Базування деталей у втулках та мембранних патронах . 4 страница
Як вказувалося раніше, при установці в базовий отвір оправки, центруючись тільки по кромці, може розташуватися в нім з перекосом за рахунок одностороннього усунення бічного проміжку між отворами деталі і оправки, що утворюють, що викличе погрішність виміру. Кутова величина погрішності, що виникає при найбільшому можливому перекосі, залежить від конусності оправки і не залежить від довжини базового отвору. Лінійні величини погрішності В± (рис. 9.4, б) і (рис. 9.4, в) залежать від плеча, на якому робиться вимір. При перевірці радіального чи торцевого перекосу (без повернення деталі навколо осі) кутова величина погрішності а відповідає ухилу оправляння, а лінійна величина погрішності буде рівна Ві (рис.9.3, б).
При перевірці биття (за рахунок повороту деталі з оправлянням на 180°) кутова величина погрішності 2 а відповідатиме конусності оправляння, а лінійна величина буде рівна Вч (рис.9.3, в).
 |
Рис.9.3. Оправки конічні.
Приклад виконання розрахунку конічної оправки.
Розрахувати розміри конічної оправки для здійснення контролю торцевого биття буртика та радіального биття зовнішнього діаметру втулки.
Дано
Ескіз втулки
D1=85мм;
D=60h9 мм;
D=25+0,023 мм;
L=25мм;
l=20мм
Допуск торцевого биття Тт=0,08мм;
Розв'язок
1. Контроль точності торцевого биття будемо здійснювати за допомогою вимірювальної головки, встановленої у штативі. Заготовку базуємо на конічну оправку з центровими отворами, котру, в свою чергу, встановимо в горизонтальні центрові бабки. Контроль торцевого биття буртика будемо здійснювати на відстані Мт=40мм від осі оправки, а контроль радіального биття – на відстані Мр=20 мм від лівого торця втулки (див. ескіз)
1-деталь; 2-вимірювач; Мт-поле вимірювання
Схема вимірювання
2. Визначимо величину похибки вимірювань. У зв’язку з тим, що втулка на конічній оправці буде центруватися лише по верхній частині (кромці) базового отвору, то за рахунок бокового зазору буде з’являтися взаємний перекос втулки і оправки, що потягне за собою похибку вимірювання.
Визначимо величину максимальної лінійної розрахункової похибки вимірювання В:
- при вимірюванні торцевого биття
Вт=0,25×Тт=0,25×0,08=0,02 мм
- при вимірюванні радіального биття
Вр=0,25×Тр=0,25×0,05=0,0125 мм
3. Визначимо величину конусності оправки
При здійсненні контролю деталі з її поворотом конусність оправки розраховують за формулою:
 [1]
[1]
де: В - похибка вимірювання;
М - плече вимірювання (див. ескіз вимірювань).
Отже, оправка має мати конусність
- для контролю торцевого биття
- для контролю радіального биття
Призначаємо конусність, при котрій похибка буде меншою, тобто  .
.
4. Визначаємо діаметр оправки з більшої сторони.
 [2]
[2]
де  - найбільший діаметр базового отвору втулки;
- найбільший діаметр базового отвору втулки;
Р – величина перевищення діаметру (гарантує неможливість наскрізного проходження оправки через отвір втулки).
Перевищення діаметру приймається 15% від допуску отвору і округлюється в більшу сторону до тисячних долів міліметра.
Р=0,15×ТD=0,15×0,023=0,00345 мм
Приймаємо Р=0,004 мм
Знаходимо Dопр з формули (2):
Dопр =25,023+0,004=25,027 мм
Допуск на виготовлення діаметру визначається з таблиці 1 (Л.[4]), або за таблицею 1 додатків цієї методики.
ТDопр=0,01 мм
Отже більший діаметр оправки: Dопр=25,027+0,01мм
5. Визначаємо довжину оправки
Довжина оправки складається з довжини конусної частини та довжини двох хвостовиків для центрових отворів, довжини допоміжного циліндричного пояска та довжини попереднього конусу.
L=l+2l2+3+5 [3]
У формулі (3) довжина пояска прийнята 3 мм, а довжина попереднього конусу – 5 мм.
Довжина конусної частини оправки:
l=E+N+C+F [4]
де Е – довжина деталі, що контролюється;
N – довжина конусної частини оправки, що враховує величину збільшення отвору деталі;
C – запас довжини конуса оправки;
F – довжина заходної частини конуса.
5.1.1. Визначимо Е.
Довжина втулки задана у вихідних даних і складає Е=25 мм.
5.1.2. Визначимо необхідну довжину конусної частини оправки, котра потрібна для встановлення деталі.
Враховуючи, що базовий отвір втулки змінюватиметься в межах допуску, довжина конуса для надійного (повного) контакту з отвором втулки визначається за формулою:
 [5]
[5]
де ТD – допуск базового отвору втулки;
К – конусность оправки.
ТD=0,023 мм (див. завдання)
Тоді
5.1.3. Запас довжини конуса оправки визначається за формулою:
 [6]
[6]
де  - максимальний діаметр конусної частини оправки;
- максимальний діаметр конусної частини оправки;
 максимальний діаметр базового отвору втулки;
максимальний діаметр базового отвору втулки;
К – конусність оправки.
 (див. п.4 рішення)
(див. п.4 рішення)
 (за вихідними даними задачі)
(за вихідними даними задачі)
 (див. п.3 рішення).
(див. п.3 рішення).
Тоді

5.1.4.Визначаємо величину F.
Довжина заходної частини конуса оправки залежить від її конусності і вибирається за табл.1 (Л[4] або за табл.1 додатків цієї методички).
Знаходимо F=15мм.
Тоді за формулою (4)
l=25+46+28+15=114мм
5.2.Довжина хвостовиків та їх діаметр за табл.2 (Л[4] або табл.2 додатків цієї методички:
l2=20мм
d1=20мм
5.3. Довжина оправки за формулою (3)
L=114+2×20+3+5=162 мм
Округлюємо L до 165 мм.
Центрові отвори dц=5мм (табл.2, Л[4])
6. Виконуємо робоче креслення оправки
На форматі А4 викреслюється, з дотриманням вимог ЄСКД, оправка, вказуються всі розміри, шорсткість поверхонь та технічні вимоги до її виготовлення.
3. Центрові бабки контрольно – вимірювальних пристроїв.
При контролі деталей обертання чи деталей з отворами широко застосовується перевірка на центрах безпосередньо чи з допомогою оправок.
В залежності від конструктивних особливостей кожного пристрою базування може проводитися як по горизонтальних так і вертикальних центрових бабках.
Горизонтальні бабки, як правило, мають шпонки чи інші направляючі елементи для правильного встановлення на контрольній плиті. Положення центрів обох бабок повинне бути витримане з високою точністю відносно обох базових поверхонь бабки.
Бабку з нерухомим центром роблять з циліндричним вузлом піл центр, чи з гніздом, що має конус Морзе.
Бабки з рухомим центром можуть відрізнятися одна від одної своїм конструктивним оформленням в залежності від призначення. Для встановлення легких деталей застосовується бабка з центром, що подається вручну і фіксується гвинтом. Але в цієї бабки відсутній змінний центр. Такий же наслідок і в полегшеної бабки, в якої для підводу центру є пружина, а для відводу зручна рукоятка. Більш важкі конструкції бабок з литим корпусом змінним центром і жорсткою пружиною застосовують для базування важких деталей і в якості універсальних на контрольних плитах. Бабку з плоскою основою встановлюють на плоских плитах і Т-подібним пазом, бабку з пазом встановлюють на вузькі контрольні плити, верхня частина яких оформлена у вигляді ласточкиного хвоста.
Ще більш зручними в експлуатації є бабки, в яких центр фіксується в відведеному положенні. В бабці заднє положення фіксується перекидною рукояткою в бабці на - системою з двох ричагів.
В ряді випадків бабка, що несе нерухомий центр повинна мати ділильний механізм
Крім горизонтальних бабок широко застосовуються і вертикальні. Вони і мають постійно закріплену чи верхню бабку, що переміщається зі зручно розташованим відводом верхнього рухомого центра. На показані конструкції, в яких підйом центра здійснюється валиком, що несе шестерню зачеплену з рейкою центра. Конструкція на двох паралельних колонках є менш жорсткою і застосовується для деталей малої ваги. Конструкція з литою стійкою швелерного перерізу має більшу жорсткість і застосовується для деталей значної довжини та маси.
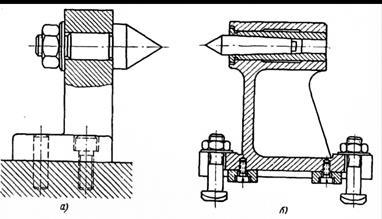
Рис. 9.5. Бабки з нерухомим центром.
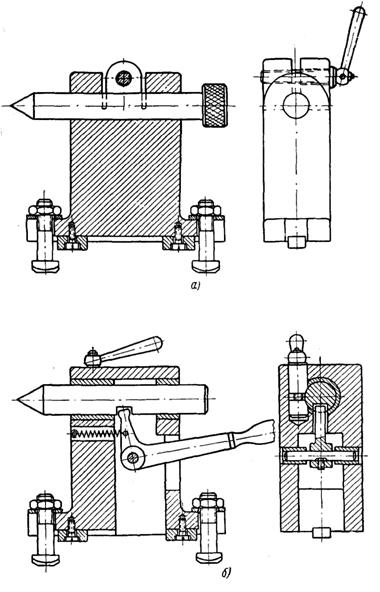
Рис.9.6. Бабки з рухомим центром.
а – центр подається від руки і фіксується гвинтом;
б – центр підводиться пружиною, відводиться рукояткою
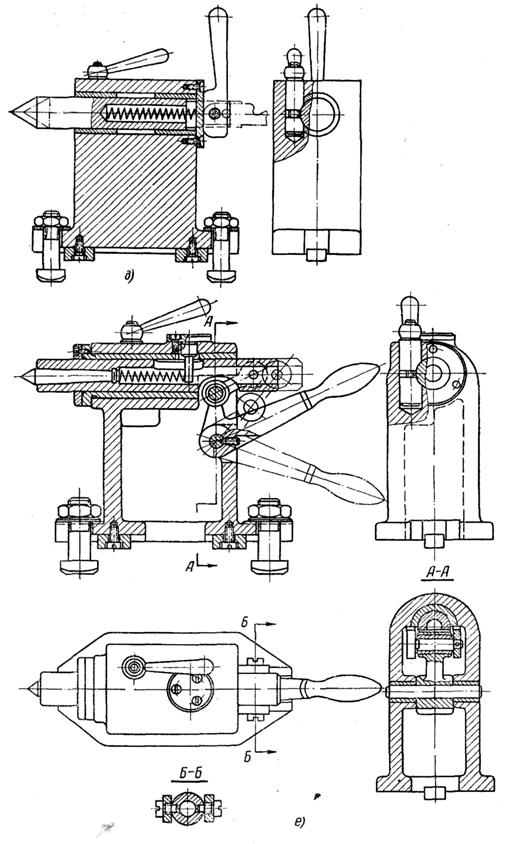
Рис.9.7. Бабки з рухомим центром.
д – центр фіксується перекидною рукояткою;
е – центр фіксується системою двох ричагів.
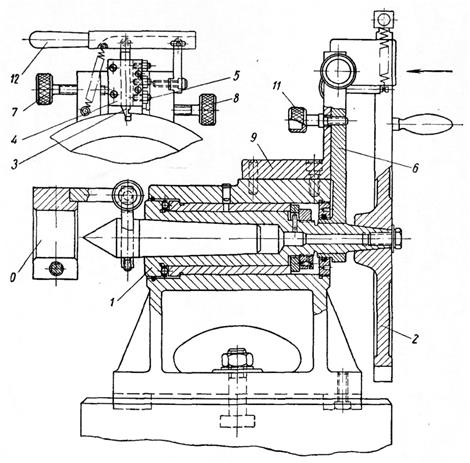
Рис.9.8. Бабка з ділильним диском.
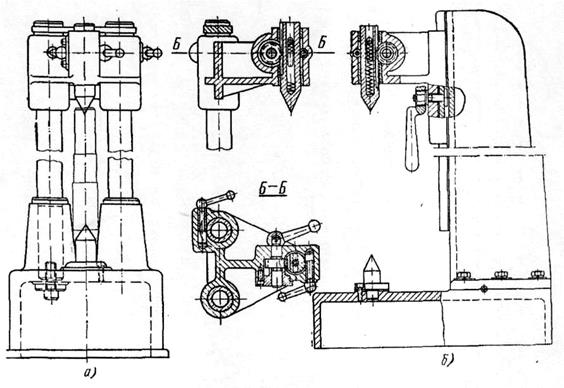
Рис. 9.9. Вертикальні центрові бабки
Перелік контрольних питань для самоперевірки:
1. Що необхідно конструктивно запропонувати для попередження заклинення деталі при базуванні на пальцях?
2. Які переваги має конічна оправка?
3. В яких випадках застосовуються центрові бабки?
Тема 10:Активний контроль.
План
1. Основні визначення при активному контролі.
2. Принципіальні схеми при активному контролі.
Література: [5] c. 7-27; 31-34; 130-140. [6] с. 3-6.
Студенти повинні знати:
8. Активний контроль в метрології.
9. Основні означення та терміни в активному контролі.
10. Принципіальні схеми активного контролю.
Студенти повинні вміти:
Застосувати засоби активного контролю в процесі обробки та після обробки на металообробних верстатах.
1. Основні визначення при активному контролі.
Засіб (прилад) активного контролю - технічний засіб за допомогою котрого за результатами порівняння дійсного розміру оброблюваної чи обробленої деталі з заданим розміром виробляється сигнал вимірювальної інформації в формі, необхідній для керування технологічним обладнанням, і такий що має нормовані метрологічні властивості.
Вимірювальний перетворювач - засіб вимірювання для вироблення сигналу вимірюваної інформації в формі, зручній для передачі, подальшого перетворення, обробки та збереження, але такий що не піддається сприйманню наглядача.
Первинний перетворювач - вимірювальний перетворювач, до якого підведена величина, що вимірюється.
Чутливий елемент - частина первинного перетворювача, що знаходиться під безпосереднім впливом величини, що вимірюється.
Метрологічні показники.
Чутливість приладу - відношення сигналу на виході вимірювального приладу до зміни величини, що його викликала.
Ціна поділки шкали - різниця значень вимірюваної величини, що відповідає двом сусіднім поділкам шкали.
Інтервал поділок шкали - відстань між осями двох сусідніх штрихів.
Діапазон показів - область значень шкали, обмежена кінцевим та початковим значеннями шкали.
Діапазон вимірювання - область значень вимірюваної величини для якої нормовані допустимі похибки приладу.
Абсолютна похибка приладу - різниця між показами приладу і дійсним значенням величини, визначеним високоточним приладом.
Відносна похибка - відношення відносної похибки до дійсного значення вимірюваної величини. Її часто визначають не по відношенню до самої вимірюваної величини, а по відношенню до діапазону вимірювань за шкалою приладу.
Варіація - (нестабільність показів приладу) - найбільша отримана експериментально різниця між результатами повторного вимірювання однієї і тієї ж величини при незмінних зовнішніх умовах.
Похибка зворотного ходу - різниця показів приладу при встановленні наконечника приладу в одне й те ж положення при переміщеннях його в одному та зворотному напрямках.
Систематична похибка вимірювання - складова похибки вимірювання, що залишається постійною чи змінюється за законом при вимірюваннях однієї тієї ж величини.
Випадкова похибка вимірювання - складова похибки вимірювання, що змінюється випадковим чином.
Для приладів активного контролю постійність чутливості в багатьох випадках не обов’язкова, тому одним з основних критеріїв точності приладів активного контролю є похибка спрацьовування - похибка видачі команди.
Під командою розуміють дискретний сигнал, що видається приладові при досягненні контролюємим розміром наданої величини чи припинені процесу обробки деталі на верстаті.
Похибка зміщення настройки характеризує стабільність роботи приладу і визначається зміщенням його настройки після визначеного числа спрацьовувань.
Похибка настройки характеризується деяким зміщенням спрацювань по відношенню до настроєчного розміру за рахунок недоліків вузла настройки і досвіду наладчика.
2. Принципіальні схеми при активному контролі.
Засоби активного контролю виконують-всю сукупність операцій, що необхідні для порівняння дійсного розміру оброблюваної деталі з заданим розміром і з залежності від результатів порівняння керують технологічним процесом.
Незалежно від технологічного обладнання засоби активного контролю в загальному вигляді будують за єдиною принциповою схемою (рисі), що складається з окремих вузлів, які призначені для виконання певних задач.

Рис.10.1. Структурна схема засобів активного контролю.
Вимірювальна оснастка 1 включає в себе необхідні щупові механізми в вигляді скоб, призм, ричажних пристроїв, рухомі елементи яких сприймають зміни контролює мого розміру і перетворюють їх в зручні для подальших вимірювань переміщення однієї чи декількох своїх ланок.
Для отримання інформації про стан конролюємого. параметра у вигляді показів на шкалі, переміщення ланок вимірювальної оснастки перетворюється в переміщення показника шкали, що проградуйована в прийнятих одиницях вимірювання. Цю функцію виконує вимірювальний прилад 2.
Вимірювану інформацію у вигляді аналогового сигналу перетворюють в дискретний електричний сигнал-команду. При досягненні контролюємого розміру певної величини за допомогою сигналів-команд здійснюють автоматичне керування технологічним процесом.
В деяких випадках для підвищення точності дискретний сигнал отримують без зміни виду вимірювальної інформації, наприклад в пневматичних приладах, де вимірювальною інформацією є тиск повітря. За допомогою спеціальних пристроїв вимірювальну інформацію перетворюють в дискретний сигнал у вигляді скачка тиску, а тільки потім перетворюють в дискретний електричний сигнал-команду. Задачу отримання дискретного сигналу-команди виконує командний пристрій 3.
Команди приладу на верстатах виконують шляхом комутації потужних електричних ланцюгів верстату, що приводять в дію його виконавчі органи, тому електричний сигнал-команда приладу підсилюють, а комутацію зовнішніх вихідних електричних ланцюгів здійснюють за допомогою електромагнітних реле. Все це разом створює блок підсилення командних сигналів 4. Для інформації про виконання команди служить блок сигналізації 5.
Засіб активного контролю повинен мати .джерело, а в деяких випадках два джерела живлення (пневматичні прилади). Для цього застосовують спеціальні блоки живлення 6.
Розглянута схема побудови засобів активного контролю вирішує всю сукупність поставлених задач. Однак в деяких випадках не вимагається виконання всіх задач; засіб контролю спрощують за рахунок виключення певних вузлів.
В якості вимірювальних приладів застосовують механічні, електроконтактні, пневматичні, індуктивні та інші прилади.
Вимірювальний пристрій рис.24 призначений тільки для видачі інформації про стан оброблюваної поверхні у вигляді показів за шкалою. Керування технологічним процесом здійснюється вручну, за показами приладу.

Рис.10.2. Структурна схема вимірювального засобу з механічним приладом.
1. Вимірювальна оснастка; 2. Механічний шкальний прилад
Вимірювальний засіб з електроконтактним приладом (рис.10.1) застосовують для контролю деталей не вище 2-го класу точності. З-за відсутності шкали в приладі, вимірювальний засіб доповнений механічним шкальним приладом.

Рис. 10.3. Структурна схема вимірювального засобу з електроконтактним перетворювачем.
1.Вимірювальна оснастка; 2. Електроконтактний перетворювач; 3. Блок підсилення сигналів; 4. Блок сигналізування; 5. Блок живлення; 6. Механічний шкальний прилад
Вимірювальний засіб з пневматичним пристроєм має високу точність (забезпечує контроль деталей з допусками першого класу точності), дозволяє вести безконтактні вимірювання, і, що особливо важливо, може бути побудований з нормалізованих блоків серійного виробництва. Пневматичні прилади дозволяють створити найбільш просту і малогабаритну вимірювальну оснастку, що важливо при контролі у відносно важкодоступних місцях.

Рис.10.4. Структурна схема вимірювального засобу з пневматичним приладом.
1. Вимірювальна оснастка; 2. Пневматичний прилад зі шкалою; 3. Командний пристрій; 4. Підсилювач командних сигналів; 5. Блок сигналізації; 6. Блок живлення струмом; 7.Блок живлення стисненим повітрям.
Вимірювальний засіб з індуктивним перетворювачем (рис.10.3) має високу точність, мало чутливий до вібрації, габаритні розміри вимірювальної оснастки значно менші розмірів оснастки з електроконтактними перетворювачами. Даний засіб вимагає висококваліфікованого обслуговування.

Рис.10.5. Структурна схема вимірювального засобу з індуктивним перетворювачем.
1. Вимірювальна оснастка; 2. Індуктивний перетворювач; 3. Командно-показуючий пристрій; 4. Блок живлення.
Дата добавления: 2015-11-06; просмотров: 1638;