Выпускной патрубок.
Чтобы не создавать сопротивления при выходе отработавших газов, площадь поперечного сечения выпускного патрубка должна быть равна или больше площади выпускного окна.
При подгонке выпускного патрубка переход выпускного окна в круглую выпускную трубу должен быть плавным и без уступов.
Для лучшей организации потока выпускной канал должен быть как можно прямее и как можно короче для сведения потерь к минимуму, но не настолько, чтобы вызвать опасность деформации цилиндра и ослабления крепления выпускного парубка.
При изготовлении и подгонке выпускного патрубка надо следить, чтобы не было его изгиба. Если изгиб необходим при компоновке выпускной трубы, то он должен быть по
возможности более плавным. Начало изгиба следует делать не ближе 15—20 мм от зеркала цилиндра.
В первом случае выходящие из цилиндра с большой скоростью отработавшие газы встречают на своем пути сопротивление стенки патрубка, получается сильное завихрение, что ухудшает очистку цилиндра. Во втором случае истечение газов более равномерное с наименьшим сопротивлением.
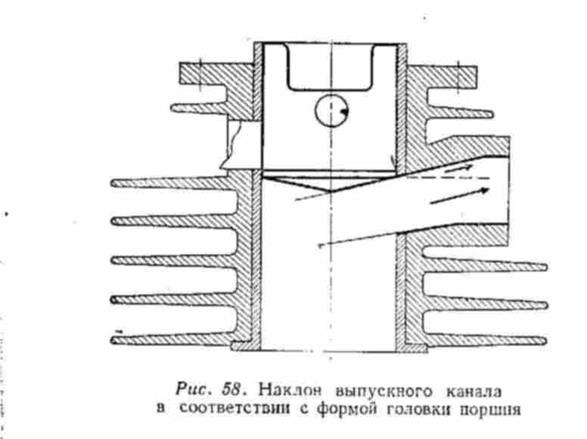
Куполообразное днище поршня уменьшает эффективную площадь выпускного окна. Эта площадь может быть увеличена наклоном нижней части окна вниз, следуя по контуру днища поршня (рис. 58).
Безгаечное лабиринтовое соединение выпускной трубы с выпускным патрубком оказалось наиболее распространенным, простым и надежным и поэтому часто применяется в мотокроссе.
Такая конструкция выпускного патрубка наилучшая в отношении герметизации и вибрации. Реже применяется простая насадка выпускной трубы на патрубок. Этот вариант проще, но не всегда обеспечивает герметичность выпускной системы.
В случаях, когда выпускная система соединяется с выпускным патрубком при помощи гайки, ее следует обязательно крепко затягивать и страховать стальной проволокой диаметром 0,7—1 мм к цилиндру или раме. С этой целью к гайке нужно приварить специальное ушко из проволоки толщиной 0 2,5—3 мм, а в рубашке цилиндра просверлить отверстие.
Материал для изготовления патрубка сталь Ст. 3, толщина пластины для изготовления фланца 4—5 мм. Соединять патрубок с фланцем лучше автогенной сваркой. Чтобы
не было деформации патрубка при сварке, нужно изготовить специальную оправку, надеть на нее патрубок, а потом производить сварку.
Зачищать сварку снаружи не следует, так как это уменьшает механическую прочность шва. Надежность и герметичность крепления выпускного патрубка к цилиндру не должны вызывать сомнений. В качестве уплотнительной прокладки между рубашкой
цилиндра и выпускным патрубком может быть применен клингерит или паранит и, как исключение, мягкий алюминий или отожженная медь (в этом случае подгонка плоскостей более тщательная).
Обычно фланец выпускного патрубка крепится к рубашке цилиндра четырьмя шпильками М6 X 25 с наружными шайбами и гайками. Плоскость прилегания фланца патрубка к рубашке цилиндра нужно выровнять (прострогать или профрезеровать, можно просто запилить плоским напильником).
Внутреннюю поверхность патрубка обработать, тщательно подогнать по контуру окна в рубашке цилиндра. После окончательной сборки и затяжки гаек крепления проверить, не выступает ли прокладка за контуры окна.
Подогнать прокладку до полного совпадения с контуром окна. Проверить, соединяется ли выпускная система с патрубком цилиндра, при необходимости подогнать зачисткой
и подпиловкой.
Дата добавления: 2014-12-30; просмотров: 1177;