Экструзионный формующий инструмент
1. Профильная трубная головка: предназначенная для изготовления фасонных профилей.
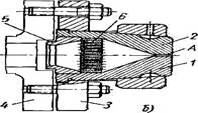 Головка состоит из нижней 1 и верхней 2 половинок матрицы, установленных во фланце 3, который на болтах крепится к фланцу 4 червячного пресса. В матрицу вставлена втулка 5, вслед за которой (по ходу материала) смонтирована решетка 6. Экструзируемый материал продавливается через выходное отверстие А, приобретая профиль плинтуса требуемых размеров.
Головка состоит из нижней 1 и верхней 2 половинок матрицы, установленных во фланце 3, который на болтах крепится к фланцу 4 червячного пресса. В матрицу вставлена втулка 5, вслед за которой (по ходу материала) смонтирована решетка 6. Экструзируемый материал продавливается через выходное отверстие А, приобретая профиль плинтуса требуемых размеров.
2. Угловая головка для непрерывного выдавливания пленки:
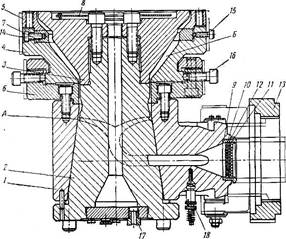 Состоит из корпуса 1, дорна 2 с наконечником 5, нижнего 4 и верхнего 5 формующих колец, фланцев 6, 7 и крышки 8. В приемной части корпуса по ходу движения расплава установлена втулка 9, внутри которой монтируются решетки 10 и 11 с фильтрующей сеткой 12. Головка крепится к червячному прессу при помощи фланца 13.
Состоит из корпуса 1, дорна 2 с наконечником 5, нижнего 4 и верхнего 5 формующих колец, фланцев 6, 7 и крышки 8. В приемной части корпуса по ходу движения расплава установлена втулка 9, внутри которой монтируются решетки 10 и 11 с фильтрующей сеткой 12. Головка крепится к червячному прессу при помощи фланца 13.
Угловые головки имеют конструктивный недостаток - разную длину путей, проходимых частицами расплава от конца червяка до различных участков формующего зазора. Для устранения этого недостатка путем торможения потока массы в соответствующих участках производят калибровку зазора с помощью регулировочных винтов 14, 15 и 16.
Рабочий процесс. Термопластичная масса поступает через входное отверстие корпуса 1 и распределяется вокруг дорна 2 в кольцевом сборном канале А. Затем из сборного канала расплав течет по всей окружности через коническую кольцевую щель Б. Из кольцевой щели масса выдавливается через выходную щель, образованную верхним формующим кольцом 5 и наконечником дорна 3. Сжатый воздух для раздувания пленки подается через штуцер 17. Нагрев головки производится электронагревателями, а замер температуры - термопарой 18.
3. Прямоточная головка для получения пленки из цилиндрического рукава.
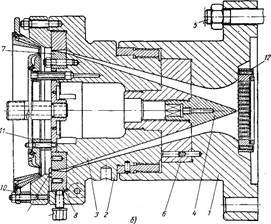 Головка состоит из корпуса 1, горловины 2 и дорна 3 с наконечником 4. Корпус крепится к цилиндру червячного пресса при помощи болтов 5. Дорн монтируется внутри головки с помощью дорнодержателя 6. Между калибрующим кольцом 7, которое крепится к дорну, регулировочным кольцом 8 имеется зазор, регулируемый винтами 9. Для охлаждения пленки установлены охлаждающие корпусы 10 и 11. Гомогенизированный расплав поступает в полость головки через решетку 12, которая предназначена для фильтрации материала, создания дополнительного сопротивления. Резка получаемого рукава осуществляется ножом 13, установленным в головке.
Головка состоит из корпуса 1, горловины 2 и дорна 3 с наконечником 4. Корпус крепится к цилиндру червячного пресса при помощи болтов 5. Дорн монтируется внутри головки с помощью дорнодержателя 6. Между калибрующим кольцом 7, которое крепится к дорну, регулировочным кольцом 8 имеется зазор, регулируемый винтами 9. Для охлаждения пленки установлены охлаждающие корпусы 10 и 11. Гомогенизированный расплав поступает в полость головки через решетку 12, которая предназначена для фильтрации материала, создания дополнительного сопротивления. Резка получаемого рукава осуществляется ножом 13, установленным в головке.
4. Головка для производства листов из термочувствительных материалов
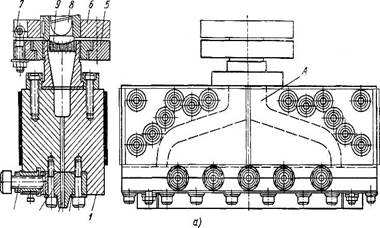 Головка состоит из корпуса 1, внутри которого монтируются щеки 2 и 3. При этом щека 2 крепится к корпусу неподвижно, в то время как положение щеки 3 можно регулировать установочными винтами 4 для получения равномерной толщины листа. Фланец 5 головки крепится к фланцу 6 червячного пресса откидными болтами 7. Расплав, нагнетаемый червяком 8, проходит через решетку 9, буферные каналы А и выдавливается через щель Б.
Головка состоит из корпуса 1, внутри которого монтируются щеки 2 и 3. При этом щека 2 крепится к корпусу неподвижно, в то время как положение щеки 3 можно регулировать установочными винтами 4 для получения равномерной толщины листа. Фланец 5 головки крепится к фланцу 6 червячного пресса откидными болтами 7. Расплав, нагнетаемый червяком 8, проходит через решетку 9, буферные каналы А и выдавливается через щель Б.
Вопросы для закрепления материала:
а) устройство профильной трубной головки;
б) устройство угловой головки для непрерывного выдавливания пленки;
в) устройство: прямоточная головка для получения пленки из рукава;
г)устройство головки для производства листов из термочувствительного материала
Дата добавления: 2017-09-19; просмотров: 828;