Стержневые резцы
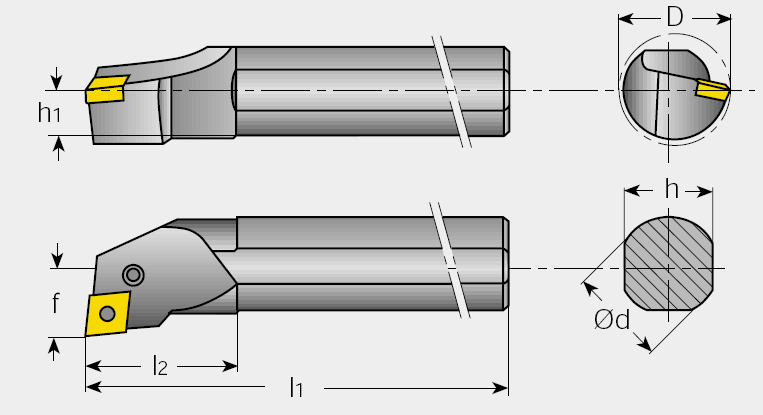
Крепятся в суппорте станка или устанавливаются на оправке. Державки могут быть круглой, квадратной или прямоугольной формы
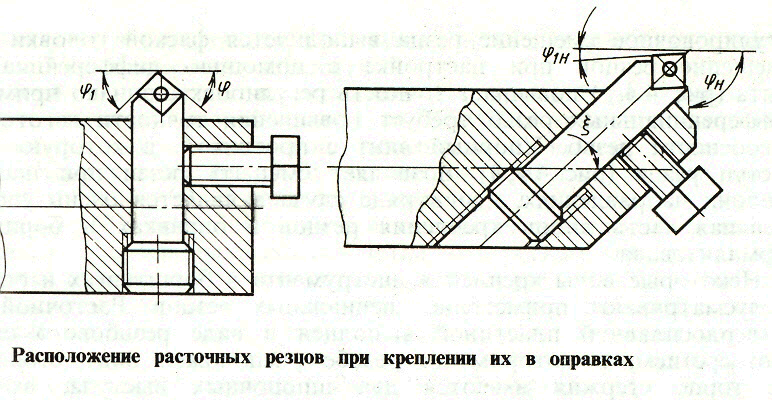
При растачивании глубоких отверстий для повышения жесткости резцы крепятся в специальных оправках. Резцы имеют квадратное сечение. Крепятся в оправке в перпендикуляр-ном или наклонном по отношению к оси державки положении.
При расположении резца относительно оси отверстия под некоторым углом ξ углы в плане у резца меняются φн = φ + ξ , φ1н = φ1 +ξ . Это надо учитывать при проектировании резца.
2 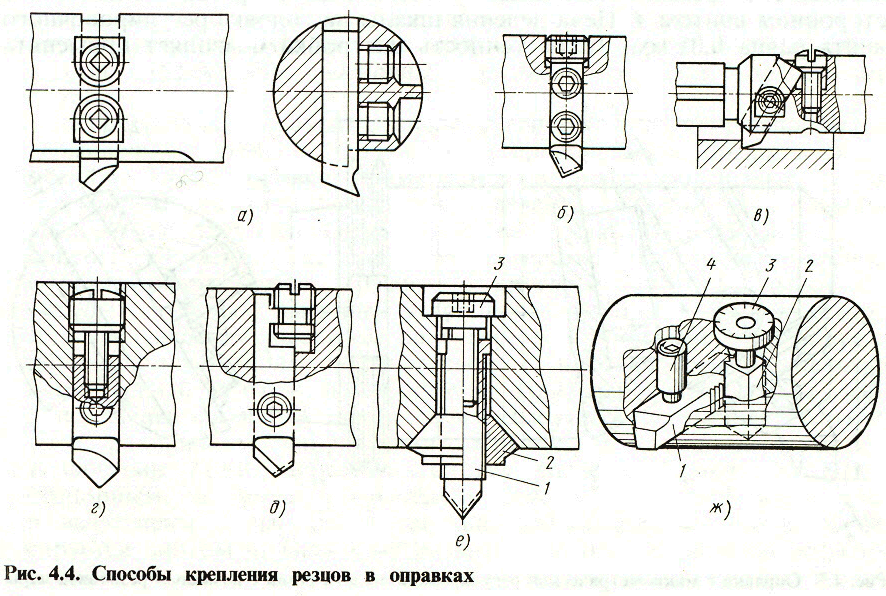
В тех случаях, когда нет необходимости точной настройки резца на заданный размер крепление в гнездах оправок и борштанг может быть нерегулируемым (а). Резец закрепляется в оправке одним или двумя винтами.
Регулируемое крепление резцов предусматривает выдвижение резца при настройке с помощью упорных винтов, что позволяет устанавливать резцы с погрешностью, позволяющей производить обработку отверстия до 8 квалитета точности.
Упорный винт может быть установлен по оси паза (б) и под углом к пазу и резцу (в).
Смещение резцов при настройке с помощью дифференциального винта (г) повышает точность регулировки, однако применение дифференциальных резьб требует повышения точности изготовления и соосности резьб. Упорный винт с проточкой, в которую входит выступ резца (д), позволяет смещать резец при настройке в обоих направлениях, что в ряде случаев является очень удобным.
Некоторые виды крепления инструмента в борштангах и оправках предусматривают применение специальных резцов(е). Расточной резец с твердосплавной пластиной выполнен в виде резьбового стержня с отверстием, в котором на резьбе расположен винт стопорения. На торце стержня имеются два шпоночных выступа, входящих в пазы посадочного отверстия и предохраняющих резец от проворота. На переднем конце стержня резца 1 навинчена гайка-лимб 2, снабженная делениями для точной настройки. Вылет резца на заданный размер устанавливают вращением лимба, после чего резец закрепляется (затягивается) стопорным винтом 3.
Точная настройка резца (ж) выполняется с помощью подвижного плунжера в узле установки и крепления специальных расточных резцов, имеющих рифленую боковую поверхность. Рифления на резце 1 нарезаны под углом и находятся в соединении с рифлениями плунжера 2, расположенного в гнезде борштанги перпендикулярно к плоскости резца и связанного с винтом-лимбом 3. При вращении винта-лимба плунжер смещается и рифлениями передвигает резец. Крепление установленного резца выполняется стопорным винтом 4. Цена деления шкалы на головке регулировочного винта равна 0,01 мм. Такая точность настройки позволяет применять данный узел в борштангах, предназначенных для расточки отверстий 6-го и 7-го квалитетов точности.
Дата добавления: 2014-12-26; просмотров: 2037;