Рулонная зарядка

Рулонные зарядки машин глубокой печати преимущественно выполняются в виде двухлучевой звезды для автосклейки рулонов «на ходу», т.е. без останова печатной машины. Из-за большой инерционной массы широких бумажных рулонов для их разгона используются приводные ремни (рис. 2.2-24). Чтобы избежать формирования складки или надрыва бумажного полотна (особенно тонкой мелованной бумаги LWC) из-за провисания тяжелых рулонов, приводные ремни обычно размещают в нижней части установки (рис. 2.2-25). Поддерживая рулон снизу, ремни осуществляют его центровку на луче звезды и компенсируют провисание, вызванное собственным весом бумаги.Усиленная конструкция рулонных стоек машин глубокой печати позволяет выдерживать вес тяжелых бумажных рулонов, масса которых составляет 5000-6000 кг. Поскольку такой вес полностью исключает ручные операции, процесс зарядки рулонов в машинах полностью автоматизирован (раздел 8.1.1.2). Коррекция положения бумажной ленты относительно печатной секции также выполняется автоматически. С помощью гидравлического грузоподъемного механизма рулон устанавливается в зажимных патронах, внешний диаметр которых составляет 150 мм (в то время как стандарт для офсетной печати - 75 мм). Такие патроны обеспечивают более надежный захват и предотвращают вибрацию сработанного рулона перед его заменой.
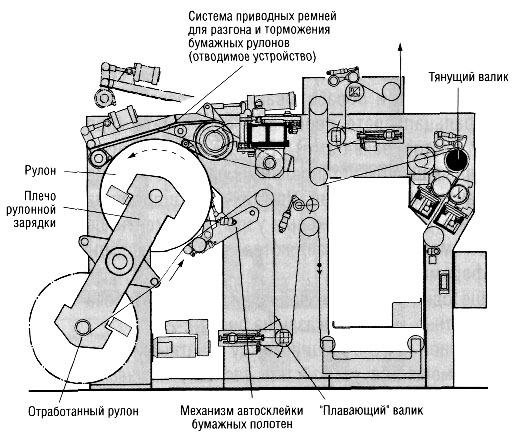
Рис. 2.2-24 - конструкция опоры для смены рулона без остонова машины
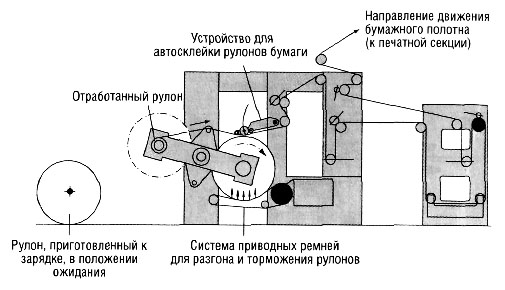
Рис. 2.2-25 - Опора для смены рулона без останова машины. Снизу рулон поддерживается ремнем (КВА)
Варианты построения систем глубокой печати
В данный раздел включены описания и схемы стандартных конфигураций печатных машин для иллюстрационной печати, а в разделе 2.2.3 рассматриваются машины для печати на упаковке.
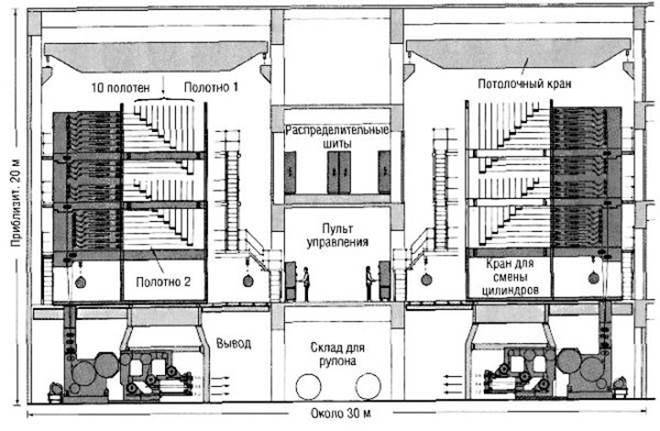
Рис. 2.2-26 - Схема параллельной установки двух машин глубокой печати с центральным пультом управления (КВА)
На рис. 2.2-26 схематически представлена параллельная установка двух машин глубокой печати. Очевидно, что такое размещение требует больших площадей. Два фальцаппарата, с тремя приемными устройствами каждый, размещаются в подвале. Здесь же установлены и рулонные зарядки. Каждое из четырех полотен бумаги (по 2 на фальцаппарат) режется на входе в магазине поворотных штанг на 10 отдельных лент, которые собираются вместе и обрабатываются на безграфееч-ном фальцаппарате переменного формата (проводка листов захватами). Пульты управления и разводные шкафы установлены в рабочей зоне между печатными линиями. При текущем и профилактическом ремонте тяжелые узлы и элементы печатной машины доставляются в рабочую зону тельферами.
Еще один вариант параллельного агрегатирования печатных машин показан на рис. 2.2-27.
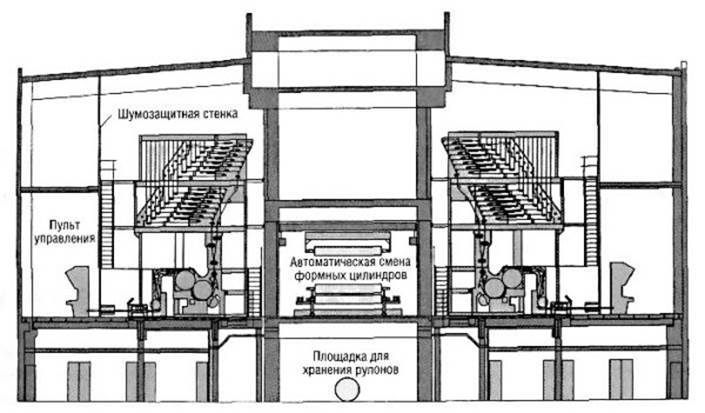
Рис. 2.2-27 - Схема параллельной размещения двух машин глубокой печати с центральным устройством для автоматической смены формного циландра (КВА)
В данной конфигурации между печатными линиями размещается устройство для автоматической смены формных цилиндров, в то время как пульт управления вынесен за пределы рабочей зоны и изолирован шумоизоляционной стенкой. Фальцаппараты установлены на одной горизонтали с печатными секциями.Пример двухъярусной машины глубокой печати (продольное сечение) приведен на рис. 2.2-28. Рулонные зарядки и фальцаппарат установлены в подвале. Над ними расположены десять печатных секций и магазин поворотных штанг.
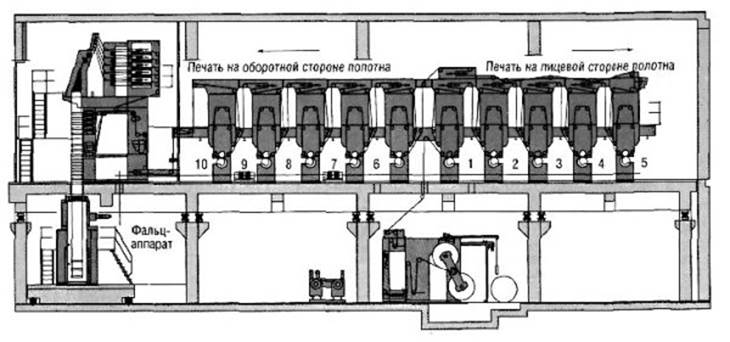
Рис. 2.2-28 - Многоярусное построение для двусторонней печати. Рулонная опора и фальцаппарат расположены на первом этаже (КВА)
Рулонная зарядка, печатные секции и фальцаппарат с надстройкой могут монтироваться и на одном уровне - рис. 2.2-29 (партерное расположение). Однако при двусторонней печати проводка бумажного полотна в машинах такой конфигурации затруднена (в особенности при ручной проводке бумаги).
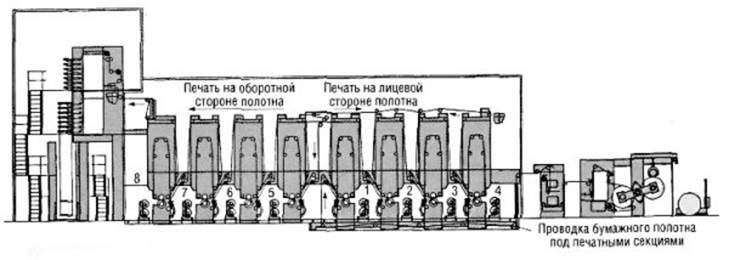
Рис. 2.2-29 - Печатная машина глубокой печати. Рулонная опрора и фальцаппарат расположены на одном уровне (одноэтажное построение) (КВА)
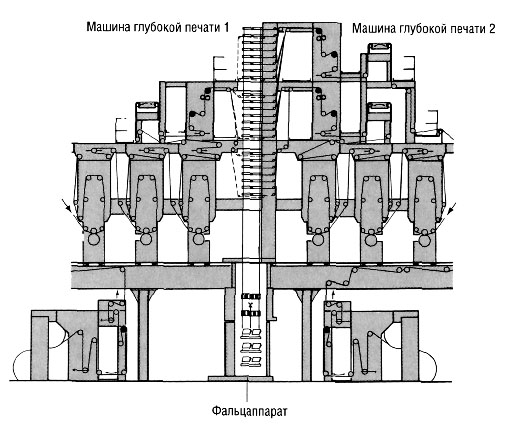
Рис. 2.2-30 - Установка двух машин глубокой печати с одним общим фальцаппаратом в центре (КВА)
Следующие схемы иллюстрируют различные варианты монтажа магазина поворотных штанг и фальцаппарата. Так, на схеме рис. 2.2-30 две печатные машины работают на один фальцаппарат, установленный между ними.
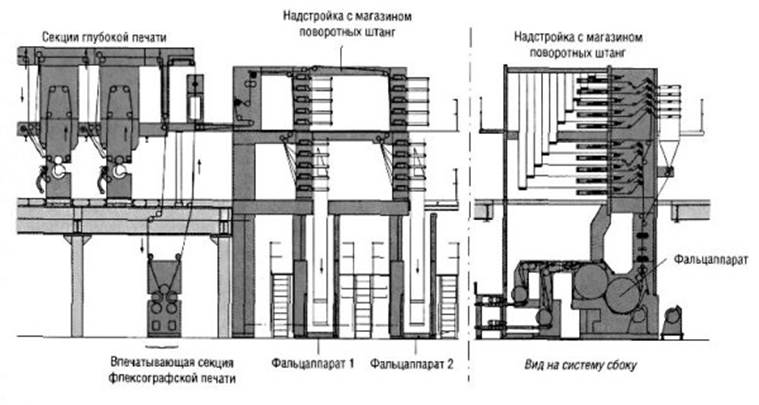
Рис. 2.2-31 - Установка машин с двумя фальцаппаратами и дополнительной секцией флексографической печати (КВА)
В конфигурации на рис. 2.2-31 каждый из двух магазинов поворотных штанг агрегатирован с собственным фальцаппаратом. Такая конструкция не только облегчает обслуживание фальцаппаратов, например, при поломке одного из них, но и позволяет разделять производственные потоки, что особенно важно при выпуске в сжатые сроки больших тиражей печатных материалов небольшого объема.
Машина глубокой печати может агрегатироваться с флексографской впечатывающей секцией, которая работает в двух вариантах: без сушки (рис. 2.2-31) или с сушильным устройством (рис. 2.2-32).
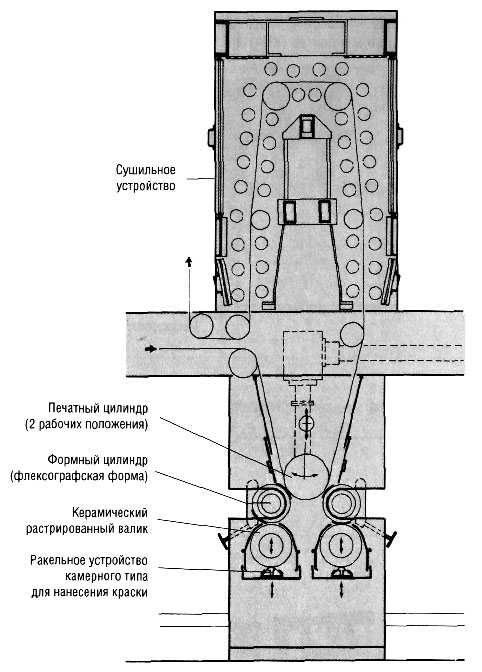
Рис. 2.2-32 - Конструкция флексографской впечатывающей секции для машины глубокой печати с устройствами для замены формы без ее останова (КВА)
Такие секции позволяют разнообразить ассортимент продукции, выпускаемой на машинах глубокой печати, впечатывая в части тиражей переменные данные, как, например, цены, адреса и т.д. (гибридная печатная технология).
Для того, чтобы смена печатных форм, содержащих альтернативную информацию, производилась без останова печатной машины, впечатывающая секция компонуется из двух независимых печатных станций (два формных цилиндра и два красочных аппарата), обслуживающих один печатный цилиндр (рис. 2.2-31 и 2.2-32).
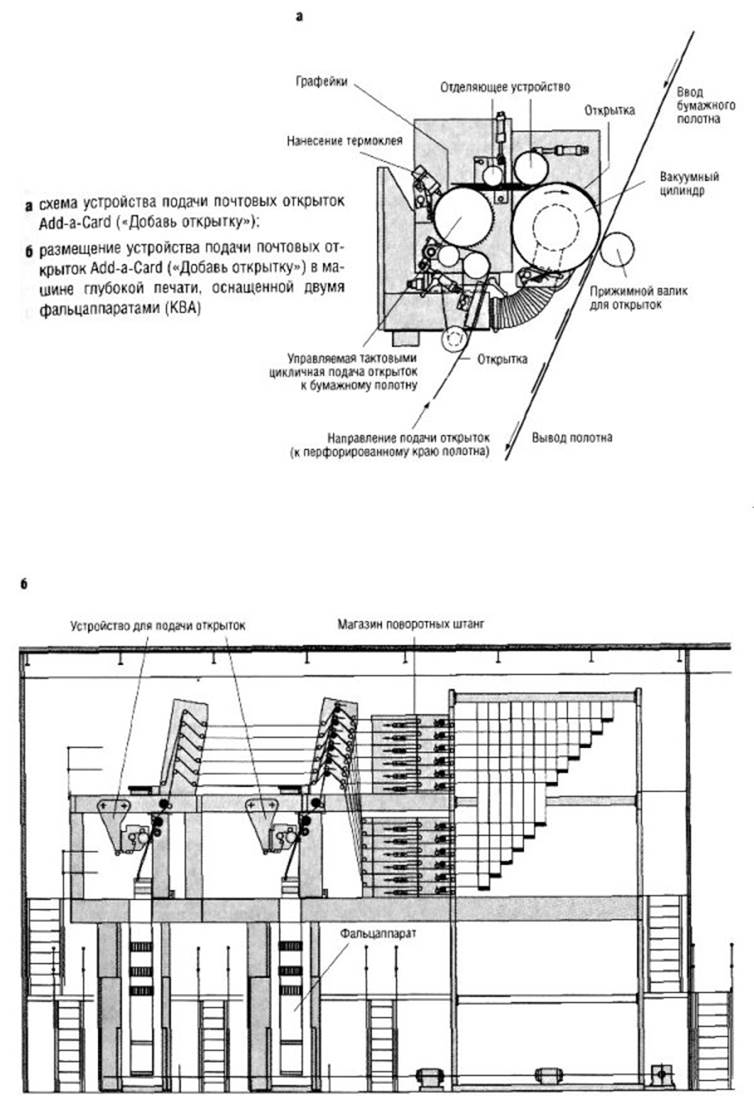
Рис. 2.2-33 - Процедура приклейки открыток обратной связи с читателем при изготовлении журналов
Вклейка почтовых бланк-заказов - существенный элемент реализации концепции журнального издания и организации его производства. В аппарате для точечной склейки Add-a-Cart Gerate (рис. 2.2-33,а) на открытку наносится термоклей, после чего она автоматически подается на движущееся бумажное полотно (рис. 2.2-33,б). Склейка с точным совмещениемпроизводится термоклеем без снижения скорости полотна.
Дата добавления: 2015-02-05; просмотров: 2444;