Погрешности, обусловленные тепловыми деформациями элементов технологической системы
При непрерывной работе станка происходит постепенное нагревание всех элементов технологической системы, вызывающее появление переменной систематической погрешности обработки заготовок.
Тепловые деформации станков.
Потери на трение подвижных механизмах станков (подшипниках, зубчатых передачах), гидропривод; электроустройствах, во встроенных электромоторах, а также теплопередача охлаждающей жидкости, отводящей теплоту из зоны резания, и нагревание от внешних источников (местное нагревание от близко расположенных батарей, солнечных лучей охлаждение через фундамент).
Важное влияние на точность обработки оказывает нагревание шпиндельных бабок. При работе станка происходят постепенное разогревание шпиндельных бабок в смещение в вертикальном и горизонтальном (на рабочего) направлениях. При этом температура в различных точках корпуса бабки изменяется от 10 до 50°С. Наибольшая температура нагрева наблюдается в местах расположения подшипников шпинделя и подшипников быстроходных валов, температура которых обычно на 30-40% выше средней температуры корпусных деталей, в которых они смонтированы.
На рис.3.6 показано горизонтальное смещение оси передней бабки токарного станка при работе в центрах. В первый период работы станка после его запуска нагревание вызывает смещение шпинделя на рабочего, что приводит к непрерывному изменению размеров и формы обрабатываемых заготовок (при обработке крупных валов), то есть к появлению переменной систематической погрешности. Очевидно, переменная систематическая погрешность равняется удвоенному горизонталью смещению оси передней бабки. Опыты показывают, что при обработке в патроне горизонтальное смещение больше, чем при работе в центрах, и достигает 17 мкм повышением частоты вращения n, смещение шпинделя увеличивается приблизительно  . пропорционально V n.
. пропорционально V n.
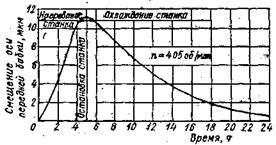
Рис.3.6. Горизонтальное смещение оси передней бабки токарного станка от его нагрева при работе в центрах.
Продолжительность нагревания передней бабки, сопровождающегося смещением оси шпинделя, составляет 3-5 ч (после чего температура нагрева и положение стабилизируются).
При остановке станка происходят его медленное охлаждение и обратное перемещение оси шпинделя.
Для устранения погрешности обработки, связанной с тепловыми деформациями станка, производят предварительный прогрев станка его обкаткой вхолостую в течение 2-3 ч. Последующую обработку заготовок следует проводить без значительных перерывов в работе станка
Дата добавления: 2015-12-26; просмотров: 1932;