Геометрия цилиндрической фрезы
Положение главных режущих кромок на зубьях, расположенных на наружной окружности цилиндрических фрез, полностью определяется их конструктивными параметрами - диаметром D, числом зубьев z, углом наклона w винтовой линии зуба. Наличие на чертеже этих величин достаточно для изготовления режущих кромок и зубьев фрез и последующих измерений. Равномерность или неравномерность фрезерования определяется четвертым параметром - углом контакта y. Подача на зуб sz и текущее значение угла yi вместе с конструктивными параметрами однозначно определяют толщину и суммарную площадь слоя, срезаемого зубьями фрез.
Вспомогательный угол в плане j1 измеряется между торцовой плоскостью, в которой лежит вектор движения подачи, и вспомогательными режущими кромками фрезы. Вспомогательные режущие кромки и лезвия на фрезах располагаются на торцовых поверхностях (рис. 5.1).Чтобы исключить возможные случаи защемления фрез и уменьшить силы трения, вспомогательные режущие кромки на, торцовых зубьях затачиваются под вспомогательным углом j1=2-5°.
Передние углы. На рабочих чертежах фрез проставляют значения передних углов, необходимые для изготовления канавок между зубьями, заточки и переточки передних поверхностей, а также для контроля точности выполнения этих операций. Так как по своему характеру инструментальные передние углы имеют технологическое назначение, то их проставляют в плоскости Б-Б, перпендикулярной главной режущей кромке в рассматриваемой точке 1 (см. угол gи на рис. 5.2).
|
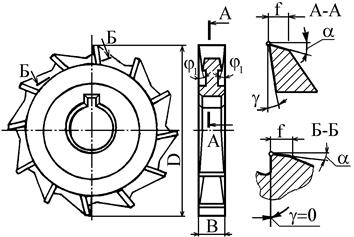
Рис. 5.1. Вспомогательный угол в плане j1, передний и задний a углы на окружных и торцовых лезвиях трехсторонней фрезы
Кинематические передние углы gк измеряются в направлении схода стружки по передней поверхности лезвия, которое определяется кинематическим углом наклона главного режущего лезвия. У фрез с винтовым зубом кинематический угол gк=w, поэтому срезанная стружка сходит по передней поверхности по линии, находящейся в плоскости вращения фрезы А-А (рис. 5.2), а кинематический передний угол измеряется между плоскостью, перпендикулярной вектору скорости резания, и линией пересечения передней поверхности плоскостью А-А вращения фрезы. На цилиндрических фрезах кинематический передний угол gк в натуральную величину виден на торцовой поверхности (рис. 5.2).
|
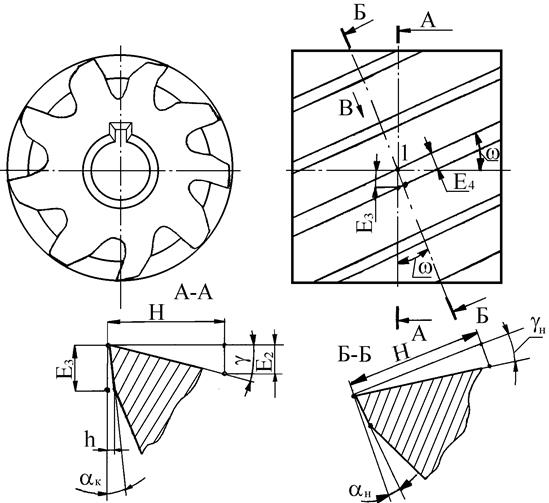
Рис. 5.2. Угловые параметры цилиндрической фрезы с винтовыми зубьями
Между значениями инструментального и кинематического углов существует простая геометрическая взаимосвязь.
tggи=tggк cosw (5.1)
Задние углы.Все, что было изложено о передних углах фрез, справедливо и для задних углов.
Инструментальный задний угол aи, получаемый в процессе изготовления, проставляется на чертежах фрез в сечении Б-Б (рис. 5.2).
Кинематический задний угол aк измеряется в плоскости А-А вращения фрезы. Он заключен между линией, на которой лежит вектор скорости резания, и задней поверхностью лезвия зуба фрезы (рис. 5.2). Так же как кинематический передний угол gк кинематический задний угол aк в натуральную величину виден на торцовой проекции (рис. 5.2).
Инструментальный aи и кинематический aк задние углы связаны (см. рис. 5.2) следующим соотношением:
tgaи=tgaк/cosw (5.2)
Условия взаимодействия задней поверхности лезвия с поверхностью резания на заготовке, определяя интенсивность изнашивания лезвия фрезы, зависят, в свою очередь, от значения кинематического заднего угла aк, которое выбирается обычно согласно рекомендациям из справочной литературы.
Дата добавления: 2017-12-05; просмотров: 1598;