Погрешности, связанные с неточностью и износом инструмента
Неточность режущего инструмента (особенно мерного типа разверток, зенкеров, протяжек, метчиков, лерок и т.д.) во многих случаях переносится на обрабатываемые заготовки, обусловливая систематические погрешности формы и размеров обрабатываемых поверхностей.
Однако, если точность изготовления режущего инструмента на специальных инструментальных заводах или в цехах обычно достаточно высока, то в зависимости от инструментальных заводах или в цехах обычно достаточно высока, то в зависимо-требуемой точности обработки заготовки выбирают и соответствующий инструмент. К примеру, при изготовлении отверстий со свободными допусками достаточно просверлить отверстие сверлом. Если требуется более высокая точность (0,05 мм), то после сверл нужна обработка зенкером, а если допуск 0,01 мм - то обработка разверткой.
Значительно большее влияние на точность обработки заготовок оказывают погрешности режущего инструмента, связанные с его износом. Износ режущего инструмента при работе на станках автоматах и полуавтоматах приводил к возникновению переменной систематической погрешности обработки.
В соответствии с общими закономерностями износа при трении скольжения начальный период работы инструмента происходит интенсивный износ (участок 1 на рис.3.1). Происходит приработка режущего лезвия инструмента, сопровождающаяся выкрашиванием отдельных неровностей и сглаживанием следов заточки.
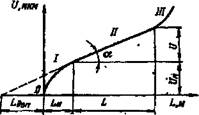
Рис.3.1. Зависимости износа инструмента U от длины пути резания
В этот период шероховатость поверхности обработки постепенно уменьшается, точность размеров увеличивается. Начальный износ UH и его продолжительность зависят от материалов режущего инструмента и детали, качества заточки, доводки инструмента и режимов резания. Обычно продолжительность начального из находится в пределах Lн— 500.. .2000м.
Второй - период износа (участок П) характеризуется нормальным износом, прямо пропорциональным пути резания. Для резцов T15K6 при обработке заготовок из стали длина пути L может достигать 50 км.
Третий период износа режущего инструмента соответствует интенсивному износу, сопровождающемуся выкрашиванием и поломками инструмента.
Износ ржущего инструмента зависит от материала режущего инструмента заготовки, режима резания и жесткости системы станок—приспособление — заготовка - инструмент.
При повышении жесткости технологической системы, способствуй уменьшению вибраций, износ режущего инструмента заметно снижается.
При увеличении подачи износ возрастает. Увеличение глубины резания влияет на величину износа незначительно.
Для каждого материала детали выбирают материал и режущего инструмента. Мягкие материалы вырабатывают резцами из быстрореза Р9 или Р18, а для твердых-с твердосплавными напайками типа Т15К6, ВК9, Эльбор, алмазные насадки,
Дата добавления: 2015-12-26; просмотров: 2730;