Ассортимент резин (обувного назначения) включает
Липкая ощупь поверхности - введено сверх нормы первичного пластификатора или пленка до конца недожелирована.
Устранение:
- проверить дозирование;
- уменьшить скорость работы линии ;
- увеличить температуру желирования.
Производство материалов для низа обуви
Производство обувных резин
Разберем технологию переработки резин на примере обувного производства (производство резиновых подошв). Хотя общие принципы технологии для этого ассортимента продукции относятся без исключения ко всем видам резиновых изделий, независимо от их назначения и областей применения.
Особенностью любого резинового производства является:
- огромная энергозатратность ( это связано с громоздким подготовительным отделением, необходимостью реализации диспергирующего смешения с привлечением оборудования тяжелого типа, обеспечением высокой температуры и привлечения временных ресурсов для перевода эластомеров в вязко-текучее состояние)
- большая металлоемкость и трудоемкость производства
- многокомпонентность рецептов (до 30 и более компонентов)
Ассортимент резин (обувного назначения) включает
- пористые резины ( плотность- 350-700—кг/м ) в виде пластин, формованных делталей, лент. Этот вид изделий отличает малый вес, высокие теплоизоляционные свойства, хорошие амортизационные свойства, удовлетворительная прочность. Структура пор у таких резин –замкнутая.
- кожеподобные резины –плотностью до 1100 кг/м . Их отличительная особенность высокая плотность при незначительной толщине. Основная марка «Кожволон».
- монолитные резины с плотностью 1300-1600 кг/ м – формованные или штампованные, чрезвычайно износостойкие.
Существует два основных способа получения резин – прессовой (формовой) и литьевой. Принадлежность к тому или иному способу производства определяется видом оборудования, применяемого для вулканизации, поскольку Вулканизация – это основной процесс, в результате которого сырая резина превращается в готовую, теряет свою пластичность и приобретает эластичность и необходимый комплекс эксплуатационных свойств.
При прессовом методе производства заготовка сырой резины закладывается в вулканизационный пресс, а при литьевом сырая резиновая смесь, предварительно переведенная в вязко-текучее состояние впрыскивает-ся в пресс-форму литьевого агрегата.
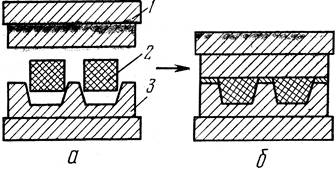
Рис. 4.17.
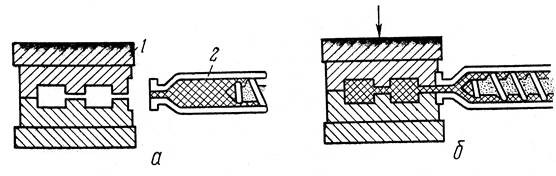
Рис. 4.18.
Рис. 4.17. Схема формования смеси прессовым (формовым) методом:
а — исходная позиция; б — конец формования; 1 и 3 — верхняя и нижняя полуформы; 2 — заготовка
Рис. 4.18. Схема литья под давлением:
а — исходная позиция; б — конец формования; 1 — форма; 2 — литьевой питатель (до инжектирования)
Прессовой способ производства предусматривает применение таких вулканизационных прессов как этажные (рамный и колонный), барабанный Первые два дают возможность получения как пластин (чаще пластин), так и деталей сложной профильной формы, а третий позволяет вулканизовать резину в виде ленты.
Дата добавления: 2015-01-15; просмотров: 1908;