Оборудование и оснастка
Рабочее место электросварщика.При сварке сравнительно небольших деталей сварочный пост располагают в кабине размером 2,5´2,5 м или огораживают перегородкой 8. В кабине устанавливают рабочий стол 7 и стул сварщика, светильник и местную вытяжную вентиляцию 9, устроенную так, чтобы газы дуги не проходили через зону дыхания сварщика. В оборудование поста входит источник питания 3, соединенный гибким изолированным кабелем 5 с рабочим столом и электрододержателем 6. Корпус источника питания и рубильника 2, а также рабочий стол сварщика должны быть заземлены 4. Рабочее место сварщика показано на рисунке 2.
Рисунок 2 Рабочее место сварщика
1 – электрическая сеть; 2 – рубильник; 3 – источник питания; 4 – заземление; 5 – гибкие изолированные кабели; 6 – электрододержатель; 7 – рабочий стол; 8 – перегородка; 9 – вытяжка
Источники питания.Электрические генераторы и трансформаторы для питания световых и силовых установок нельзя применять для питания сварочной дуги, поскольку они имеют внешнюю характеристику, обеспечивающую постоянство напряжения. Если такую машину применить для питания сварки, то возбужденная дуга станет разрастаться, ток в ней будет увеличиваться до тех пор, пока не произойдет сгорание предохранителей или разрушение проводников цепи.
Сварочную дугу можно питать постоянным и переменным током. Дуга, питаемая переменным током, менее устойчива, так как ток при нормальной частоте (50 Гц) 100 раз в секунду меняет свое направление. Поэтому ионизация газового промежутка меняется, и дуга может обрываться. Для повышения устойчивости горения дуги на переменном токе применяют ионизирующие покрытия электродов. При сварке на постоянном токе используют сварочные генераторы и выпрямители, переменном — сварочные трансформаторы.
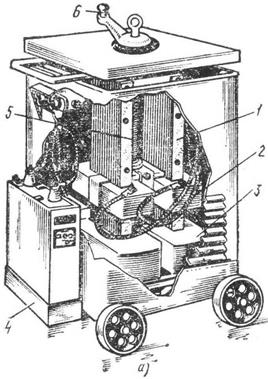
В качестве источника переменного тока рассмотрим устройство сварочного трансформатора (рисунок 3) с повышенным магнитным рассеянием, с подвижной катушкой, при перемещении которой регулируется сварочный ток.
В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Магнитопровод трансформаторов набирается из листов электротехнической стали толщиной 0,3...0,5 мм, изолированных окалиной или лаком. Обмотки трансформаторов выполнены из медных проводов, изолированных лаками, намоточной бумагой на бакелитовом лаке, электротехническим картоном.
| 
| |
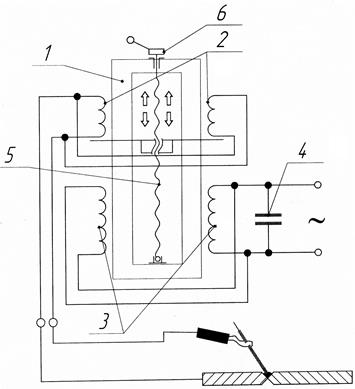
| Рисунок 3 Схема сварочного трансформатора а – внешний вид, б – принципиальная схема с плавным регулированием сварочного тока: 1 – сердечник; 2 – вторичная обмотка; 3 – первичная обмотка; 4 – конденсатор; 5 – ходовой винт; 6 – ручка ходового винта |
Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Вторичная обмотка подвижная и может перемещаться по сердечнику с помощью винта 5, с которым она связана, и рукоятки 6, находящейся на крышке кожуха трансформатора.
Трансформатор работает следующим образом. Переменный ток из сети поступает на катушки первичной обмотки 3. При этом образуется магнитное поле, которое усиливается сердечником 3 и направляется к катушкам вторичной обмотки 2. Здесь происходит обратный процесс: при прохождении магнитного поля возбуждается э.д.с. Так как число витков вторичной обмотки меньше чем у первичной обмотки, то полученный ток имеет низкое напряжение и высокую силу тока.
Сварочный ток регулируется ступенчато рукояткой переключателя диапазонов, которая соединяет катушки как первичной, так и вторичной обмоток параллельно (как на рисунке) (200-460 А) или последовательно (70-200 А). Рукоятка переключателя диапазонов расположена на крышке трансформатора.
Внутри каждого диапазона регулирование сварочного тока плавное – ручкой 6 ходового винта 5, по которому перемещаются катушки вторичной обмотки 2. При этом сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшается, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
Для приближенной установки силы сварочного тока на боковом кожухе расположена шкала с делениями. Более точно ток устанавливают по амперметру. Для увеличения коэффициента мощности cos φ параллельно первичной обмотке включен конденсатор 4.
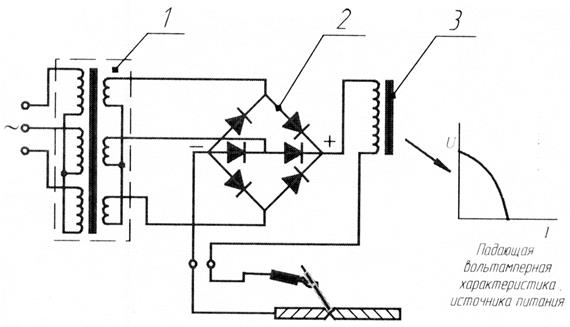
Рисунок 4 Схема сварочного выпрямителя
1 – трансформатор; 2 – блок выпрямителей; 3 – дроссель
Для получения постоянного тока служат сварочные выпрямители (рисунок 4). В них в качестве электрических вентилей применяют полупроводники, обладающие свойством проводить ток в одном направлении.
Сварочный выпрямитель состоит из трехфазного понижающего трансформатора 1, блока селеновых или кремниевых выпрямителей 2 и дросселя 3. Дроссель служит для получения падающей внешней характеристики.
Принадлежности и инструмент сварщика. За каждым электросварщиком должны быть закреплены: электрододержатель (рисунок 5) с гибким провопроводом длиной не менее 2 м; щиток или шлем, пассатижи, металлическая щетка, молоток и зубило; специальная одежда и рукавицы; ящик для хранения инструмента.
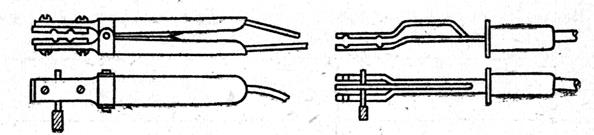
Рисунок 5 Электрододержатели
Применяется гибкий провод марок ПРГД и ПРГДО. В зависимости от силы сварочного тока подбирается соответствующее сечение провода из расчета 5-7 А/мм2 для медных, 3 А/мм2 – для алюминиевых. Щитки и шлемы изготовляют из прочного легкого материала, чаще всего из фибры. В защитный щиток вставляется стекло марки ТС3. Стекла имеют различную прозрачность, наиболее темное - Э-4 (более 400А), далееЭ-3 (200-400А), Э-2 (75-200А), Э-1 (30-75А). Снаружи стекло ТСЗ прикрывают простым бесцветным стеклом для предохранения от брызг расплавленного металла.
Специальная одежда изготавливается из прочной, трудно загорающейся ткани.
Дата добавления: 2015-09-23; просмотров: 2476;