В разових ливарних формах
Робота 1
Виготовлення виливок
в разових ливарних формах
Мета роботи:
Вивчити сутність технологічного процесу формовки, і вибрати її спосіб.
Навчитись виготовляти разові ливарні форми в двох опоках по розємній моделі.
1. ЗАГАЛЬНІ ВІДОМОСТІ ПРО ВИЛИВКИ
Суть ливарного виробництва полягає в тому, що фасонні деталі або заготовки виготовляють заливанням рідкого металу в ливарні форми, порожнини яких за розмірами і конфігурацією відповідають деталям, які виготовляють. Такі деталі і заготовки називають виливками. Після затверднення виливки виймають з форми і ті з них, щодо точності яких ставлять більші вимоги, обробляють механічно і направляють на складання машин у вигляді готових виробів. В деяких випадках виливки використовують без механічної обробки як готові вироби (водопровідні труби, люки, кришки і інш.).
Ливарне виробництво в сучасному виробництві займає одне з ведучих місць, оскільки має дуже великі можливості й багато галузей застосування. Можна виготовляти виливки від найпростішої до найскладнішої форми, з усіляких металів і сплавів, вагою від кількох грамів до десятків і сотень тон, із стінками завтовшки 2...500 мм і завдовжки до 3000 мм. До того ж вони, здебільшого, за формою і розмірами ближчі до деталей, ніж заготовки, виготовлені іншими способами.
Завдяки своїй універсальності ливарне виробництво посідає дуже важливе місце в машинобудуванні. Так, у загальному машинобудуванні вага виливків становить близько 60%, а у верстатобудуванні - близько 80% усієї ваги машини.
В сучасному машинобудуванні застосовують сплави на основі заліза: чавуни і сталі; міді: бронзи і латуні; алюмінієві сплави, магнієві сплави і інш.
Сплави вибирають в залежності від вимог, що ставлять до деталей і вартості сплаву. Так, наприклад, деталі машин, які не несуть великих навантажень (станини металорізальних верстатів, противаги, корпуси редукторів і інш.), виливають із самого дешевого сплаву - сірого чавуну. Дрібні деталі автомобілів, тракторів, сільгоспмашин, фітінги - з ковкого чавуну. Арматура, що працює в агресивних середовищах, вкладиші підшипників і де-які інші деталі виготовляють з мідних сплавів. Багато деталей автомобілів, літаків, приладів, до яких ставляться вимоги малої ваги, виготовляють з алюмінієвих і магнієвих сплавів.
Розвиток нових методів точного лиття зумовив широке застосування виливків з ряду важкооброблюваних сплавів в авіації, ракето-, судно- і приладобудуванні, радіоелектроніці й інших галузях техніки. Потреба у виливках зростає дедалі більше в зв’язку з розвитком хімічного машинобудування, для якого багато деталей з жароміцних і корозієстійких сплавів можна виготовити тільки литтям.Більшість виливків виготовляють в пісчано-глинистих ливарних формах (рис.1).
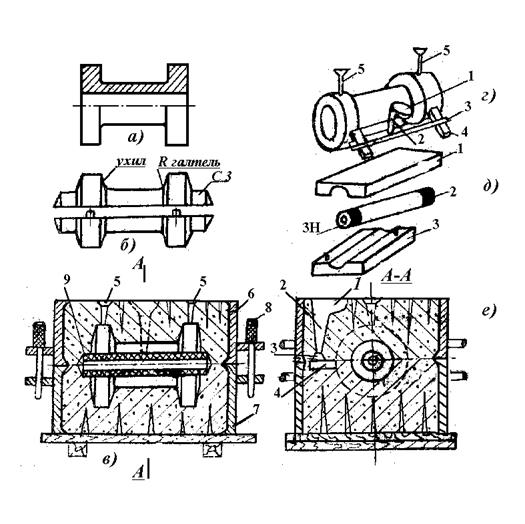
Рис.1. Процес виготовлення виливка
Ливникова форма (рис.1, в) має порожнину, конфігурація якої відповідає конфігурації виливка (рис.1, а) і систему каналів для заливання розплавленим сплавом форми (ливникову систему рис.1, г). Ливникова система складається з чо-тирьох елементів: ливникової чаші 1, стояка 2, шлакоуловлювача 3, живильників 4.
Окремим каналом являється випор 5.
Рідкий сплав, що заливається з розливального ковша в чашу 1, попадає в стояк 2, з якого поступає в шлакоуловлювач 3, а з останнього в живильник 4 і заповнює порожнину форми.
Шлакоуловлювач розташований у верхній напівформі для того, щоб шлак і інші неметалічні включення спливали вверх і не могли потрапити в порожнину форми.
Випор 5 розташований на самій верхній частині порожнини форми (моделі) і призначений для виходу повітря з порожнини форми при заливанні металу. Випор також служить для живлення виливка при кристалізації і для спостереження за заповненням сплавом порожнини форми при заливанні.
Канали ливникової системи виконують за допомогою спеціальних моделей або вирізають вручну спеціальним інструментом.
Форми виготовляють (формують) за моделями (рис.1, б) в двох опоках 6 і 7 (рис.1, в), фіксують з допомогою двох (трьох) штирів 8.
Матеріалом для виготовлення форми служить зволожена формувальна суміш, яка сладається в основному з формувальних пісків і глин.
Для отримання у виливку порожнинив в форму ставлять сухий пісчаний стержень 9 (рис.1в) і 2 (рис.1д). Стержень виготовляють у стержньовому ящику 1 і 3 (рис.1д) із стержньової суміші, яка виготовляється з кварцового піску і зв’язуючих матеріалів (кріпильників).
Стержень стержньовими знаками (рис.1д, ЗН) вставляється у відповідні заглиблення форми, які утворюються з допомогою стержневих знаків (С.З) на моделі (рис.1б).
Після кристалізації (затвердіння) сплаву у формі утворюється виливок (рис.1г), котрий витягують з форми шляхом її руйнування (звідси назва разова форма). Пізніше з виливка вибивають стержень і відрубують (відділяють) ливникову систему. Після очищення виливка від пригорівшої до його поверхні формувальної і стержньової суміші, на наждачнім точилі зачищають місце відрубаних живильників і випорів і виливок подають на контроль. Придатні виливки направляють на механічну обробку.
Дата добавления: 2014-12-24; просмотров: 906;