая термическая обработка изделий из быстрорежущих сталей заключается в полной закалке и низком отпуске. Температура закалки стали Р18 равна 1280 оС. Высокая температура закалки необходима для растворения вторичных карбидов (W6CII) и получения высоколегированного, высокоуглеродистого аустенита, из которого при последующем охлаждении в масле образуется высоколегированный мартенсит, обладающий высокой теплостойкостью. Высокая теплостойкость объясняется тем, что атомы вольфрама, переходя при закалке из кристаллической решетки аустенита в решетку мартенсита, сильно искажают ее. Возросшая энергия связи затрудняет диффузию углерода из кристалла мартенсита и тем самым препятствует распаду мартенсита до температур 600–620 оС (задерживает третье превращение при отпуске). Первичные карбиды при нагреве под закалку практически не растворяются и препятствуют росту аустенитного зерна. После закалки сталь состоит из мелкоигольчатого мартенсита, первичных карбидов (W6CI) и аустенита остаточного. Содержание аустенита остаточного составляет 30 – 35 %. С целью разложения аустенита остаточного, снижающего режущие свойства инструмента, проводится трехкратный низкий отпуск при 560–580 оС. Высокая температура низкого отпуска необходима для обеспечения протекания первого и второго превращений при отпуске в связи с затруднением диффузии углерода из искаженных вольфрамом кристаллов мартенсита и аустенита. После закалки и отпуска структура состоит из мелкоигольчатого высоколегированного мартенсита отпуска и карбидов (W6CI).
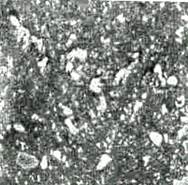
Стали с особыми свойствами.В эту группу входят стали, обладающие высокой коррозионной стойкостью, жаростойкостью, износостойкостью, особыми магнитными свойствами. Широкое применение в химическом машиностроении получили хромоникелевые нержавеющие стали, например, сталь 12Х18Н9Т. Она устойчива во многих водных растворах кислот, щелочей, солей. Химический состав: 0,12 % углерода, 18 – 20 % хрома, 8...11 % никеля, до 0,08 % титана. Хром вводится для повышения коррозионной стойкости. Никель обеспечивает получение структуры аустенита во всем интервале температур. Титан предотвращает межкристаллитную коррозию. Сталь 12Х18Н9Т относится к сталям аустенитного класса.
Термическая обработка этих сталей заключается в закалке в воде с 1050–1100 оС. Нагрев до этих температур вызывает растворение карбидов хрома (М23С6), а быстрое охлаждение фиксирует аустенитное состояние. После закалки структура стали 12Х18Н9Т состоит из аустенита и небольшого количества карбида титана, включения которого располагаются внутри аустенитных зерен. Микроструктура стали, подвергнутой закалке, приведена на рисунке 14.5.
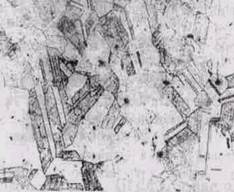
Рисунок 14.5 – Микроструктура стали 12Х18Н9Т (закалка)
Типовая термообработка сталей представлена в таблице 14.1.
Таблица 14.1 – Типовая термообработка сталей
| Содержание углерода, % | Марка стали | Назначение изделий | Характерные свойства изделий | Вид закалки | Структура после закалки | Вид отпуска | Структура после отпуска | |
| Конструкционные | ||||||||
| До 0,3 % – низкоуглеродистые | 08кп | Для холодной штамповки | Высокая пластичность | |||||
| ВСт.3, 09Г2, 17ГС, 10ХСНД | Для сварных конструкций | Хорошая свариваемость | ||||||
| 18ХГТ, 20Х, 20ХГР | Цементируемые изделия (пальцы, шестерни, оси) | Износостойкая поверхность, вязкая сердцевина | Неполная | М + +ЦII+ +Аост | Низкий | Мо + +ЦII | ||
| (0,3 –0,5) % – среднеуглеродистые | 30Х, 35ХМ, 40Х, 40ХН, 40ХФА, 50Х, 50ХН, | Ответственные детали при высоких нагрузках (шатуны, коленвалы, цапфы) | Надежность от хрупкого разрушения | Полная | М | Высокий | Со | |
| (0,5–0,8) % – высокоуглеродистые | 50С2, 50ХГФА, 60СГА, 65Г, 70С3А | Пружины, рессоры | Высокая упругость | Полная | М + + Аост | Средний | То | |
| Инструментальные | ||||||||
| доэвтектоидные | для горячей штамповки | 3Х2В8Ф, 5ХНМ, 5ХГР, 4Х5В2ФС | Техоснастка для горячей штамповки (работающая при температурах 400 0С и более) | Высокие механические свойства при рабочей температуре | Полная | М | Средний (Траб= =Тотп) | То |
| для холодной штамповки | 6ХС, У7, 6ХВ2С, 7ХГ2ВМ | Техоснастка для холодной штамповки при значительных ударных нагрузках | Высокая твердость и прочность при повышенной вязкости инструментов | Полная | М + +Аост | Низкий | М0 | |
| заэвтектоидные | 9ХС, Х, ХГ, ХГР, У12, В1 | Режущий, мерительный, штамповый инструмент для холодной штамповки | Высокая твердость | Неполная | М + +ЦII+ +Аост | Низкий | Мо + +ЦII |
Дата добавления: 2015-02-10; просмотров: 2947;