Термическое производство
Предназначено для выполнения предусмотренных РКД и технологическим процессом изготовления операций термической обработки заготовок, деталей и сборочных единиц. Предполагается, что поступающий на предприятие от поставщиков металлопрокат в состоянии поставки имеет вид термической обработки, указанный в РКД и подтверждённый соответствующим сертификатом поставщика, что исключает из технологического цикла предприятия необходимость проведения термической обработки листов, прутков, труб и иных видов проката, получаемого от контрагентов.
На термическое производство поступают детали и сборочные единицы после:
- литья;
- холодной обработки давлением;
- ковки и горячей штамповки;
- механической обработки;
- сварки.
На производстве должно быть предусмотрено технологическое оборудование, выполняющие следующие виды термической и химико – термической обработки:
- отжиг и нормализация отливок из чугуна для получения однородной структуры материала и получения требуемых механических свойств;
- диффузионный отжиг крупных отливок из легированной стали;
- изотермический отжиг заготовок из легированной стали;
- низкотемпературный отжиг и отпуск для снятия внутренних напряжений в сварных конструкциях из легированных сталей, поковках после черновой механической обработки;
- нормализация с целью выравнивания структурных неоднородностей в сварных швах, отливках и поковках из углеродистых и легированных сталей с низким содержанием углерода;
- закалка методом индукционного поверхностного нагрева с охлаждением водно-воздушной смесью или погружением в масляную ванну деталей и заготовок из углеродистой и легированной стали для получения высоких значений твёрдости и прочности поверхностного слоя;
- высокий или низкий отпуск, выполняемый после закалки стальных деталей;
- газовая цементация деталей из углеродистой и легированной стали для повышения высокой твёрдости и износостойкости поверхности;
- каталитическое газовое азотирование продукции инструментального производства;
- рекристаллизационный и низкотемпературный отжиг деталей из латуней для снятия наклёпа после механической обработки;
- рекристализационный отжиг деталей из бронз для снятия наклёпа после механической обработки;
- отжиг деталей из титановых сплавов в вакууме или атмосфере чистого аргона для снятия эффекта холодного деформирования, снижения содержания водорода и повышения пластичности.
Для выполнения всех видов отжига и нормализации деталей и заготовок из стали и чугуна с относительно низкими массо – габаритными характеристиками используются универсальные камерные электропечи типа ПКМ (рисунок 29).

Рисунок 29. Печь камерная электрическая ПКМ 6.12.5.
Для отжига и нормализации крупногабаритных и тяжелых деталей и заготовок из стали и чугуна предусмотрены печи типа ПВП с выдвижным подом (рисунок 30) и размерами рабочей камеры 3500х1200х1200 мм.
Выполнение операций по снятию внутренних напряжений, возникающих в сборочных единицах в процессе сварки, предусматривается в камерных электрических печах типа НКО (рисунок 31), обеспечивающих режимы термической обработки с температурой не выше 700 0С.
Для газовой цементации поверхности деталей из углеродистой и легированной стали предусмотрены электропечи сопротивления СШЦМ шахтного типа (крупногабаритные детали) и камерные печи типа ПКМ КГЦ (рисунки 32 и 33). В качестве карбюризатора применяется пропан – бутановая смесь в баллонах или сетевой природный газ. Печи используются в комплекте с автоматизированными модулями подготовки печных атмосфер типа МППА (рисунок 34).

Рисунок 30. Печь электрическая с выдвижным подом ПВП 5000М.

Рисунок 31. Печь электрическая камерная НКО 7.7.10.

Рисунок 32. Электропечь сопротивления СШЦМ шахтного типа.

Рисунок 33. Электропечь камерная типа ПКМ КГЦ.
При крупносерийном и серийном производстве для выполнения операций закалки с последующим отпуском малогабаритных стальных деталей и заготовок применяются механизированные камерные агрегаты типа СНЗА (рисунок 35). В состав агрегата входят:
- электропечь камерная для нагрева под закалку;
- электропечь для отпуска;
- ванна для закалочного охлаждения в масле с автоматическим перемешиванием и поддержанием температуры охлаждающей среды;
- ванна для промывки закалённых изделий моющим раствором;
- транспортно – загрузочные механизмы;
- клети, корзины, поддоны и кассеты для укладывания и транспортировки различных типов изделий;
- шкафы управления;
- гидравлическая система;
- система газообеспечения с подключением к внешнему источнику.
Производительность агрегата – 250 кг/час.

Рисунок 34. Модуль автоматизированный подготовки печных атмосфер МППА 02.
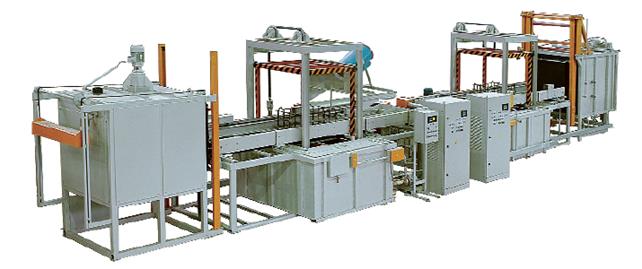
Рисунок 35. Агрегат камерный механизированный СНЗА.
Закалка крупногабаритных изделий и разнотипных изделий из стали при единичном производстве выполняется путём нагрева в камерных печах с защитной атмосферой типа СНЗ (рисунок 36) с последующим охлаждением в масляной или водяной ваннах типа ВМ или ВЗ соответственно (рисунок 37). Отпуск после закалки таких деталей и заготовок выполняется в предусмотренных выше камерных печах типа НКО. В качестве защитного газа используется аргон, азот или смеси азота с метаном или пропаном. Защитная атмосфера формируется в газовой панели самой печи из газов, подающихся от баллонов или заводской магистрали.

Рисунок 36. Печь камерная с защитной атмосферой типа СНЗ.
Каталитическое газовое азотирование продукции инструментального производства выполняется в печах типа США. В комплекте (рисунок 38) кроме собственно печи поставляются автоматическая система управления азотированием (СУАЗ КГА), основные элементы которой располагаются в шкафу управления, система охлаждения садки, система подачи технологических газов и система нейтрализации отработавших газов.
Операции термической обработки деталей из цветных металлов и сплавов выполняются в печах типа НКО или печах с защитной атмосферой типа СНЗ.
Для выполнения операций по транспортировке деталей, заготовок и сборочных единиц необходимо наличие двух кранов г/п 5 тс в каждом пролёте как для оборонных, так и для гражданских заказов.
Наличие возможности подключения внешних компьютерных сетей к практически любому рассмотренному оборудованию термического производства позволяет интегрировать весь технологический процесс термической и химико – термической обработки в АСУ ТПП и АСУ ТП.

Рисунок 37. Ванна закалочная.

Рисунок 39. Комплект оборудования для каталитического газового азотирования.
Состав оборудования термического производства представлен в таблице 41, блок - схема производства – на рис. 40.
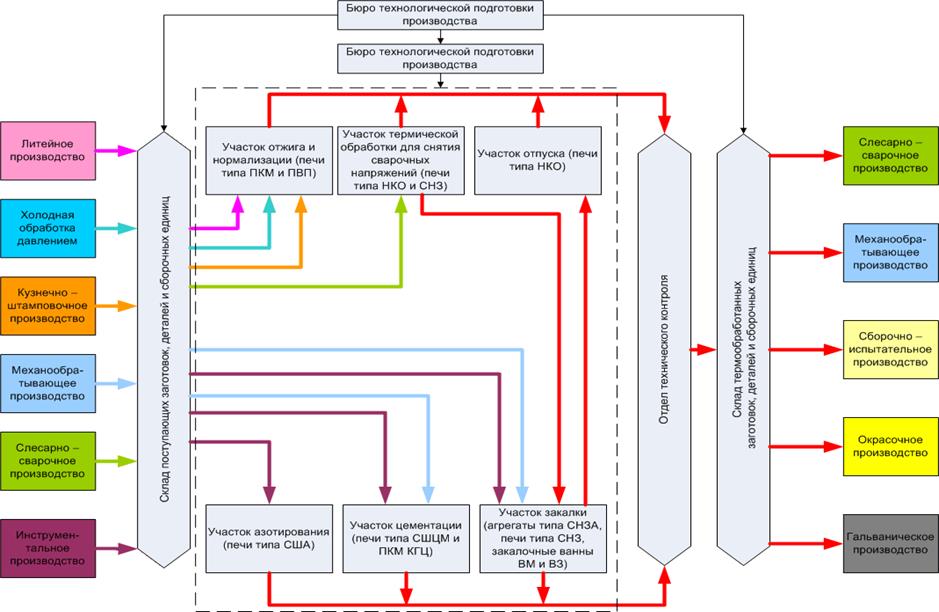
Рисунок 40. Блок-схема термического производства.
Таблица 41. Термическое производство. Состав оборудования.
| № | Наименование оборудования | Модель | Производитель Страна | Мощность, кВт | Габариты, мм Масса, кг | Количество | Стоимость, тыс. руб. (2008г.) | Факт наличия | ||||
| ВТ ВТС | Гражд. | Общая | ВТ ВТС | Гражд. | Общая | |||||||
| Печь камерная электрическая | ПКМ 6.12.5 | ЗАО «НПК «Накал» Россия | 2470х1600х 2180 | |||||||||
| Печь электрическая с выдвижным подом | ПВП 5000М | ЗАО «НПК «Накал» Россия | 9580х2085х 4485 | |||||||||
| Печь электрическая камерная | НКО 15.30.20М | ЗАО «НПК «Накал» Россия | 4000х2500х 2400 | |||||||||
| Печь электрическая камерная | НКО 7.7.10 | ЗАО «НПК «Накал» Россия | 1500х1600х 1800 | |||||||||
| Электропечь сопротивления шахтного типа | СШЦМ 8.15 | ЗАО «НПК «Накал» Россия | 2176х2156х 3900[1] | |||||||||
| Печь камерная электрическая | ПКМ 4.8.4 -КГЦ | ЗАО «НПК «Накал» Россия | 3000х1600х 1950[2] | |||||||||
| Модуль автоматизиро-ванной подготовки печных атмосфер | МППА 02 | ЗАО «НПК «Накал» Россия | 0,5 | 500х500х 1800 | ||||||||
| Агрегат камерный автоматизированный | СНЗА 6.12.5 | ЗАО «НПК «Накал» Россия | 7560х5450х 3240 | |||||||||
| Печь электрическая камерная с защитной атмосферой | СНЗ 6.12.5 | ЗАО «НПК «Накал» Россия | 2500х1700х 2600 | |||||||||
| Ванна закалочная | ВЗ 16.12.9 | ЗАО «НПК «Накал» Россия | 2000х1600х 1000 | |||||||||
| Ванна закалочная | ВМ 16.12.9 | ЗАО «НПК «Накал» Россия | 2000х1600х 1000 | |||||||||
| Печь для каталитического азотирования[3] | США 8.12 | ЗАО «НПК «Накал» Россия | 1800х1660х 2750 | |||||||||
| ИТОГО: |
Дата добавления: 2017-10-09; просмотров: 3113;