Заклепочные соединения
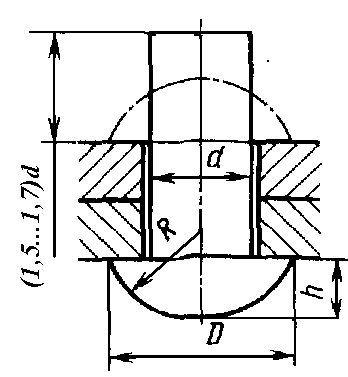
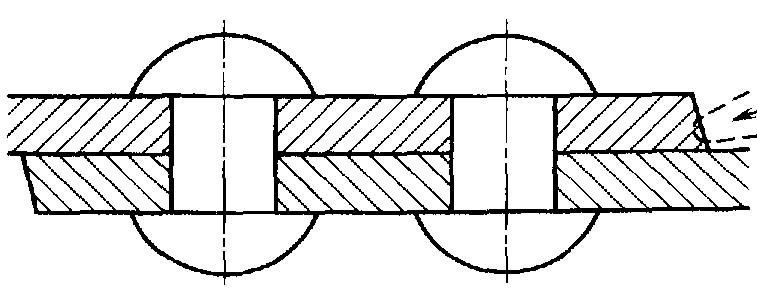
Заклепка (рисунок 2.33, а)представляет собой стержень круглого сечения с головками на концах, одну из которых, называемую закладной, выполняют на заготовке заранее, а вторую, называемую замыкающей, формируют при клепке. Заклепочные соединения образуют постановкой заклепок в совмещенные отверстия соединяемых элементов и расклепкой с осаживанием стержня (рисунок 2.33, б):
а) б)

Рисунок 2.33 – Заклепка с полукруглыми головками и простейшее заклепочное соединение
Заклепки стягивают соединяемые детали, в результате чего часть, а иногда и вся внешняя продольная нагрузка на соединение передается силами трения на поверхности стыка.
Заклепочные соединенияразделяют на:
а) силовые соединения (иначе называемые прочными соединениями), используемые преимущественно в металлических конструкциях машин, в строительных сооружениях;
б) силовые плотные соединения (иначе называемые плотнопрочными соединениями), используемые в котлах и трубах, работающих под, давлением.
Достоинствами заклепочных соединений по сравнению со сварными являются большая стабильность и лучшая контролируемость качества, а также меньшие повреждения соединяемых деталей при разъеме. Недостатками являются больший расход металла, большая стоимость, менее удобные конструктивные формы в связи с необходимостью наложения одного листа на другой или применения специальных накладок. В настоящее время заклепочные соединения в большинстве областей вытеснены сварными.
Область практического применения заклепочных соединений ограничивается следующими случаями:
1. Соединения, в которых нагрев при сварке недопустим из-за опасности отпуска термообработанных деталей или коробления окончательно обработанных точных деталей.
2. Соединения несвариваемых материалов.
3. Соединения, непосредственно воспринимающие большие повторные ударные и вибрационные нагрузки. По мере совершенствования технологии сварки эта область сокращается.
Заклепки изготовляют из прутков на высадочных автоматах.
Отверстия в соединяемых деталях получают:
а) продавливанием;
б) продавливанием с последующим рассверливанием
в) сверлением.
Продавливание возможно только для листов толщиной до 25 мм и связано с образованием вокруг отверстия мелких трещин. Поэтому в ответственных соединениях отверстия рассверливают.
Клепку стальными заклепками диаметром до 8-10 мм, а также заклепками из латуни, меди и легких сплавов всех диаметров производят холодным способом, а остальных горячим способом с подогревом конца заклепки до светло-красного каления (  ).
).
Клепку производят на клепальных машинах (прессах) или пневматическими молотками. Для заклепок, установленных холодной клепкой, характерна значительно меньшая сила, стягивающая соединяемые элементы, чем для заклепок горячей клепки, поэтому эти заклепки работают в основном на сдвиг.
Для обеспечения плотности швов применяют чеканку кромок - технологическую операцию осаживания части металла вдоль кромок и по окружности головок заклепок, обеспечивающую полосу уплотненного шва по контуру соединения.
Материал заклепок должен быть достаточно пластичным для обеспечения возможности формирования головок и однородным с материалом соединяемых элементов во избежание электрохимической коррозии. Стальные заклепки обычно изготовляют из сталей Ст2, СтЗ, 09Г2 и др. Для соединения элементов из сталей повышенного качества целесообразно применять заклепки из тех же сталей, если это возможно по условиям их пластического деформирования.
Дата добавления: 2015-02-05; просмотров: 1309;