К ручной обработке металлов относятся слесарные работы.
К основным видам слесарных работ относятся рубка, резка, правка, опиливание, шабрение, гравирование, разметка и др. Размеры инструментов для выполнения указанных видов работ регламентированы ГОСТами и нормалями (табл. 1)
1. Перечень ГОСТов и нормалей на инструмент и приспособления для слесарных работ
| Наименование | % ГОСТ или МН |
| 1. Зубила 2. Крейцмейсели 3. Канавочники 4. Молотки слесарные 5. Молотки пневматические 6. Тиски слесарные 7. Ручные ножовки 8. Ножовочные полотна 9. Кусачки (острозубцы) 10. Ножницы ручные 11. Напильники 12. Борнапильники 13. Надфили 14. Рашпили | 7211-72 7212-74 МН 485-60 2309-54 15997-70 4045-75 МН 524-60 6645-68 7282-75 7210-75 1465-69 МН 2227-61 – МН 2234-61 1513-67 6876-68 |
Рубка.Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим - зубила, крейцмейсели, канавочники. При выборе слесарного молотка необходимо учитывать размер ширины лезвия зубила: при рубке зубилом на 1 мм ширины его лезвия должно приходиться 30—40 г массы молотка, а для крейцмейселя 80 г. Кроме того, необходимо руководствоваться данными табл. 2. Качество и производительность рубки зависят от угла заострения, значения которого следующие (градусы):
Чугун, твердая сталь, бронза..... 70
Сталь мягкая и средней твердости 60
Латунь, медь, титановые сплавы. 45
Алюминиевые сплавы................... 35
Технология рубки. За один проход следует снимать слой металла толщиной 1,5—2 мм. При рубке вязких металлов рабочую кромку зубила следует смачивать машинным маслом или эмульсией. Хрупкие металлы (чугун, бронза) рекомендуется рубить от края к середине заготовки. Для облегчения и ускорения процесса рубки широких плоскостей рекомендуется предварительно прорубать канавки крейцмейселем, а затем срубать зубилом оставшийся между канавками металл. Толстый листовой или полосовой материал надо надрубать с обеих сторон примерно наполовину, а затем ломать. Точность рубки обычно не выше0,5—1 мм.
С целью механизации процесса рубки применяют пневматические молотки со специальными зубилами.
2. Данные для выбора слесарных молотков
| Масса молотка, г | ||||||||||
| Выполняемые работы | Легкие | Средние | Тяжелые | |||||||
| Категория работающих | Ученики в возрасте 13—14 лет | Ученики в возрасте 15—17 лет | Взрослые рабочие | Физически развитые рабочие | ||||||
| Длина рукоятки молотка, мм | 250—300 | 320—350 400 | ||||||||
Число ударов таких молотков достигает 1000-2400 в минуту при расходе воздуха 0,5—0,6 м3/мин. Производительность механизированной рубки возрастает в 4-5 раз по сравнению с ручной.
Резка. Для разрезания сортового и профильного материала применяют ручные и механические ножовки. Полотна (табл. 3) с шагом 0,8-1 мм используют для резки листового материала и тонкостенных труб; с шагом 1,25 мм — профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Геометрические параметры (g- передний угол, a - задний угол) зубьев ножовочных полотен следующие: для алюминиевых и медных сплавов g = 12° и a = 35°, для стали и чугуна g = 0° и a = 30°. Разводку зубьев ножовочных полотен с шагом зубьев 0,8 мм производят по полотну. На полотнах с шагом зубьев >0,8 мм разводку производят по каждому зубу или через зуб или двух смежных зубьев через один неразведеиный.
Резку тонкого листового и полосового материала осуществляют ручными ножницами. Ножницы с прямолинейными лезвиями используют для резки по прямой линии и по окружности большого радиуса, а с криволинейными лезвиями для вырезки криволинейных поверхностей с малыми радиусами, а также отверстий в трубах и сосудах из материала толщиною < 1 мм. Используют механизированные ножницы (пневматические, электромагнитные, вибрационные) и стационарные (механические ножовки, ленточные пилы, гильотинные ножницы, парнодисковые ножницы, вибрационные ножницы).
Проволоку диаметром до 5 мм режут кусачками (острогубцами).
Опиливаниебывает ручное и машинное. В процессе опиливания малые и средние заготовки крепят в тисках, а тяжелые прихватами. Напильники с одинарной насечкой применяют для цветных металлов и дерева, с двойной (перекрестной) насечкой для черных металлов и с рашпильной насечкой для кожи, кости, дерева и других материалов.
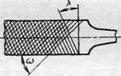
У напильников с одинарной и двойной насечкой (рис. 1) угол наклона
|
зубьев l = 25°, а угол наклона вспомогательной насечки w = 45°. У напильников с нарезанными зубьями l = 20°, а w = 70°.
Основная насечка (нарезка) имеет направление слева направо, а вспомогательная справа налево. Основная насечка образует профиль зуба, а вспомогательная разделяет его на отдельные участки, обеспечивая тем самым дробление стружки. Шаг основной насечки больше шага вспомогательной. Рашпильную (точечную) насечку выполняют в виде зубьев пирамидальной формы, при этом каждый зуб смещен относительно расположенного впереди зуба на половину шага.
Дуговую насечку выполняют в виде зубьев криволинейной формы. Форма зубьев напильников и их геометрия зависят от способа их получения.
Насечку напильника выбирают в зависимости от толщины снимаемого слоя (припуска) требуемой точности и шероховатости поверхности (табл. 5). Форму поперечного сечения напильника и его размеры выбирают в зависимости от вида, размеров и расположения обрабатываемой поверхности, а длину - в зависимости от величины обрабатываемой поверхности.
Надфилииспользуют для обработки мелких точных деталей и зачистки труднодоступных мест. Они имеют перекрестную (двойную) насечку:
5. Точность и шероховатость поверхности при опиливании напильниками общего назначения в зависимости от вида напильника
| Вид обработки | Вид напильника | Номера насечки | Припуск на обработку, мм | Слой, снимаемый за один проход, мм | Точность обработки, мм | Класс шероховатости поверхностиности |
| 1.Черновое опиливание 2.Чистовое опиливание 3.Отделочная обработка | Драче- вый Личной Бархатный | 0 и 1 2 и 3 4 и 5 | 0,5 - 0,1 0,15-0,30 0,05-0,10 | 0,05 - 0,10 0,02 - 0,06 0,01 - 0,03 | 0,1-0,2 0,02 - 0,05 0,01 - 0,005 | 1 - 3 4 - 6 7 и выше |
основную - под углом l= 25° и вспомогательную w = 45°.
При изготовлении штампов, армированных твердым сплавом, и других работах используют алмазные надфили.
Машинные напильникибывают стержневые, дисковые и концевые - борнапильники. Стержневые напильники используются на станках с прямолинейным возвратно-поступательным движением, дисковые - на станках типа приводной бабки с вращательным движением шпинделя и концевые - на станках типа ОЗС.
Борнапильники изготовляются с фрезерованным или насеченным зубом из стали Р18, У13, У13А или ШХ15. Они могут быть цельными или насадными.
| Основные параметры | Размеры (мм) при росте человека | ||
| Высота верстака: при обычной работе сидя при особо точных работах сидя при работе стоя... Высота рабочей поверхности при работе сидя ....................................................... Высота пространства для ног (рас- стояние от пола до нижней поверхности стола) ....... Ширина зоны для ног ....................................... Размеры подставок для ног: ширина, длина.... высота.................. угол наклона . Высота стула . Высота спинки стула над сиденьем Ширина спинки стула ....... Высота подлокотников ....... | низком | среднем | высоком |
| 600 без опоры для ног | |||
| 290 *360 8 – 45 15…300 | |||
| 150 – 180 150 – 170 250 - 270 |
Дисковые напильники изготовляют с радиальным и прямолинейным зубом.
Стержневые машинные напильники устанавливают на опиловочных станках, они имеют разнообразные сечения. Напильник получает возвратно-поступательное движение. Ход напильника регулируется в пределах от 10 до 1000 мм. Число ходов напильника зависит от обрабатываемого материала и колеблется:
для инструментальной стали и чугуна 75—120 дв. ход/мин;
для конструкционной стали 100—150 дв. ход/мин.
и для цветных металлов и сплавов 120—200 дв. ход/мин.
Для опиловки борнапильниками используют опиловочные станки с гибким валом и механизированный инструмент.
Рашпили.Насечка на широких гранях имеет специальную форму, а на узких гранях плоских рашпилей насечка ординарная, аналогичная насечке напильников общего назначения, но расположенная перпендикулярно к оси рашпиля. Размеры рашпилей и их насечки регламентированы ГОСТом.
Тиски. По конструкции и назначению тиски разделяются на ручные, стуловые и параллельные. Размеры тисков регламентированы ГОСТ 7226-72*, 4045-75 и 7225-54.
Помимо обычных параллельных тисков в серийном производства используют тиски с пневматическим приводом.
В зависимости от формы заготовки, подлежащей зажиму, в тисках устанавливают специальные губки а для предохранения деталей от повреждения при закреплении применяют специальные предохранительные накладки (нагубники), надеваемые на закаленные губки тисков. Нагубники изготовляют из мягкой стали, латуни, алюминия, кожи или дерева.
Шабренныеповерхности характеризуются высокой износостойкостью в хорошей смачиваемостью смазочными веществами. Припуски на шабрение составляют 0.1…0.5 мм в зависимости от размера поверхности, подвергаемой шабрению.
Шаберы. По числу режущих граней шаберы бывают односторонние и двусторонние. По форме рабочей поверхности их подразделяют на плоские, полукруглые, ложкообразные, трехгранные. Кроме того, при шабрении криволинейных поверхностей используют фасонные шаберы и шаберы-кольца. Материал шаберов — инструментальная сталь У10А, У12А (HRC 64-66). Наряду с цельными шаберами и шаберами со вставными пластинками из углеродистой инструментальной стали применяют шаберы со вставными пластинками из быстрорежущей стали или твердых сплавов.
Шабрением достигается точность поверхностей 0,003—0,01 мм. Контроль качества шабреной поверхности производится по числу окрашенных пятен (точек) на единице площади поверхности.
Зачистка и полирование поверхности. Припуск под зачистку шкурками находится в пределах 0,05—0,3 мм. Последовательность зачистки шкурками определяется классом шероховатости обрабатываемой поверхности.
Для зачистки и полирования деталей, особенно при изготовлении и ремонте штампов, пресс-форм и приспособлений, применяют абразивные бруски.
Зачистка деталей абразивными кругами осуществляется с помощью механизированных шлифовальных машинок (прямых, угловых и торцовых) с электрическим и пневматическим приводом. Электрические шлифовальные машинки имеют частоту вращения шпинделя 3000-5000 об/мин, потребляемая мощность 0,4-0,8 кВт.
Пневматические шлифовальные машинки выпускаются с частотой вращения шпинделя 5000-20000 об/мин на холостом ходу для шлифовальных кругов диаметром 50-150 мм. Рабочее давление воздуха 5-6 кгс/см2, расход воздуха 0,9-2 м8/мин. Для шлифования используют абразивные головки и круги.
Для отделки поверхностей и получения поверхностей с повышенной адгезионной способностью широко используют механические вращающиеся щетки.
Разметка. Различают плоскостную и пространственную разметку.
Подготовка поверхности под разметку состоит в очистке и обезжиривании размечаемых поверхностей и их окраске. Для окраски применяют следующие материалы:
1. Мел, разведенный в воде (на 8 л воды 1 кг мела). После кипячения в состав добавляют столярный клей из расчета 50 г на 1 кг мела и вновь доводят состав до кипения.
2. Раствор медного купороса в воде (на стакан воды три чайных ложки купороса) — только для стальных и чугунных предварительно: обработанных заготовок.
3. Спиртовой лак (раствор шеллака в спирте с добавкой фуксина для окраски в красный цвет) или быстросохнущий черный лак — для малогабаритных заготовок с предварительно обработанными поверхностями.
Последовательность переходов при разметке заготовки зависит от ее характера (т. е. производится плоскостная или объемная разметка) и состоит из подготовки к разметке, установки заготовки на плите, выбора баз разметки, нанесения и накернивания рисок.
Дата добавления: 2016-01-18; просмотров: 6147;