Тепловые деформации инструмента.
Некоторая часть теплоты, вьделяющейся в зоне резания, переходит в режущий инструмент, вызывая его нагревание и изменение размеров. При токарной обработке наибольшая часть погрешности, связанной тепловыми деформациями технологической системы, обусловлена удлинением резцов их нагревании. При точении легированной стали с ав=1080 МПа(110 кгс/мм2) резцами: снабженными пластинками Т15К6, с вылетом 40мм и сечением 20x30 мм тепловое равновесие, при котором прекращается удлинение резца, наступает примерно 20-24 мин непрерывной работы (рис.3.7). В процессе обработки мягкой стали тепловое равновесие резца устанавливается через 12 мин непрерывной работы при сохранении общего характера закономерностей, показанных на рис.3.7. При повышении скорости резания, глубины резания и подачи интенсифицируется нагревание, а следовательно увеличивается удлинение резца. Большое влияние на удлинение оказывает вылет резца. Например , при уменьшении вылета резца с 40 до 20 мм удлинение сократилось с 28 до 18 мкм. Удлинение резца приблизительно обратно пропорционально площади поперечного сечения его стержня. С увеличением толщины пластинки твердого сплава удлинение резца уменьшается.
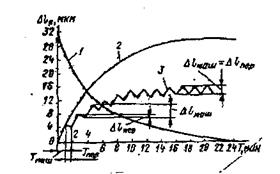
Рис.3. 7. Влияние работы перерывов работы резца на его тепловые деформации: 1 - охлаждение резца; 2 - нагревание резца при непрерывной работе, 3 - работа в условиях резания с перерывами; ∆1маш - удлинение резца за машинное время; ∆1пер -уменьшение дли резца при охлаждении за время перерыва (А.П Соколовский)
Нагревание и удлинение резцов прямо пропорционально твердости обрабатываемого материала. В обычных условиях работы без охлаждения удлинение резца может достигать 30—50 мкм. При создании обильного охлаждения удлинение резцов. уменьшается в 3-3,5 раза.
Удлинение ∆lр (мкм) резца в условиях теплового равновесия можно приближенно подсчитать по формуле:
∆ 
где С - постоянная (при V= 100-200 м/мин, t <=1,0 мм, s<=0,2 мм - С = 4,5); 1р - вылет резца , мм; Р- поперечное сечение резца, мм2.
В первый период работы до наступления теплового равновесия удлинение резца сопровождается непрерывным изменением размеров обрабатываемых заготовок( при небольших габаритах заготовок) или формы поверхностей (при больших размерах заготовок).
При обработке заготовок с перерывами машинного времени Тмаш в мог прекращения резания начинаются охлаждение резца и его укорочение, коте продолжаются до начала следующего периода резания.
Как показывают кривые (рис. 3.7), построенные проф. А. П. Соколовским, обработке заготовок с перерывами машинного времени тепловые деформации резца, а следовательно, и температурные погрешности обработки заметно уменьшаются.
Общее удлинение ∆1р резца при ритмичной работе с перерывами машинного времени приближенно составляет:
∆’  ∆
∆ 
где Тпер - продолжительность перерыва машинного времени.
При ритмичной работе тепловые деформации заготовок постоянны. При отсутствии ритмичности тепловые деформации отдельных заготовок различны, приводит к рассеянию размеров заготовок.
Нагревание режущих инструментов, при фрезеровании, нарезании зуба и других операциях прерывистой механической обработки, выполняемых с охлаждением оказывает заметно меньшее влияние на точность обработки, чем нагревание резцов.
Дата добавления: 2015-12-26; просмотров: 2663;