рювальний пристрій.
а) – конструкція:
1 – корпус, 2 – шток, 3 – твердосплав- ний наконечник, 4 – плоска пружина,
5 – втулки, 6,11 – виті пружини,
7 – важель, 8,9 – контактні гвинти,
10 – хомутик.
б) – електрична схема.
Робота пристрою.
При зменшенні розміру деталі шток опускається донизу, і хомутик натис - кає на упор контактного важелю, при цьому верхній кінець контактного важелю відхиляється від контактного гвинта 8. При подальшому зменшенні розміру деталі контактний важіль замикається з контактним гвинтом 9. Дана
послідовність дозволяє здійснити автоматичний перехід з чорнової обробки на чистову. Настройка пристрою на припуск обробки здійснюється махович –
ками контактних гвинтів 8 і 9.
З метою підвищення надійності контактів вони керують виконавчим меха –
нізмом через електронний підсилювач (схема б). При замкненому контакті 8 транзистор VT1 закритий, а VT2 відкритий і реле К2 включене. При закін –
ченні чорнового шліфування контакт 8 розмикається, VT1 відкривається і спрацьовує К1, яке видає команду на перехід з чорнової подачі на чистову. При закінченні чистового проходу замикається контакт 9, VT2 закривається, реле К2 відключається і в схему керування поступає сигнал на відвід кругу, тобто на завершення циклу обробки.
Використання пристроїв контролю розмірив підвищує продуктивність праці, тому що дозволяє одному працівнику обслуговувати декілька верста –
тів, а також зменшує можливість браку і полегшує обслуговування верстатів.
3.Електроприводи шліфувальних верстатів.
Шліфувальні верстати відносяться до точних верстатів, тому конструкція їх окремих вузлів і кінематичні передачі повинні бути максимально простими, що досягається широким використанням індивідуального приводу.
Види електроприводів:
- головний привод (обертання шліфувального кругу);
- привод обертання виробу;
- привод подачі (поперечна);
- привод стола (поздовжня);
- допоміжні приводи.
Головний привод повинен забезпечувати швидкість різання 30÷50 м/с.
В більшості верстатів в якості двигуна головного приводу використовується одно або двошвидкісні двигуни з КЗ ротором.
Швидкість обертання шліфувального шпинделю залежить від діаметру круга:
- для кругів до 1000 мм nшп ≤ 950об/хв.,
- для малих кругів використовують прискорюючи передачі, високошвид-
кісні двигуни або електрошпинделі, які являють собою шліфувальний шпин –дель і електродвигун конструктивно поєднані в один пристрий.
nшп = 24000÷48000 об/хв.,
- для кругів 5÷7 мм nшп = 150000÷250000 об/хв..
Електроживлення двигунів електрошпинделів здійснюється від перетворю - вачів частоти, F = 300÷2000 Гц.
В високоточних верстатах для отримання високої якості поверхні швидкість різання підтримується постійною, тобто незалежною від зношення кругу. З цією метою в крупних верстатах встановлюються двигуни постійно -го струму з регулюванням зміною потоку збудження Фзб = var, D = (2÷3) : 1.
Привод обертання виробу. В залежності від класу шліфувальних верстатів використовуються одно або багатошвидкісні асинхронні двигуни з КЗ ротором.
На великих круглошліфувальних верстатах використовують приводи по системі ТП-Д або приводи з магнітним підсилювачем, які забезпечують
D = (8÷25) : 1.
Приводи подач здійснюють зворотно-поступовий рух стола, поздовжнє і поперечне переміщення шліфувальної бабки.
Діапазон регулювання цих приводів (40÷50) : 1. Використовуються двигуни постійного струму.
Допоміжні приводи: приводи насосів охолодження, приводи насосів гідросистем, приводи швидкого руху шліфувальної бабки.
Використовуються асинхронні двигуни з КЗ ротором.
4.Розрахунок потужності двигуна головного приводу.
Процес шліфування складається з двох етапів: прохід чорнової обробки і чистовий прохід. Електропривод витрачає різні потужності, тому що глибина шліфування і швидкість подачі не однакові.
Для визначення потужності двигуна будується навантажувальна діаграма і розраховується його еквівалентна потужність.
 Рис. 2.33. Навантажувальна діаграма.
Рис. 2.33. Навантажувальна діаграма.
 , де
, де
PZ1 – потужність різання при чорновому проході,
PZ2 – потужність різання при чистовому проході,
TM1, TM2 – машинний час для проходів,
P0 – потужність втрат в передачах,
ΣT0 – допоміжний час.
По каталогу вибираємо двигун за умовою:
Рном ≥ Рекв., nном ≈ 60·Vkр· iп / π·Dкр.
5.Електроустаткування і схема керування круглошліфувального
верстата 3А161.
Склад схеми:
1. Силова частина:
М1- електродвигун приводу шпинделю (асинхронний КЗР, Рн = 7 кВт, ωн = 98 с-1)
М2 - електродвигун гідросистеми (асинхронний КЗР, Рн = 1,7 кВт, ωн = 93 с-1)
М3 - електродвигун охолодження (асинхронний КЗР, Рн = 0,125 кВт, ωн = 280 с-1)
М4, МП – комплектний електропривод обертання виробу (ПМУ5Мз двигуном постійного струму ПБС-22,Рн = 0,85 кВт, ω = 35÷250 с-1).
УА1 – електромагніт керування гідроприводом відводу шліфувальної бабки,
УА1 – електромагніт керування гідроприводом чистової подачі,
TV1 – понижуючий трансформатор освітлення і схеми керування,
TV2, VD11- VD16–ТВБ живлення схеми регулювання швидкості М4 і ОЗД,
R6 – резистор гальмування.
2. Схема керування:
SB1 – кнопка «загальний СТОП»;
SB2 – кнопка включення гідронасосу;
SB3 – кнопка включення ГП (М1);
SB4 – кнопка включення приводу обертання виробу (М4);
SB5 – кнопка зупинки М4;
SR – реле контролю швидкості;
KSP – реле контролю тиску;
SА1 – вимикач освітлення;
Вихідне SА2 – перемикач керування НО «РУЧН.-ВИКЛ.- АВТОМ.»
положення SА3 – перемикач керування М4 «РУЧН.-АВТОМ.»
 «РУЧН,» SА4 - перемикачі режиму роботи з «РУЧН.-АВТОМ.»
«РУЧН,» SА4 - перемикачі режиму роботи з «РУЧН.-АВТОМ.»
SА5 -приладом активного контролю «РОБОТА ДО УПОРУ»
SQ1 – мікровимикач включення М3, М4 в режимі «АВТОМАТ»;
SQ2 – мікровимикач чистової подачі;
SQ3 – мікровимикач відводу шліфувальної бабки,
КМ1 – контактор включення шпинделю;
КМ2 – контактор включення гідронасосу;
КМ3 – контактор включення НО;
КМ4 – контактор включення приводу виробу;
КМ5 – контактор динамічного гальмування;
К1 – реле включення електромагніту чистової подачі;
К2 – реле включення електромагніту відводу шліфувальної бабки;
КА1 – реле блокування включення М4 при відсутності живлення ОЗД;
КТ – реле часу режиму «виходжування».
Електрична принципова схема круглошліфувального верстату 3А161 приведена на рис.2.34.
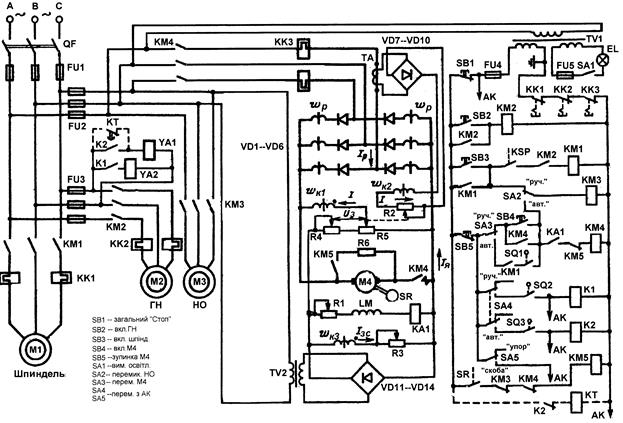
Рис.2.34. Схема електрична принципова круглошліфувального верстату 3А161.
Робота схеми.
Регулювання швидкості М4 здійснюється зміною напруги на його якорі, яка підводиться від силового магнітного підсилювача МП. МП зібраний по трифазний мостовий схемі з 6ма робочими обмотками і з 3ма обмотками керування.
Робочі обмотки wр включені послідовно з діодами VD1-VD6, які викорис - товуються для випрямлення змінного струму і здійснюють внутрішній пози -
тивний зворотний зв'язок по струму МП.
Струм в обмотці керування wк1 (Ік1) створюється різницею напруг: Uз – Uзз = Uк1, Uз – напруга задавальника швидкості, - знімається з R4, R5.
Uзз знімається з якорю двигуна.
Струм в wк2, - Ік2 пропорційний струму якоря, тобто ІТА.
М.р.с. wк2 направлена згідно м.р.с. wк1 і здійснює позитивний зворотний зв'язок по струму якоря.
Регулювання здійснюється пересуванням повзунка R2, R4, R5. Зсув робочої характеристики МП здійснюється обмоткою wк3 і резистором R3.
Послідовність роботи верстату в автоматичному режимі:
1) підвід шліфувальної бабки до виробу і включення М3 і М4;
2) чорновий прохід;
3) чистовий прохід з роботою до упору;
4) відвід шліфувальної бабки і виключення М3, М4.
SA3, SA4 в положенні «АВТ.»,SA5 в положенні «РОБОТА ДО УПОРУ».
При нахилі головної рукоятки (ГР) відбувається підвід шліфувальної бабки до натискання SQ1 і вмикаються М3 і М4, включається гідропривод стола (від ручки).
Після чорнового проходу натискається SQ2, який вмикає К1, яке заживлює УА1, що приводить до зменшення швидкості подачі (чистова обробка).
При досягненні заданого розміру (упору) натискається SQ3, який вмикає К2, яке заживлює УА1, що приводить до швидкого відводу ШБ.
При поверненні ШБ у вихідне положення розмикається контакт SQ1 і ви –
микаються КМ3, КМ4 і зупиняються М3, М4.
На верстаті можливе використання приладу активного контролю АК-3, який видає команди переключення на чистову подачу і на швидкий відвід ШБ. (SA5 в положенні «РОБОТА ЗІ СКОБОЮ»).
Контрольні запитання.
1. Як класифікуються шліфувальні верстати в залежності від форми поверхні обробки?
2. Які значення має швидкість обертання шпинделів шліфувальних верстатів?
3. За допомогою яких пристроїв досягаються високі швидкості обертання в електрошпинделях?
4. Яке додаткове електрообладнання мають шліфувальні верстати?
Дата добавления: 2017-11-04; просмотров: 601;