Тально-фрезерного верстату
1 – хобот;
2 – підвіска;
3 – фрезерна оправка;
4 – фреза;
5 – шпиндель;
6 – вироб;
7 – робочій стіл;
8 – поворотна плита;
9 – салазки;
10 – консоль;
11 – станина.
- Вимоги до електроприводу і схем керування фрезерних верстатів.
Діапазон регулювання кутових швидкостей шпинделю фрезерних верстатів складає від 20:1 до 60:1 при постійній потужності електродвигуна.
Змінювати кутову швидкість для визначеного режиму обробки не має потребу, тому використовується ступеневе регулювання головного приводу за допомогою коробки швидкостей. Гальмування головного приводу використовується, як правило, електричне (противключенням або електро- динамічне), тому що особливих вимог до тривалості пуску та гальмування не висувається.
Для верстатів малих і середніх розмірив в якості двигунів головного руху використовуються асинхронні короткозамкнені двигуни. Привод подачі таких верстатів в більшості випадків здійснюється від головного двигуна через багатоступеневу коробку подач, або від окремих асинхронних двигунів.
Головний привод важких поздовжньо-фрезерних верстатів виконується від асинхронних двигунів з фазним ротором або від короткозамкнених двигунів з можливістю переключення статорних обмоток з «зірки» на «трикутник» (з метою розвантаження цехової мережі від великих пускових струмів). Для приводів подачі, діапазон регулювання яких складає (40÷60):1, використо –вують двигуни постійного струму, керування якими здійснюється від тирис –
торних перетворювачів (ТП) або комплектний електропривод.
В допоміжних приводах фрезерних верстатів: приводи насосів охолод - ження, змащування і гідросистем, швидкого руху механізмів використову -ються окремі асинхронні короткозамкнені електродвигуни.
Налагоджувальні режими здійснюються шляхом зміни передаточного числа редукторів відповідних приводів дистанційно електромеханічними пристро –ями або вручну за допомогою рукояток переключення.
Вимоги до систем керування є загальними як і для інших металообробних верстатів. Схеми керування також передбачають наявність блокіровок, які відповідно технологічним умовам роботи забезпечують необхідну послідов- ність включення окремих елементів електроприводів.
3.Розрахунок потужності двигунів електроприводів.
Потужність електродвигунів приводів механізмів визначається за єдиною методикою, яка приведена в Т.2.2. п.п.2, 3, 4.
4.Електроустаткування і схеми керування фрезерними верстатами.
Верстати фрезерної групи різних моделей мають ряд однотипних вузлів і подібні схеми керування електроприводами. Як приклад розглянемо схему вертикально-фрезерного верстату 6А59 з хрестовим робочим столом.
Склад схеми.
Силова частина:
М1 – електродвигун ГП;
М2 – електродвигун приводу подачі по осі «Х»;
М3 – електродвигун приводу подачі по осі «У»;
М4 – електродвигун приводу насосної станції охолодження;
TV1 – трансформатор схеми керування і місцевого освітлення;
VD1 – 4 – діодний міст живлення фрикційних електромагнітних муфт налагоджувального режиму;
YS1, YS2 - фрикційні електромагнітні муфти налагоджувального режиму;
EL1 – лампа місцевого освітлення.
Апарати керування:
SB1 – кнопка аварійної зупинки механізмів верстату;
SB2 – кнопка відключення живлення (зупинки) М1;
SB3 – кнопка включення живлення М1;
SB4 – кнопка пуску М1;
SB5 – кнопка зупинки М1;
SB6, SB7 – кнопки зупинки і пуску М2 в прямому напрямку;
SB8, SB9 – кнопки зупинки і пуску М2 в зворотному напрямку;
SB10, SB11 – кнопки зупинки і пуску М3 в прямому напрямку;
SB12, SB13 – кнопки зупинки і пуску М3 в зворотному напрямку;
SB14, SB15 – кнопки включення налагоджувального режиму;
SА1 – вимикач місцевого освітлення;
SА2 – перемикач ручного і автоматичного реверсування приводів подачі;
SА3 – вимикач насосу охолодження;
SQ1, SQ2 – кінцеві вимикачі обмеження руху і автоматичного реверсування приводу подачі по осі «Х»;
SQ3, SQ4 – кінцеві вимикачі обмеження руху і автоматичного реверсування приводу подачі по осі «У»;
КМ1 – контактор включення живлення статорної обмотки М1;
КМ2 – контактор включення статорної обмотки М1 на «зірку»;
КМ3 – контактор включення статорної обмотки М1 на «трикутник»;
КТ1 – реле часу запуску двигуна М1;
КМ4 – контактор пуску М2 на прямий хід;
КМ5 – контактор пуску М2 на зворотний хід;
КМ6 – контактор пуску М3 на прямий хід;
КМ7 – контактор пуску М3 на зворотний хід;
КМ8 – контактор пуску М4 насосу охолодження.
Апарати захисту:
QF1 – ввідний автоматичний вимикач;
QF2, КК1 – автоматичний вимикач і теплове реле в колі двигуна М1;
QF3, КК2 – автоматичний вимикач і теплове реле в колі двигуна М2;
QF4, КК3 – автоматичний вимикач і теплове реле в колі двигуна М3;
FU1 – FU3 – запобіжники в колі М4;
FU4, FU5 – запобіжники в колі первинної обмотки TV1;
FU6 – запобіжник в колі місцевого освітлення;
FU7 – FU8 – запобіжники в колі схеми керування;
FU9 – FU10 – запобіжники в колі керування налагоджувальним режимом;
Принципова електрична схема верстату приведена на рис.2.23.
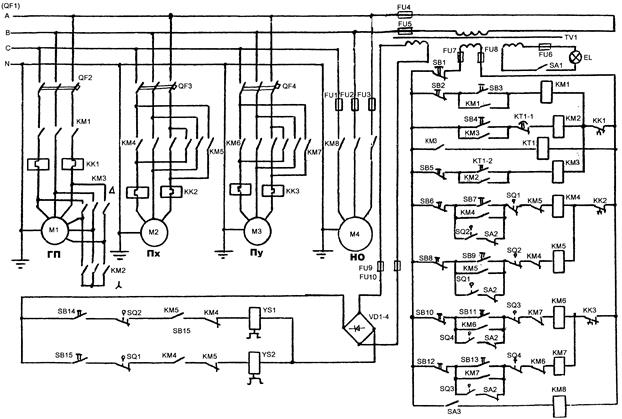
Рис. 2.23. Схема електрична принципова фрезерного верстату 6А59
Завдання на самостійну роботу: Скласти опис електричної схемифрезерного верстату 6А59 і відповісти на контрольні питання.
Контрольні запитання:
- Який ріжучий інструмент використовується в свердлильних і фрезерних верстатах?
- В якому режимі працюють електродвигуни механізмів затиску радіально-свердлильного верстату?
- Охарактеризуйте електропривод основних рухів в верстатах свердлильної і фрезерної груп.
- Охарактеризуйте способи регулювання швидкості електроприводів верстатних механізмів.
- Як зменшується навантаження на цехову електромережу при пуску двигунів значної потужності?
- На електричній схемі рис.2.23. позначте виводи статорної обмотки.
- Опишіть процес пуску двигуна ГП фрезерного верстату.
- За допомогою яких апаратів відбувається автоматичне реверсування електроприводів подачі фрезерного верстату?
Тема 2.5. Електрообладнання і схеми керування поздовжньо-
стругальними верстатами.
1. Призначення, класифікація і будова поздовжньо-стругальних
Верстатів.
 Поздовжньо-стругальні (поперечно)-стругальні верстати призначені для обробки різцями плоских горизонтальних і вертикальних поверхонь деталей великої довжини. На поперечно- стругальних верстатах обробляють невеликі деталі.
Поздовжньо-стругальні (поперечно)-стругальні верстати призначені для обробки різцями плоских горизонтальних і вертикальних поверхонь деталей великої довжини. На поперечно- стругальних верстатах обробляють невеликі деталі.
Стругальні верстати


Поздовжньо- Поперечно- Довбальні
стругальні стругальні
 Рис.2.24. Будова поздовжньо-
Рис.2.24. Будова поздовжньо-
Дата добавления: 2017-11-04; просмотров: 647;