Технология изготовления наружной обшивки деревянных судов
Помимо обеспечения водонепроницаемости наружная обшивка деревянных судов играет важную роль в обеспечении прочности корпуса судна. Продольные усилия, возникающие при общем продольном изгибе, воспринимаются элементами наружной обшивки и передаются при растяжении через крепеж, с помощью которого она крепится к набору судна, при сжатии – через торцы досок в стыках и частично – через тот же крепеж.
В практике деревянного судостроения различают следующие конструктивные типы наружной обшивки деревянных судов:
– одинарная вгладь – из одного слоя продольно расположенных досок;
– одинарная – с рейками по пазам;
– одинарная внакрой – наборная из одного слоя продольно располо-женных досок с перекроем пазов;
– многослойная – из двух или трех слоев досок с различным расположением слоев;
– фанерная – из одного или двух слоев бакелизированной фанеры.
Толщины обшивок относительно толщины одинарной обшивки вгладь:
– одинарная вгладь - 1,0
– на пазовых рейках и наборная - 0,85
– многослойная - 0,80
– одинарная из бакелизированной фанеры - 0,40
– двухслойная - 0,55
Конструкцию наружной обшивки, также как и конструкцию основных связей, выбирают при проектировании исходя из типа судна, его назначения,
условий плавания, главных размерений, производственных возможностей верфи и т.д.
Одинарная обшивка вгладь наиболее типична для судов с футоксовым набором. В этом случае как бортовая, так и днищевая обшивка состоят, в основном, из досок одинаковой толщины (рис. 3.25). Исключение составляют утолщенные бархоут (пояс у палубы) и шпунтовый (пояс у киля и скулового стрингера) поясья.
Практикой постройки деревянных судов, в соответствии с формой обводов и соотношением главных размерений, выработан ряд рекомендаций для определения размеров досок обшивки, разгона их стыков, количества, вида и порядка размещения крепежных средств и т.п.
Ширина досок в данной конструкции наружной обшивки должна быть не более 150 + t/2 , где t – толщина доски. Длина отдельных досок обшивки в средней части судна принимается для бархоута и шпунтового пояса не менее
18 шпаций, для прочей обшивки не менее 15 шпаций.
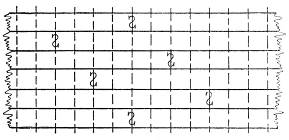
При склеивании досок из более коротких стыки, по возможности, разгоняются. Стык на одном и том же шпангоуте может приходиться лишь через четыре пояса. Стыки двух поясьев, между которыми проходит один целый пояс, должны отстоять один от другого не менее чем на два шпангоутных расстояния (рис. 3.26).
 | |||||
 | |||||
 |
В оконечностях длина досок обшивки может уменьшаться до 70% длины досок в средней части. Могут быть также понижены требования и к разгону стыков.
Доски обшивки крепятся к шпангоутам двумя, а при ширине доски более 180 мм, тремя креплениями. Для избегания раскалывания шпангоутов и досок обшивки, крепления ставятся в шахматном порядке на расстоянии от кромки доски обшивки и бруса шпангоута на расстояние не менее 0,25-0,3 их ширины. Крепление досок наружной обшивки осуществляется с помощью болтов, гвоздей, шурупов и заклепок. Длина гвоздей и шурупов должна равняться примерно 2,5 толщины досок.
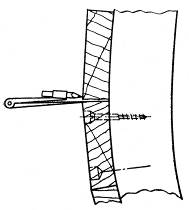
Для предотвращения раскрытия пазов при набухании древесины и для способствования меньшей изнашиваемости обшивки, доски должны быть обязательно плотно пригнаны сердцевинной частью к набору (рис. 3.27).
Для достижения непроницаемости соединения по стыкам и пазам осуществляются на клею.
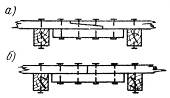 В случаях, когда устройство стыка досок наружной обшивки на шпангоутах невозможно, стыки размещаются между ними и выполняются на стыковых планках (рис. 3.28). В этом случае стыки разгоняются таким образом, чтобы в одной и той же шпации они приходились не чаще, чем через три пояса. Стыковые планки обычно выполняются из древесины твердой породы, из бакелизированной фанеры или металла.
В случаях, когда устройство стыка досок наружной обшивки на шпангоутах невозможно, стыки размещаются между ними и выполняются на стыковых планках (рис. 3.28). В этом случае стыки разгоняются таким образом, чтобы в одной и той же шпации они приходились не чаще, чем через три пояса. Стыковые планки обычно выполняются из древесины твердой породы, из бакелизированной фанеры или металла.
 | |||
 |
Обшивку данным методом обычно начинают со шпунтового пояса и ведут вверх по бортам. В то время как при единичной постройке каждую доску обшивки снимают с деревянного шаблона, временно прикрепляемого к
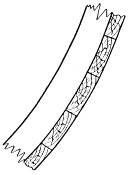
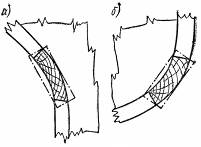
шпангоутам, при серийной постройке существуют уже готовые шаблоны, по которым вырезают доски обшивки. При большой местной кривизне обводов поясья приходится подгонять по очертаниям шпангоутов – выполнять желобление (рис. 3.29).
Такие поясья делают из более толстых и узких досок чем другие доски наружной обшивки. После того как доска, в зависимости от обводов судна, обстругана и ей придана форма в поперечном сечении соответственно обводу шпангоутов, ее можно подгонять по месту.
 Доску прикрепляют к шпангоутам с помощью струбцин примерно с одинаковым зазором в несколько миллиметров относительно кромки предыдущей. Затем с помощью рейсмуса проводят линию, параллельную чистовой кромке предыдущей доски с наружной и внутренней стороны. Затем доску снимают и простругивают кромку точно по разметке (рис. 3.30).
Доску прикрепляют к шпангоутам с помощью струбцин примерно с одинаковым зазором в несколько миллиметров относительно кромки предыдущей. Затем с помощью рейсмуса проводят линию, параллельную чистовой кромке предыдущей доски с наружной и внутренней стороны. Затем доску снимают и простругивают кромку точно по разметке (рис. 3.30).
 | |||
 |
На современных верфях вместо причерчивания и подгонки применяются специальные ручные электрофрезы, которые своим упором передвигаются вдоль чистовой кромки предыдущей доски и за один проход фрезеруют кромку устанавливаемой. После чего доску снимают для очистки прилегающих кромок обеих досок от пыли и опилок, а также для нанесения клея. При этом смазывают клеем соответствующие поверхности шпангоутов и прилегающие к ним места на доске. Крепление поясьев к шпангоутам обеспечивает прочность
соединения и одновременно служит средством запрессовки. Так пояс за поясом ставится вся зашивка. Чтобы корпус не перекосился, работу ведут одновременно или попеременно с двух бортов.
Разновидностью одинарной обшивки вгладь является обшивка вгладь узкими рейками с соотношением толщины к ширине примерно 1:2. Обшивка узкими рейками позволяет обшивать круглоскулые суда со сложными обводами. Обшивку можно производить двумя методами как на заранее изготовленных и установленных на продольном наборе шпангоутных рамах, так и на остове судна собранном из шаблонов шпангоутов.
Наружная обшивка набирается из реек склеиваемых по кромкам. К шпангоутам рейки крепятся с помощью шурупов или заклепок, между собой на клею и гвоздями длиной не менее 1,5 ширины рейки. При скруглении шпангоутов с малым радиусом, рейки плотно одна к другой не лягут и между ними могут оказаться щели. В этом случае с кромки очередной устанавливаемой рейки снимают малку (рис. 3.31).
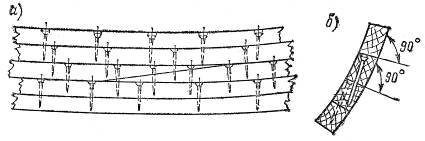 |
Рис.3.31. Обшивка из реек: а – крепление реек между собой;
б – снятие малки с верхней кромки рейки
Существуют два способа обшивки рейками, при которых не требуется снимать малку. По одному из них, так называемому «шведскому», кромки реек фрезеруют по радиусу, так что при установке на корпус выпуклость очередной рейки плотно входит в вогнутость предыдущей. Во втором способе образующиеся пазы шпатлюются клеем с добавлением керамических микросфер, являющихся наполнителем (рис. 3.32).
 |
Для скрепления реек между собой, гвозди вбивают таким образом, чтобы рейка не раскололась, а концы гвоздей не выходили за пределы обшивки (2-
-3 гвоздя на шпацию). Рейки изготавливаются на 2-3 мм толще обшивки для припуска на обработку.
Обшивка на пазовых рейках применяется в основном для остроскулых судов. Корпус получается прочным, без частого поперечного набора, а поэтому и достаточно легким.
Конструкция обшивки характерна тем, что для герметизации пазов и связи поясьев между собой изнутри обшивки ставят пазовые рейки. Толщина пазовой рейки обычно принимается равной толщине обшивки, а если рейки выполняются из твердой породы древесины, то равной 0,8 толщин. Ширина рейки принимается равной трем ее толщинам.
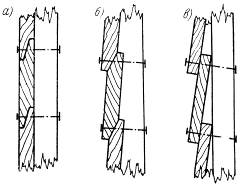
Существуют три разновидности установки пазовых реек.
В первом случае пазовые рейки врезаются в шпангоуты (рис. 3.33,а). Обшивку в этом случае обычно начинают с бортов. Выстроганную верхнюю доску прикладывают и прижимают к шпангоутам струбцинами так, чтобы единственной нестроганной кромкой она перекрывала концы шпангоутов. Со шпангоутов на доску переносят риски линии борта. Затем доску снимают и обрезают по плавной линии, соединяющей риски. Опять приложив доску, отмечают на шпангоутах нижнюю кромку доски, вверх и вниз от которой затем откладывают полуширину пазовой планки и делают пазы. Заготовленную заранее планку закладывают в пазы и закрепляют. Доски обшивки наклеивают
на шпангоуты и пазовые планки и закрепляются с помощью шурупов заклепок с шагом от 60 до 100 мм.
Во втором случае пазовые рейки становятся на шпангоуты, что надо учитывать при вычерчивании практических шпангоутов, отступая от теоретических линий на суммарную толщину обшивки и пазовой рейки (рис. 3.33,б). Для предотвращения коробления досок обшивки вследствие того, что они жестко не связаны со шпангоутами, зазоры между ними заполняются сухарями, которые в свою очередь, крепятся к шпангоутам.
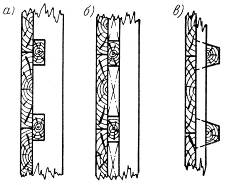 В третьем случае шпангоуты врезаются в рейки, когда используются тонкие гнутые ламинированные шпангоуты (рис. 3.33,в). Рейки обычно изготавливаются высокими и, как правило, трапециевидной формы.
В третьем случае шпангоуты врезаются в рейки, когда используются тонкие гнутые ламинированные шпангоуты (рис. 3.33,в). Рейки обычно изготавливаются высокими и, как правило, трапециевидной формы.
|
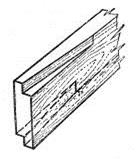
Однорядная обшивка внакрой (клинкерная) осуществляется наложением одного пояса на другой на 1,5-2 толщины доски. Применяется, в основном, для тихоходных судов.
Конструкция обшивки может быть выполнена с фаской или без фаски. У штевней обшивка должна выполняться вгладь. В обоих случаях это достигается постепенным скашиванием внутренней кромки доски на «ус» (рис. 3.34).
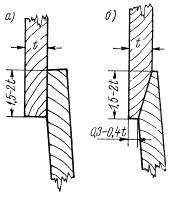
Для судов облегченного типа подводная часть обшивки может быть выполнена вгладь путем пригонки пазов (рис. 3.35,а), однако изготовление такой обшивки трудоемко и требует особой тщательности для обеспечения водонепроницаемости.
Плотное прилегание наборной обшивки к шпангоутам достигается врезкой в шпангоуты, что весьма трудоемко и требует большой точности. Вместо врезки обшивки в шпангоуты иногда применяется установка клиновых прокладок (рис. 3.35,б,в).
 | |||||
 | |||||
 |
Пазы обшивки внакрой скрепляются заклепками, шаг установки которых такой же как и для обшивки на пазовых рейках. Крепление происходит на пазах одновременно через оба пояса.
 У штевней обшивка должна быть выполнена вгладь, что достигается скашиванием внутренней кромки доски «на ус» (рис. 3.36).
У штевней обшивка должна быть выполнена вгладь, что достигается скашиванием внутренней кромки доски «на ус» (рис. 3.36).
|
Многослойная обшивка выполняется следующих типов:
– двухслойная продольная (из двух продольных слоев досок одинаковой ширины, расположенных так, чтобы паз одного слоя приходился по средине ширины другого);
– диагонально-продольная двухслойная (из внутреннего диагонального и наружного продольного слоя);
– диагонально-продольная трехслойная (из двух внутренних диаго-нальных, взаимно-перекрещивающихся слоев и наружного продольного слоя);
– двухслойная диагональная (из двух диагональных взаимно-перекрещивающихся слоев).
При двухслойной обшивке толщина наружного слоя принимается равной от 1/2 до 2/3 всей толщины, а при трехслойной от 1/3 до 1/2.
При двухслойной продольной обшивке (рис. 3.37) доски крепятся между собой заклепками с шагом не менее 15 диаметров. Крепление обшивки к шпангоутам осуществляется шурупами (не менее двух на доску). Стыки наружного и внутреннего слоев взаимно разгоняются на возможно большее расстояние, а внутренние стыки подкрепляются стыковыми планками. Если ширина шпангоутов позволяет, стыковать внутренний слой необходимо прямо на шпангоутах.

Рис.3.37. Двухслойная продольная обшивка
При диагонально-продольной обшивке внутренний слой располагается под углом 30-60o (рис. 3.38). Целые доски диагонального слоя должны простираться от киля до палубы (при плавных обводах) или от киля до скулового бруса и от скулового бруса до палубы (при ломаных обводах). Стыки досок допускаются только в продольном слое. В районе стыков с внутренней стороны устанавливаются стыковые планки.
Крепление обшивки должно обеспечить надежную связь слоев между собой и с набором, но при всех условиях в каждом пересечении досок следует
ставить не менее четырех креплений, что гарантирует плотное прилегание слоев друг к другу.
Диагонально-продольная обшивка из трех слоев с внутренними перекрещивающимися слоями выполняется, в основном, так же как и двухслойная обшивка. Внутренние слои размещаются под углом 30-60o относительно продольного. Для большего удобства при сборке обшивки может применяться предварительная склепка двух слоев, а затем установка третьего слоя. При установке креплений следует следить, чтобы они не попадали в пазы внутренних слоев и не откладывали у досок кромки.
Двухслойная диагональная обшивка из двух слоев, перекрещивающихся под углом 45o к продольному направлению, обычно находит применение на судах с ломанными обводами и, в принципе, выполняется так же как и диагонально-продольная (рис. 3.39).

Для всех типов многослойных обшивок диаметр заклепок принимается равным в пределах 8-15% от суммарной толщины скрепляемых слоев, а диаметр шурупов для крепления к набору – 1/6 этой толщины.
В районе штевней, киля, транца и скуловых брусьев шпунт для крепления многослойной обшивки чаще всего изготавливается ступенчатым.
Чтобы избежать коробление обшивки в результате набухания не следует чрезмерно пригонять доски одна к другой. Благодаря взаимному креплению
слоев, многослойная обшивка обладает большой монолитностью и жесткостью. При диагонально-продольной обшивке возможна постройка судна по продольной системе набора с ограниченным числом поперечных связей и с часто поставленными достаточно прочными стрингерами.
Широкое применение клеев позволило значительно снизить требования к креплению элементов обшивки и полностью перейти к постройке судов по продольной системе набора.
Обшивка из фанеры выполняется следующих типов:
– на пазовых рейках;
– клинкерная;
– многослойная;
– из формованной фанеры.
Фанерная обшивка на пазовых рейках используется на судах с ломаными обводами с выполнением всех требований, предъявляемых к дощатой обшивке на пазовых рейках, перечисленных выше. К отличиям можно отнести увеличенную ширину поясьев до 300-400 мм. В этом случае между пазовыми рейками обычно ставят дополнительные для обеспечения прочности.
В отличие от обшивки внакрой из досок каждый пояс фанеры накладывают на стрингеры, заранее установленные в пазах поперечного набора, склеиваются с ними и крепятся шурупами (рис. 3.40). Получается плотный и прочный корпус, который подкрепляют изнутри переборками и днищевыми флорами. Обшивку ведут от малкованного киля и каждый пояс склеивают с малкованной кромкой предыдущего пояса (рис. 3.41). По завершении обшивки к верхнему поясу приклеивают рейки привальных брусьев, снимают корпус со стапеля, монтируют бимсы, палубу и рубку.
Многослойную фанерную обшивку, в основном, формируют на продольных рейках стрингеров, которые образуют основание для поясьев обшивки. Стрингеры устанавливаются на стапель-кондукторе, собранном из
 | |||
 | |||
жестко установленных лекал шпангоутов (рис. 3.42). Продольные связи устанавливают на лекалах шпангоутов с помощью брусков и коротких угольников, закрепляя их изнутри для возможности их легкого снятия корпуса после окончания обшивки. Продольные стрингеры изготавливаются сечением позволяющим производить их гнутье по лекалам. Подгонку отдельных полос фанеры производят с помощью ручных электрических фрез (рис. 3.43). После снятия корпуса его раскантовывают, устанавливают палубу и выполняют последующую сборку.
Особого внимания заслуживает технология изготовления корпусов малых судов из формованной фанеры.
Формование корпуса из полос шпона производят на прочно построенной положительной форме-пуансоне. Стоимость изготовления формы примерно
 |  |
равна стоимости постройки двух корпусов на ней. Из этого следует, что подобный метод можно применять только для постройки корпусов серийных судов. Для установки киля и штевней в пуансоне обычно предусматриваются соответствующие пазы (рис. 3.44).
Подгонка полос шпона в слое, количество которых не менее пяти, самая ответственная, трудоемкая, ручная работа. Первый слой из полос шпона закрепляют на пуансоне, в то время как второй слой, который кладут диагонально примерно под 900 к полосам первого, после подгонки снимают для нанесения клея (рис. 3.45).

Для склейки применяются смоляные клеи холодного отверждения, имеющие длительное время полимеризации.
Особенностью процесса склеивания является запрессовка посредством покрывала из прорезиненной ткани, вырезаемого по размерам пуансона. На нижней кромке пуансона покрывало плотно прижимается специальным зажимным устройством. Из пространства между покрывалом и пуансоном с помощью вакуумного насоса удаляется давление, благодаря чему обеспечивается давление запрессовки. Подгонка и склеивание выполняется столько раз, сколько предусмотрено слоев фанеры. Палубу и рубку изготавливают одновременно с корпусом и тоже в формованном исполнении.
Дата добавления: 2016-05-16; просмотров: 1421;