Расточные блоки
Состоят из корпуса с одной или несколькими парами регулируемых на необходимый размер резцов. Их применяют для предварительной и окончательной обработки отверстий в корпусных деталях.
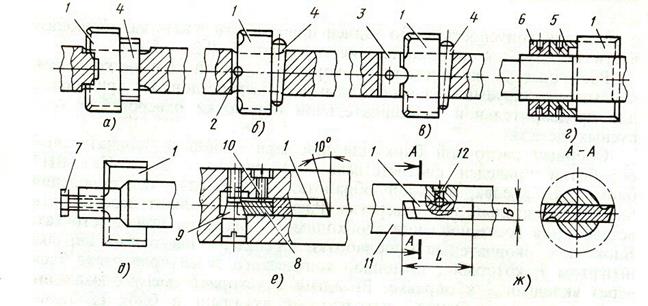
Сборный расточной блок для предварительной и окончательной обработки приведен соответственно на рис. 4.7, г и д. Паз ВН7 блока для предварительной обработки служит для центрирования блока относительно оси отверстия. Рифления позволяют переставлять вставки для восстановления необходимого диаметра при переточках. Блок для окончательной обработки крепят в расточной оправке штифтом 1, который с помощью конического скоса прижимает блок через вкладыш 2 к оправке. Вкладыш 2 ускоряет смену блока, для этого выдвигают штифт, выталкивают вкладыш и блок свободно вынимают из гнезда оправки. Трапецеидальные ножи 3 входят в пазы корпуса и их крепят в нем винтом 4. Вылет ножа регулируют винтом 5. Для предохранения блока от выпадения в нерабочем положении предусмотрен шарик 6 с пружиной 7 и предохранительным винтом 8.
Конструкция расточного блока с многогранными твердосплавными пластинами (рис. е) состоит из корпуса 1, двух четырехгранных пластин 3, двух подкладок 4 и крепежных деталей 2 и 5. Этот блок применяют при растачивании отверстий диаметром 50…150 мм. Расчет углов установки многогранных пластин в корпусе аналогичен расчету углов для зенкеров.
При установке блока в обрабатываемом отверстии вершина пластинчатого резца, или блока, смещена относительно оси отверстия (рис. ж), поэтому углы γк и αк будут отличаться от углов γ и a, полученных при заточке пластины,
γк = γ – Δ; aк = a + Δ,
где Δ определяют из выражения sin Δ = В / d.
Дата добавления: 2015-03-19; просмотров: 1630;