Клеевое скрепление

Клеевое (бесшвейное) скрепление в настоящее время является доминирующим способом при промышленном изготовлении книг и брошюр. Главная причина этого — большая эффективность способа. Она имеет место потому, что клеевое скрепление обладает той же производительностью (блок/кинематический цикл), что и подборка, а также обрезка. Это дает возможность построения высокопроизводительных поточных линий. В стремлении сделать клеевое скрепление еще более прочным, был предложен ряд вариантов, которые представлены в табл. 18 и 19.
Метод фрезерования корешка в настоящее время реализован во всех машинах клеевого скрепления. Чтобы добиться прочного скрепления, особое значение имеют тщательная обработка корешка и правильный выбор клея.
Клеевое скрепление дает возможность автоматизации фазы технологического процесса изготовления блока.
рис. 64 показывает машину клеевого скрепления, используемую во многих полиграфических отделочных предприятиях. Подобные устройства характеризуются:
· возможностью объединения с подборочной и резальной машинами, что широко распространено;
· большим числом разнообразных эффективных процессов скрепления различных типов изделий с отличающимися требованиями к качеству скрепления;
· модульной концепцией, посредством которой пользователь может установить на своем предприятии соответствующее его задачам устройства.
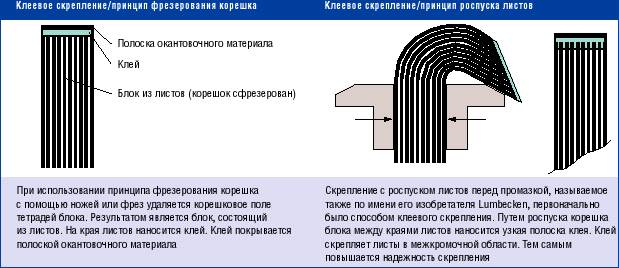
Таблица 18
Принципы клеевого скрепления (фрагмент блока)

Таблица 19
Варианты клеевого скрепления

Рис. 64
Общий вид машины клеевого скреп ления Ratiobinder (Kolbus)
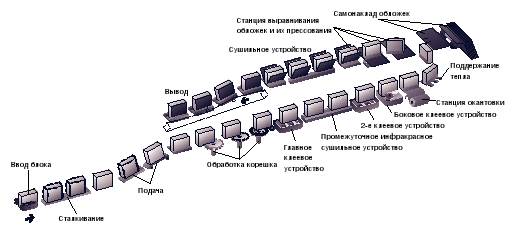
Рис. 65
Схема машины для клеевого (бесшвейного) скрепления
Схема (рис. 65) внутреннего построения устройства для клеевого скрепления Ratiobinder показывает возможное размещение станций обработки.
Характерными элементами машин для клеевого (бесшвейного) скрепления являются:
станции для приклейки форзацев. В них укладываются форзацы, чтобы затем соединить их с блоками (для клеевого скрепления с твердыми переплетами);
станция сталкивания. Она обеспечивает выравнивание тетрадей книжного блока по корешку и его головке;
транспортировочная система. Подлежащий обработке блок должен быть надежно передан для того, чтобы могли быть проделаны требуемые элементарные операции;
станция обработки корешка блока. Должны быть сфрезерованы корешковые сгибы сфальцованных тетрадей. Потенциальная поверхность склеивания обрабатывается устройствами для насечек, щетками, отсасыванием бумажной пыли для улучшения адгезии;
клеевое устройство. Оно служит для нанесения клея. Для скрепления используются различные системы клеев, которые выбираются в соответствии с подлежащей обработке бумагой. Каждая клеевая система требует собственной конструкции клеевого устройства и оказывает влияние на построение последующих станций;
станция приклейки окантовочного материала. Она служит для скрепления книжного блока и твердого переплета. Бумага для окантовки покрывает поверхность корешка с клеем и усиливает шарнир. При изготовлении брошюр станция отключается;
станция для биговки обложек и их подачи. Она используется для обработки многотетрадных брошюр. Обложка отделяется от стапеля и бигуется, затем прижимается к открытой поверхности с клеем. Существуют различные варианты самонакладов;
станция выравнивания обложек и их обжима. Об ложка совмещается с корешком блока, приклеивается к нему и обжимается;
сушильное устройство. Стабилизация приклейки осуществляется при использовании водных дисперсий посредством сушильного устройства. Высокочастотная сушка, например, интегрируется в устройство для клеевого скрепления. При обработке термоклеев сушильное устройство не требуется. Клеи-расплавы должны охлаждаться;
приемно-выводное устройство. Вывод и приемка скрепленных блоков должны выполняться таким образом, чтобы не имели места никакие деформации и была бы обеспечена дальнейшая послепечатная обработка. В зависимости от концептуальных степеней связи (прямая послепечатная обработка или вывод для промежуточного хранения) применяются различные конструкционные элементы.
В изображенных на рис. 65 устройствах интегрированы два клеевых аппарата, так что на блоки наносятся раздельно два клеевых слоя с промежуточной инфракрасной сушкой. Первый, очень тонкий клеевой слой низкой вязкости должен обеспечить оптимальную адгезию, в то время как второй, высоковязкий слой обеспечивает гибкий "зажим", чтобы блок в местах соединения не растрескивался.
Во всех известных устройствах клеевого скрепления различными средствами реализуются одинаково действующие процессы. Различия между типами машин, которые влияют как на мощность, так и на производительность, обеспечиваются главным образом за счет:
· систем зажима и транспортировки для блоков;
· обработки корешка блока;
· клеевых композиций и систем нанесения клея.
Дата добавления: 2015-02-05; просмотров: 1596;