Литье под давлением.
К литью под регулируемым давлением относят способы литья, сущность которых заключается в том, что заполнение полости формы расплавим и затвердевание отливки происходит под действием избыточного давления воздуха или газа.
| Ратм |
| Ризб > Pa |
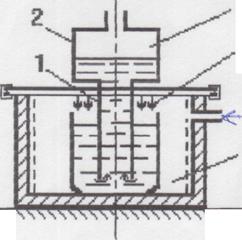
Литье под регулируемым давлением создает широкие возможности для управления заполнением формы расплавом. Если внутрь герметичной камеры (а) подавать сжатый воздух или газ под давлением Ризб>Ратм, то за счет разницы давлений расплав поднимется по металлопроводу 1 и заполнит форму 2 до уровня, соответствующего Н=( Ризб-Ратм). Такой способ заполнения называют литьем под низким давлением. Термин "низкое давление" используется потому, что для подъема расплава и заполнения формы требуемое избыточное давление менее 0.1 МПа.
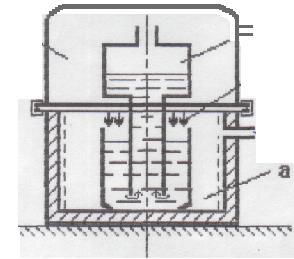 |
Если в герметичной камере б установок создавать вакуум, а в камере а давление поддерживать равное атмосферному, то заполнение формы произойдет за счет разницы давлений Ратм-Р. Такой способ заполнения называют литьем вакуумным всасыванием.
Используя схему установки аналогичную данной можно осуществить заполнение формы иначе. Положим, что в камерах а и б вначале создано одинаковое, но больше атмосферного давление воздуха или газа Рк>Ратм. Затем подача воздуха в камеру б прекращается, а в камеру а продолжается; давление в камере а повышается до Рк+QP. Тогда металл будет подниматься по металлопроводу вследствие разницы давлений Ра-Рб, т.е. аналогично тому, как и при литье под низким давлением. Того же результата можно достичь, если
понижать давление в камере б, оставляя Установки для литья под регулируемым давлением - сложные динамические системы, позволяющие в широких пределах регулировать скорость заполнения формы расплавим. Использование таких установок позволяет заполнить формы тонкостенных 9600 оливок, изменить продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена расплава и формы, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
Приложение давления на затвердевающий расплав позволяет улучшить условия питания, усадки отливки, повысить ее качество - механические свойства и герметичность. В рассматриваемых процессах после заполнения формы давление действует на расплав, который из тигля через металлопровод поступает в затвердевающую отливку и питает ее. Благодаря этому усадочная пористость в таких отливках уменьшается, плотность и механические свойства возрастают.
Литье под регулируемым давлением осуществляется на установках так, что процесс заполнения формы расплавим - самая трудоемкая и неприятная с точки зрения охраны труда и техники безопасности операция - выполняется автоматически. Конструкции установок и машин для этих литейных процессов обеспечивают также автоматизацию операций сборки и раскрытия форм, выталкивания отливки и ее удаления из формы. Таким образом, процессы литья под регулируемым давлением позволяют повысить качество отливок и обеспечить автоматизацию их производства.
В практике наибольшее применение нашли следующие процессы литья под регулируемым давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с под давлением (вакуумно - компрессионное литье).
постоянным давление 9 камере а. Такие процессы называют литьем под низким давлением с противодавлением.
Установки для литья под регулируемым давлением - сложные динамические системы, позволяющие в широких пределах регулировать скорость заполнения формы расплавим. Использование таких установок позволяет заполнить формы тонкостенных 9600 оливок, изменить продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена расплава и формы, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
Приложение давления на затвердевающий расплав позволяет улучшить условия питания, усадки отливки, повысить ее качество - механические свойства и герметичность. В рассматриваемых процессах после заполнения формы давление действует на расплав, который из тигля через металлопровод поступает в затвердевающую отливку и питает ее. Благодаря этому усадочная пористость в таких отливках уменьшается, плотность и механические свойства возрастают.
Литье под регулируемым давлением осуществляется на установках так, что процесс заполнения формы расплавим - самая трудоемкая и неприятная с точки зрения охраны труда и техники безопасности операция - выполняется автоматически. Конструкции установок и машин для этих литейных процессов обеспечивают также автоматизацию операций сборки и раскрытия форм, выталкивания отливки и ее удаления из формы. Таким образом, процессы литья под регулируемым давлением позволяют повысить качество отливок и обеспечить автоматизацию их производства.
В практике наибольшее применение нашли следующие процессы литья под регулируемым давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с под давлением (вакуумно - компрессионное литье).
Дата добавления: 2019-04-03; просмотров: 475;