Подборка

Подборочные машины на переплетных предприятиях При подборке книг и многотетрадных брошюр должны быть реализованы следующие элементарные процессы :
· подача пачек с упорядоченными по сигнатурам тетрадями к самонакладам соответствующих секций;
· укладка тетрадей в предназначенный для них самонаклад;
· отделение тетрадей и их вывод;
· передача разъединенных выведенных тетрадей в собиратель; сборка в блок;
· транспортировка блока на приемное устройство, выгрузка блоков на платформу или передача в модуль для дальнейшей послепечатной обработки;
· контроль правильности последовательности листов.
рис. 49 схематично показывает построение обычной подборочной машины.
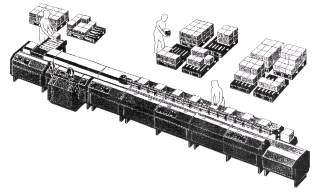
Рис. 50
Подборочная машина
Поддоны с тетрадями подаются со склада промежуточного хранения в машинное устройство для предварительного накапливания полуфабриката перед его дальнейшей обработкой. Для каждой сигнатуры требуется свой самонаклад. Тетради стапелируются в соответствующие магазины самонаклада. Самонаклад тетрадей укладывает каждую тетрадь в собирательный канал таким образом, что тетради могут транспортироваться в направлении вывода. Скорости собирателя и механизма захвата согласованы таким образом, что тетрадь, отделяющаяся из магазина, падает на тетрадь из предыдущего магазина. Таким образом, при каждом цикле работы самонакладов подбирается блок. На выводе блоки собираются или при известных условиях перемещаются для их извлечения из машины и укладки в палеты обслуживающим персоналом. Так как число тетрадей в блоке каждого отдельного заказа может превышать число станций самонаклада, в начале подборочной машины устанавливается самонаклад части блока. В этом случае подборка осуществляется в два этапа: сначала подборка части блока, которую затем кладут вручную в самонаклад части блока. Последующие тетради укладываются на часть блока.
На рис. 50 показана подборочная машина. Загрузка с платформ в самонаклады производится вручную. Число самонакладов в подборочной машине зависит от структуры заказов предприятия по обработке печатной продукции.
Машины состоят из частей, каждая из которых включает 3—5 секций. По крайней мере 90% заказов могут выполняться без предварительной подборки (т.е. без самонаклада частей блока). Подборочные машины могут быть оснащены более чем 40 самонакладами.
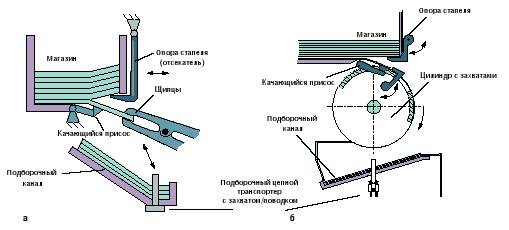
Рис. 51
Варианты самонакладов в подборочных машинах:
а самонаклад с щипцовым захватом;
б самонаклад на цилиндре с захватом
На рис. 51 представлены два характерных принципа работы самонаклада в подборочных машинах. В обоих вариантах используются одинаковые конструкционные элементы:
· магазин для стапелей с непрерывной загрузкой тетрадей оператором или при помощи системы загрузки с передним отделением нижней их кромки;
· отделение кромки тетради присосом;
· стапельная опора (отсекатель) для остающихся в м а г а з и н е тетрадей; отсекатель вводится, когда присос отгибает корешок самой нижней тетради стапеля;
· вывод тетради с помощью шипцов или цилиндра с захватом и одновременным перемещением в собирательный канал;
· сборочная цепь с поводковыми захватами. Непрерывное движение цепи с поводками происходит под углом 90° к движению вывода тетради из магазина.
Существенным недостатком такого построения является то, что во время рабочего цикла машины постоянно изменяется ускорение листа. При вытягивании листа из магазина он ускоряется, а затем во время перемещения в собирательный канал останавливается. Далее поводковый захват собирающей цепи опять разгоняет листы в собирательном канале. Толчковое ускорение листа в собирательном канале может в значительной степени повредить лист и привести к нестабильному ходу машины. Поэтому в высокопроизводительных машинах (>10 000 подборок/ч) между каждым магазином и собирательным каналом устанавливается ускоритель, который "мягко" доводит тетрадь до скорости цепи. Решением проблемы согласования движения по отделению и сборке тетрадей является поворот магазинов, включая цилиндр с захватом, на 90° или изменение принципа отделения.
Эффективность машин наряду с номинальной производительностью определяется главным образом степенью автоматизации загрузки и вывода (затраты на обслуживание). Из альтернативных способов загрузки следует назвать:
· ручную укладку стапелей листов в магазины самонакладов; один оператор может укладывать стапели вручную в 3—8 магазинов в зависимости от рабочего числа циклов в единицу времени и массы листов;
· загрузку подборочных машин с помощью пачек или стоп (см. рис. 6); один оператор может обслуживать около 15 самонакладов пачек;
· загрузкус использованием ролей с тетрадями (рис. 7); один оператор может в рабочем режиме загружать все рольные самонаклады одной подборочной машины .
В подборочных машинах могут иметь место следующие дефекты обработки:
· отсутствие листа в блоке;
· двойной лист в блоке;
· ошибочный лист в блоке.
Каждый недостаток ведет к браку. Чтобы избежать отсутствия листа или появления двойного, в захватах устанавливают датчики контроля толщины проходящего листа. Для того чтобы избежать появления ошибочного листа, следует контролировать правильное положение каждого сфальцованного листа в блоке. Этот контроль называется сверкой листа с оригиналом. Обычными методами контроля здесь являются:
· ручной контроль по подборочным меткам (рис. 52). Каждая тетрадь содержит одну, напечатанную на корешке подборочную метку, которая в возрастающей последовательности сигнатур перемещается от тетради к тетради на ее длину. Поэтому при одном только взгляде на корешок опознается правильная последовательность тетрадей. Но этот способ неприменим в том случае, когда в поточной линии подборочная машина жестко соединена с переплетной машиной;
· электронное сканирование подборочных меток. По средством оптических сканирующих головок, имеющихся в каждом магазине, определяют, имеются ли в поле сканирования сверочные метки или нет. Положение меток устанавливается в поле обреза блока и проверяется правильность их расположения;
· сканирование штрихового кода. Каждая сигнатура содержит на одном и том же месте штриховой код (площадью 5х5 мм), который находится в поле обреза. В каждом магазине выполняется электронное сканирование штрихового кода;
· электронное определение плотности цвета на стороне печати. В простом случае значение плотности соответствует определенной поверхности листа. При отклонении плотности за пределы заданных допусков ошибка устраняется.
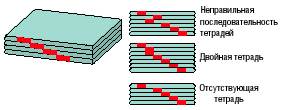
Рис. 52
Подборочные метки для сравнительной оценки правильности подборки сфальцованных листов
Для повышения надежности (особенно подборочных машин, которые интегрированы в поточные линии) при отдельных ошибках дефектный продукт вынимается из самонаклада без останова устройства.
Дата добавления: 2015-02-05; просмотров: 1300;