Описание настройки и работы индикаторной скобы
Рассмотрим индикаторную скобу типа средств измерения, оснащённую измерительной головкой, показанную на рисунке 1.1.
 а)
а)
|
 б)
б)
|
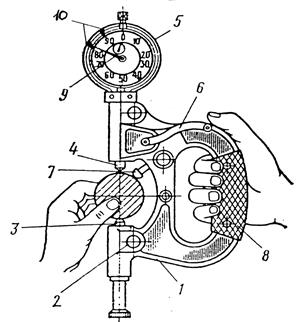
а) Рисунок с обозначением органов управления;
1 - корпус; 2 - стопор; 3- переставная пятка; 4 - подвижная пятка; 5 - индикатор часового типа; 6 - арретир; 7 - упор; 8 - накладка; 9 - стрелка; 10 - указатели границ поля допуска.
б) Рисунок индикаторной скобы СИ 100 с изображением правильной установки в штативе или в подставке перед измерением.
Рисунок 1.1 - Устройство индикаторной скобы типа СИ 50, СИ 100 по ГОСТ 11098 - 75
В корпусе 1 с одной его стороны установлен индикатор 5 часового типа с арретиром 6. Подвижная пятка 4 постоянно отжимается в сторону изделия измерительным наконечником индикатора и специальной пружиной. Переставная пятка 3 при освобождённом штопоре 2 и сменном колпачке может перемещаться в пределах до 50 мм. Упор 7 при настройке скобы устанавливается так, чтобы линия измерения проходила через ось контролируемого изделия. Индикаторные скобы снабжены накладками 8 из теплоизоляционного материала.
Перед измерением наружных размеров скобой необходимо протереть измерительные поверхности. Предварительная протирка проводится тканью, смоченной в бензине, а окончательная - сухой тканью или папиросной бумагой. Контролируемые изделия должны быть сухими и чистыми.
При нажатии на кнопку или рычаг арретира 6 подвижная пятка 4 скобы должна перемещаться плавно, без задержки.
Для настройки скобы на нулевое деление предварительно составляют блок ПКМД по номинальному размеру контролируемого изделия. Освобождают стопор переставной пятки и снимают предохранительный колпачок. Установив блок ПКМД между измерительными поверхностями и перемещая одновременно переставную пятку 3, устанавливают стрелку 9 на нулевое деление, после чего осторожно, чтобы не сбить нулевую отметку, переставная пятка стопориться и закрывается защитным колпачком. Проверяют стабильность показаний отсчётного устройства. Для этого, нажимая на арретир 6 (его называют также отводкой), отводят подвижную пятку 3-4 раза от блока ПКМД. При этом стрелка не должна смещаться с нулевой отметки более чем на половину деления. Снова нажав на арретир, вынимают блок ПКМД.
При измерении скобу рекомендуется держать так, чтобы её полная масса не передавалась на подвижную пятку. Нажав на арретир, между измерительными поверхностями пяток вводят контролируемое изделие, затем, опустив арретир, отсчитывают показания по шкале отсчётного устройства с учётом знака "+" или "-". Действительный размер изделия определяется суммированием номинального размера настроечного блока ПКМД и отклонения отсчётного устройства.
В производственных условиях, когда важно знать не размер изделия, а его годность, выполняют все операции установки скобы на ноль, приведённых выше, затем устанавливают указатели 10 границ поля допуска по отношению установленного нуля скобы. Изделие считается годным, если стрелка отсчётного устройства не выходит за границы указателей пределов допуска. По окончании измерений вновь устанавливают блок ПКМД и проверяют, не сбилась ли нужная установка.
1.4 Погрешности измерения скобами с отсчётным устройством
На погрешность измерения скобами с отсчётными устройствами оказывают влияние погрешность от индикатора, погрешность от прогиба подвески, а также погрешность от нагрева корпуса скобы теплом рук оператора, погрешность от разного положения скобы в пространстве, если она была настроена на размер в положении, которое отличается от положения при измерении, а также погрешность от нежёсткости конструкции. Поверку скоб обычно производят по концевым мерам длины. При таком способе поверки погрешность скоб обычно нормируется равной или близкой к цене деления отсчётного устройства на всём диапазоне показаний. У скоб для измерения больших размеров (св. 500 мм) погрешность составляет 1,5 – 2 цены деления (т.е. 15 – 20 мкм). Варианты использования скоб могут отличаться точностью принятых концевых мер длины, используемым участком шкалы. При работе на всём диапазоне показаний шкалы погрешность измерения скобами со встроенным механизмом может быть обеспечена от 4 мкм (для размеров до 25 мм) до 25 мкм (для размеров 125 – 150 мм), а при работе на участке шкалы в пределах 10 делений соответственно 2 и 5 мкм. Для скоб со съёмными отсчётными устройствами могут быть обеспечены условия для получения погрешности не более 10 мкм для малых размеров (до 50 мм) и не более 60 мкм для больших размеров (400 – 500 мм). Использование концевых мер более высокой точности при соответствующих температурных условиях можно добиться погрешностей и на больших размерах не более 10 мкм. Таким образом, при выполнении измерений необходимо (соблюдать) выполнять условие, при котором суммарная погрешность средства измерения не превышала бы 1/3 допустимой погрешности. Погрешность средства измерения, выражается в миллиметрах. Основные погрешности скоб приведены в таблице 1.1.
Таблица 1.1- Основная погрешность скоб с индикатором часового типа по ГОСТ 577 – 68 с ценой деления 0,01 мм
| Тип скоб | Диапазон измерений скоб, мм | Основная погрешность скоб в интервалах шкалы, мм | |||
| ±10 делений от нулевого штриха | Св.±10 делений от нулевого штриха | На норми-рованном участке 0,1 мм | На любом участке 3 мм | ||
| СИ | 0-50 50-100 | - | - | ± 0,005 | ± 0,008 |
| 100-200 | ± 0,010 | ||||
| 200-300 300-400 | - | - | ± 0,007 | ± 0,012 | |
| 400-500 | ± 0,015 | ||||
| 500-600 | - | - | - | ||
| 600-700 700-850 850-1000 | ± 0,020 |
По ГОСТ 9696 – 82 индикаторы часового типа с ценой деления 0,001мм или 0,0005мм предельно допустимая погрешность составляет 1,5 деления шкалы, т.е 0,0015мм или 0,00075мм. В индикаторной скобе по ГОСТ 11098 – 75 СИ 50 устанавливается индикатор часового типа с ценой деления 0,001мм.
Дата добавления: 2015-01-13; просмотров: 10023;